

تصنيع الصفائح المعدنية
- مهلة النموذج الأولي ≤ 3 أيام
- دقة السطح المنحني ± 0.1 مم
- معدل تشوه الانحناء < 1%
- التسليم: 3-5 أيام
نحن متخصصون في تصنيع الصفائح المعدنية حسب الطلب، ونقدم أعمالاً عالية الجودة وموثوقة.
يضمن لك جدولنا الزمني السريع للتسليم في الموعد المحدد.
اتصل بنا ويلدو اليوم للحصول على عرض أسعار تنافسي!
ما هو تصنيع الصفائح المعدنية؟
تصنيع الصفائح المعدنية هي تقنية بناء تتضمن قطع الصلب المشكل على البارد وثنيه وتجميعه لإنشاء هياكل قوية. يتيح التصنيع الدقيق، مما يوفر حلول بناء متينة ومرنة.
تشمل العمليات الرئيسية ما يلي:
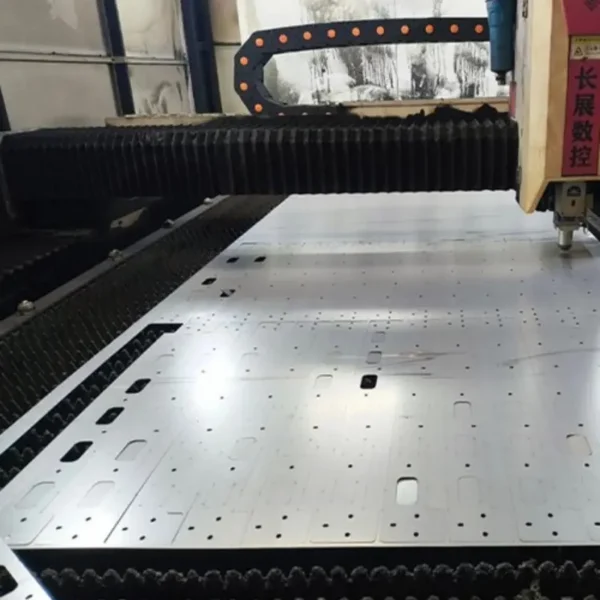
القطع بالليزر: دقة تصل إلى ± 0.1 مم، مناسبة للمعالجة الكنتورية المعقدة
التصنيع باستخدام الحاسب الآلي الانحناء: الحد الأدنى لنصف قطر الانحناء ≥ سمك المادة لتجنب التشقق
اللحام/التثبيت بالبرشام: AWS D1.1.1 معايير اللحام تضمن القوة الهيكلية

مواد تصنيع الصفائح المعدنية
يؤثر اختيار المواد على القوة ومقاومة التآكل وقابلية التصنيع في تصنيع الصفائح المعدنية.
| نوع الفولاذ | قوة الشد (ميجا باسكال) | قوة الخضوع (ميجا باسكال) | الاستطالة (%) | سيناريوهات التطبيق النموذجية |
|---|---|---|---|---|
| الصلب المدرفل على البارد SPCC | 320-400 | 180-250 | 28 | خزانات التحكم الكهربائية، ومباني المعدات |
| Q235 | 375-500 | 235 | 26 | بناء الدعامات الهيكلية |
| A36 | 400-550 | 250 | 20 | قواعد الآلات الثقيلة |
| الفولاذ المقاوم للصدأ | اختبار مقاومة رذاذ الملح | الصلابة (HV) | قابلية اللحام | سيناريوهات التطبيق النموذجية |
| 304 | 5000 ساعة بدون صدأ أحمر | 150 | ممتاز | أطر عمل المعدات الطبية |
| 316 | 10000 ساعة بدون صدأ أحمر | 160 | جيد | الهياكل الهندسية البحرية |
| 430 | 3000 ساعة بدون صدأ أحمر | 180 | متوسط | دعامات معدات المطبخ |
| سبائك الألومنيوم | الكثافة (جم/سم مكعب) | قوة الشد (ميجا باسكال) | معالجة السطح | سيناريوهات التطبيق النموذجية |
| 6061-T6 | 2.7 | 310 | الطلاء بأكسيد الألومنيوم | علب المعدات الإلكترونية |
| 5052-H32 | 2.68 | 230 | الرش | أطر سطح السفينة |
| 3003-H14 | 2.73 | 150 | الرحلان الكهربائي | مكونات الإطار الزخرفي |
دليل تصنيع الصفائح المعدنية:
تنشأ مشكلات الجودة في تصنيع الصفائح المعدنية من سوء التحكم في المعدات والمواد والعمليات؛ ويساعد فهم الأسباب والحلول على تحسين الدقة والكفاءة.
| القضايا المشتركة | الأسباب | الحلول |
|---|---|---|
| قطع غير دقيق | عدم كفاية دقة معدات القطع، والتثبيت غير المستقر للصفيحة، وما إلى ذلك. | افحص معدات القطع واضبطها، وتأكد من التثبيت الثابت للوحة. |
| انحراف الأبعاد في التشكيل | القوالب البالية لماكينات الثني أو اللكمات البالية، والسماكة غير المتساوية للوحة، إلخ. | استبدال القوالب البالية، وفحص وضبط سُمك الصفيحة. |
| عيوب اللحام | الإعداد غير الصحيح لمعايير اللحام، وسوء جودة مواد اللحام، وما إلى ذلك. | ضبط معلمات اللحام، واستبدالها بمواد لحام عالية الجودة. |
| سوء معالجة السطح | الاختيار غير السليم لعمليات المعالجة السطحية، والتشغيل غير السليم أثناء المعالجة، وما إلى ذلك. | اختيار عمليات المعالجة السطحية المناسبة، والعمل بدقة وفقًا لمتطلبات العملية. |
القدرة على تصنيع الصفائح المعدنية:
| العنصر | المواصفات |
|---|---|
| المعلمات الأساسية | دقة تحديد الموضع ± 0.03 مم، سرعة قطع تصل إلى 8 م/دقيقة (للفولاذ المقاوم للصدأ 1 مم) |
| الحد الأقصى لطول الانحناء | 3100 مم، دقة الزاوية ± 0.1 درجة |
| الطاقة الإنتاجية | إنتاج 80,000 قطعة من الصفائح المعدنية الدقيقة شهريًا، معدل عيب إطار الجهاز الطبي < 1% |
| توافق المواد | يدعم مواد خاصة مثل الألومنيوم والنحاس وسبائك التيتانيوم وغيرها. |




مزايا تصنيع الصفائح المعدنية
تصنيع عالي الدقة: تصل درجة تفاوت القطع بالليزر إلى ± 0.1 مم وإمكانية تكرار الانحناء ± 0.5 درجة، مما يلبي متطلبات الطيران عالية الدقة.
الاستخدام الأمثل للمواد: يزيد التعشيش المتقدم من استخدام المواد حتى 92%، مما يقلل من النفايات ويخفض تكاليف الإنتاج.
التكرار السريع: من التصميم ثلاثي الأبعاد إلى تسليم العينة في غضون 72 ساعة، مما يقلل بشكل كبير من دورات التطوير.
هيكل خفيف الوزن: تقلل هياكل الألومنيوم المحسّنة طوبولوجيا من الوزن بمقدار 40% مع الحفاظ على قوة وصلابة عالية.
مستدام بيئياً: يقلل الطلاء بالمساحيق من انبعاثات المركبات العضوية المتطايرة بمقدار 90%، مع معدلات إعادة تدوير المواد تتجاوز 95%.
تطبيق تصنيع الصفائح المعدنية
صناعة السيارات: يستخدم الطراز تسلا موديل 3 الألومنيوم من السلسلة 5 مع لحامات ليزر طويلة، مما يقلل الوزن بمقدار 180 كجم ويحسن الكفاءة.
الجدران الستائر المعمارية: تضمن إطارات الألومنيوم 6061-T6 التي يصل طولها إلى 12 مترًا قوة عالية مع خطأ في الاستقامة ≤ 2 مم.
المعدات الإلكترونية: تحقق خزانات SGCC المزودة بطلاء مسحوق حماية IP65 وتشغيل مستقر من -40 درجة مئوية إلى 70 درجة مئوية.
المعدات الطبية: توفر الإطارات المصنوعة من الفولاذ المقاوم للصدأ 316L Ra ≤ 0.8 ميكرومتر، وتتحمل التعقيم، وتفي بمعايير ISO 10993.
الأسئلة الشائعة حول تصنيع الصفائح المعدنية
كيف يتم حل تشوه لحام الفولاذ المقاوم للصدأ؟
استخدم اللحام بالليزر النبضي مع عرض منطقة متأثرة بالحرارة أقل من 0.1 مم.
اللحام من المركز إلى الخارج، باستخدام تركيبات للتثبيت.
قم بإجراء التلدين لتخفيف الإجهاد بدرجة حرارة منخفضة (300 درجة مئوية لمدة ساعة واحدة) بعد اللحام.
الأسباب والتدابير الوقائية للتشقق في سبائك الألومنيوم بعد الثني.
المادة في حالة التقادم T6، مما يؤدي إلى عدم كفاية اللدونة.
نصف قطر الانحناء أقل من سُمك المادة (على سبيل المثال، يتطلب نصف قطر الانحناء بسُمك 1 مم 6061 T6 ≥1.5 مم).
التدابير الوقائية:
استخدم المواد الملدنة O- أو H32 الملدنة.
قم بإجراء التلدين الموضعي (درجة حرارة 410 درجة مئوية ± 10 درجات مئوية) قبل الثني.
كيف يمكن تحسين التصاق الطلاءات السطحية على أجزاء الصفائح المعدنية؟
السفع الرملي: رمل ألومينا 80 شبكة، ضغط 0.3 ميجا باسكال
الفوسفات: سمك طلاء فوسفات الزنك 5-8 ميكرومتر، مقاومة للتآكل ≥ 500 ساعة
الرش: سمك الطلاء بالمسحوق 60-80 ميكرومتر، درجة حرارة المعالجة 180 درجة مئوية × 20 دقيقة
تصميم الثبات الهيكلي للإطارات طويلة الامتداد (> 6 أمتار)؟
استخدام مقطع عرضي من الفولاذ المقطع C + التسليح لزيادة عزم القصور الذاتي بمقدار 30%
تثبيت الدعامات على مسافات بينية ≤ 1.5 متر، والتحكم في الانحراف إلى L/200 (L = الامتداد)
استخدم الفولاذ عالي القوة Q355B، قوة الخضوع ≥ 355 ميجا باسكال
كيف تتحكم في طرق التحكم في تكلفة إطارات الصفائح المعدنية؟
توحيد مواصفات سُمك المادة (على سبيل المثال، استخدام سُمك 1.2 مم و2.0 مم في نفس المنتج)
استخدام تصميم معياري لتقليل الاختلافات في أرقام الأجزاء بمقدار 30%
تحويل الإنتاج الضخم إلى ختم القالب التدريجي، مما يقلل من وقت معالجة القطعة الواحدة إلى 15 ثانية
