









Grinding Service:
Grinding uses abrasive wheels to remove small amounts of material from a workpiece surface, achieving high flatness accuracy and superior surface finish.It achieves accuracy of ±0.001–0.005 mm, surface roughness of Ra 0.1–0.4 μm.
- ISO 9001:2015 certified
- Accuracy down to 0.001 μm
- Delivery within 5 days
- Grinding cost:5~300 USD
Types and applications of grinding
Grinding is a critical machining process in modern manufacturing, especially when customers demand tight tolerances, high accuracy, and superior surface finish. Different grinding methods are designed to solve specific challenges in precision machining. Below are the most common types of grinding and their industrial applications:
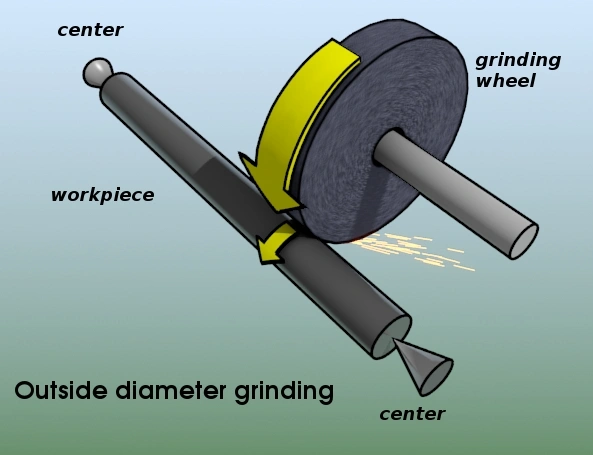
Cylindrical Grinding (External Grinding):
Characteristics:
Designed for machining the outer diameter of cylindrical parts. It ensures roundness and dimensional accuracy with minimal deviation.
Applications:
Widely used for shafts, rollers, and precision spindles, often in the machinery, robotics, and energy sectors.
Cylindrical Grinding (External Grinding):
Characteristics:
Designed for machining the outer diameter of cylindrical parts. It ensures roundness and dimensional accuracy with minimal deviation.
Applications:
Widely used for shafts, rollers, and precision spindles, often in the machinery, robotics, and energy sectors.
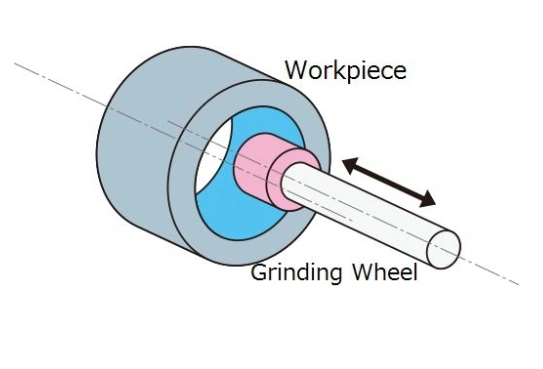
Internal Grinding:
Characteristics:
Focuses on machining internal bores or holes with tight tolerance machining. Capable of reaching deep and narrow cavities.
Applications:
Essential in producing bearing races, bushings, hydraulic cylinders, and other components where internal precision is vital.
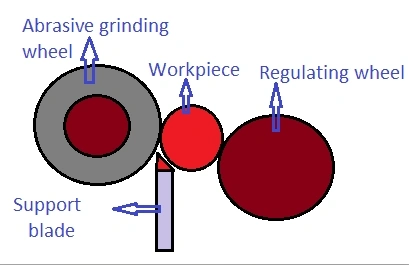
Centerless Grinding:
Characteristics:
Unlike cylindrical grinding, centerless grinding does not require a spindle. Workpieces are supported between a grinding wheel and a regulating wheel. This allows for high-speed production and consistent accuracy.
Applications:
Ideal for mass production of precision parts like pins, rods, and tubes. Frequently used in the medical, automotive, and electronics industries.
Creep Feed Grinding:
Characteristics:
A less common but highly specialized grinding technique. It uses a very slow feed rate and a large depth of cut, removing material efficiently in a single pass.
Applications:
Particularly useful for machining turbine blades, aerospace alloys, and heat-resistant materials where conventional methods struggle. Known for reducing the number of operations and increasing productivity in complex geometries.
Manual Grinding (Hand Grinding):
Features:
A traditional process for finishing or repairing parts using a handheld grinder or sandpaper. It is suitable for surface treatment of small batches of parts with low precision requirements, but it is relatively inefficient.
Applications:
Commonly used for mold repair, weld grinding, deburring, and custom work, especially in maintenance, tool shops, and prototype production.

CNC Turning Common Materials
WELDO provides precision CNC turning services for materials ranging from common aluminum, stainless steel, alloys, and copper to plastics such as ABS and PC etc.
Metal cnc material type:

Aluminum
It features low density and a hard texture, yet the material itself is relatively pliable. Highly corrosion-resistant, it is widely utilized in the fields of aerospace, biomimetic skeletal structures, and automotive component manufacturing.
Color : Silver.
Types : Aluminum 6061、7075、2024、5052、6063 and MIC-6.
Surface finish : Polishing, Brushing, Sandblasting, Chrome Plating, Anodizing, Electroplating, Powder Coating, Laser Etching.
Delivery time : 1-5 days.

Stainless steel
Corrosion-resistant, smooth, and easy to clean, used in kitchen, medical, construction, and automotive parts.
Color : Silver.
Types : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Surface finish : Polishing, Brushing, Sandblasting, Electroplating, Spraying, PVD (Physical Vapor Deposition), Passivation, Pickling, Coloring.
Delivery time : 2-5 days.

Copper
Possesses electrical conductivity, tensile ductility, and antimicrobial properties, primarily used for processing into crafts, decorative items, and medical equipment.
Color :Orange,yellow.
Types : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Surface finish : Passivation, Electroplating, Chemical Plating, Shot Peening, Sandblasting, Chemical Film Treatment, Polishing, Bright Cleaning.
Delivery time : 1-5 days.

Bronze
Bronze is a corrosion-resistant copper alloy with good fluidity and varying color by composition. It’s used for parts like bearings, gears, and marine components.
Color : gold/brown.
Types : Tin bronze, aluminum bronze, beryllium bronze, silicon bronze, manganese bronze.
Surface finish : Sandblasting, polishing, knurling, grinding, passivation, chemical film coating, impregnation coloring, brush/spray coloring, electroplating, anodizing, powder coating, brushing.
Delivery time : 1-5 days.

Steel
Iron-based alloy with Cr, Ni, and Mn, offering adjustable properties via heat treatment. Used for bolts, shafts, gears, cutting tools, and engine components.
Color : Silver .
Types : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Surface finish :Sandblasting, Mirror Finish, PVD Coating, Brushed Finish, Spray Coating, Electroplating.
Delivery time : 1-5 days

Magnesium
Lightweight and possesses low hardness, excellent thermal conductivity, and causes minimal tool wear. Its strength surpasses that of aluminum alloys and steel, and its damping capacity—1.5 times that of aluminum—enables it to effectively absorb vibrations and noise. Suited for aerospace and automotive part.
Color : Silver.
Types : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Surface finish : Chemical conversion coating, anodizing, nickel plating, electroplating, composite coating, spray painting, powder coating, electrophoretic coating.
Delivery time : 1-5 days.
Plastic cnc material type:

POM
High-strength, low-friction, and dimensionally stable material, ideal for machining. It replaces metal in wear parts like gears and bearings.
Color : white,black,blue,yellow,etc.
Types : POM-H, POM-C.
Surface finish : Polishing, sandblasting, chemical polishing, laser polishing, anodizing/painting.
Delivery time : 1-5 days.

PA
PA (Nylon) offers 62 to 85 MPa tensile strength, low friction, and heat resistance, ideal for gears and bearings in automotive, electronics, and machinery.
Color : Colored.
Types : PA6, PA66, PA6T, PA9T.
Surface finish :Mechanical grinding, acid/alkali etching, hydrolysis technology, coating.
Delivery time : 1-5 days.
PTFE
PTFE offers ultra-low friction, strong chemical resistance, and excellent insulation, ideal for seals, gaskets, and bushings.
Color : White, natural, black, filled or custom-colored.
Types : Virgin PTFE,Glass-filled PTFE,Carbon-filled PTFE,Bronze-filled PTFE,Modified PTFE
Surface finish : Machining finish, polishing, texturing, coating, engraving, anti-static treatment.
Delivery time : 1-5 days.

UPE
UPE (UHMW-PE) is an ultra-high molecular weight polyethylene with excellent wear resistance, low friction, and high impact strength, widely used in wear parts and industrial components.
Color: Natural (white), black, green, blue.
Types: Virgin UHMW-PE, anti-static UHMW-PE, glass-filled UHMW-PE, oil-filled (self-lubricating) UHMW-PE.
Surface finish: Machined finish, polishing,Plasma / Corona Treatment, flame polishing, sandblasting.
Delivery time: 1–5 days.
FAQ of grinding service
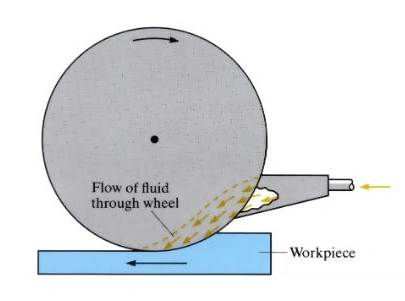
What is the basic principle of grinding?
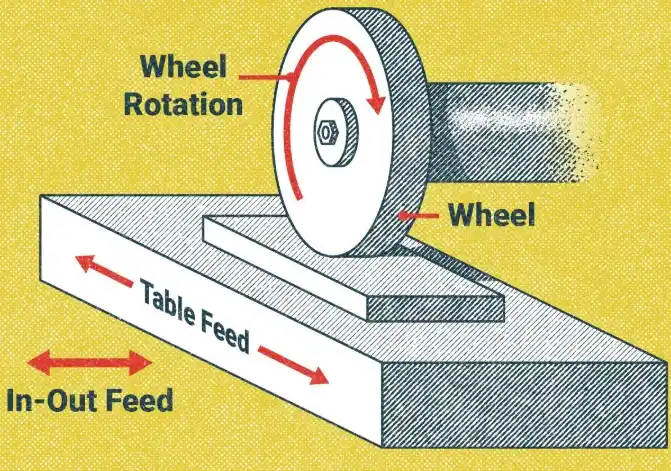
Grinding is a machining process that uses abrasive particles to micro-cut the workpiece surface through relative motion between the grinding tool and the workpiece, achieving high precision and low surface roughness. Its core lies in the micro-cutting action of the abrasive and the geometric replication of the grinding tool.
What materials are suitable for grinding?
Grinding is applicable to most metals (such as steel, cast iron, and non-ferrous metals) and non-metallic materials (such as ceramics, glass, and crystals). It is particularly suitable for the precision machining of difficult-to-machine materials such as cemented carbide and heat-resistant alloys.
How to choose the right abrasive for grinding?
The selection of abrasives should take into account the hardness of the workpiece material, machining accuracy, and surface quality requirements. For example:
Corundum (aluminum oxide) is suitable for common materials such as hardened steel and cast iron;
Silicon carbide is suitable for high-hardness materials such as cemented carbide and ceramics;
Diamond abrasives are suitable for the precision machining of superhard materials or optical glass.
How to control surface roughness during grinding?
Weldo engineer said :This can be controlled by:
Selecting the appropriate abrasive grit size (fine abrasives reduce roughness);
Adjusting grinding pressure and speed;
Using lubricating coolant to minimize surface damage;
Using multi-stage grinding (rough grinding → fine grinding → polishing).
What are common defects in grinding, and how can they be addressed?
Common defects include:
Surface burn: Frictional heat causes material annealing; reducing the grinding speed or increasing cooling is recommended;
Dimensional deviations: Lapping tool wear or unstable positioning; regular lapping tool repair and fixture inspection are recommended;
Scratches: Embedded abrasive particles or impurities in the lapping tool; cleaning the lapping tool and workpiece is recommended, and using pure abrasive.
What are the differences between lapping, polishing, and superfinishing?
Lapping: Primarily involves micro-cutting, used to remove excess material and correct form accuracy;
Polishing: Primarily involves plastic deformation, primarily reducing surface roughness and improving gloss;
Superfinishing: Further improving surface integrity (such as reducing waviness) beyond lapping; commonly used for precision parts such as bearings.
