
في التصنيع الآلي باستخدام الحاسب الآليبالنسبة لقطع العمل الخشنة، يعد الطحن الديناميكي والطحن الطبقي استراتيجيتين شائعتين للطحن. على الرغم من أن كلتا الطريقتين تهدفان إلى إزالة المواد، إلا أنهما تختلفان اختلافًا كبيرًا في طرق التشغيل الآلي والمواد القابلة للتطبيق وسرعة المغزل ومعدل التغذية وكفاءة التشغيل الآلي. يمكن أن يساعدنا فهم تعريفاتهما ومزاياهما وعيوبهما والعوامل المؤثرة ومعايير الاختيار في اتخاذ قرارات أفضل في سيناريوهات التصنيع المختلفة.
الطحن الديناميكي
التعريف:
التفريز الديناميكي هو طريقة تفريز تحافظ على كفاءة تصنيع عالية وتقلل من حمل الأداة من خلال الضبط المستمر لمعلمات القطع مثل عمق القطع ومعدل التغذية. من خلال ضبط مسار الأداة بمرونة، يحافظ كل قطع على تعشيق صغير نسبيًا، مما يؤدي إلى تجنب الحمل الزائد على الأداة الناجم عن القطع العميق وتقليل تراكم الحرارة أثناء التشغيل الآلي.
المواد القابلة للتطبيق:
سبائك الألومنيوم، وسبائك النحاس، واللدائن، والصلب اللين، وسبائك التيتانيوم، وغيرها من المعادن اللينة نسبيًا أو مواد البوليمر. الطحن الديناميكي مناسب للمواد اللينة أو متوسطة الصلابة، خاصة في السيناريوهات التي تحتاج إلى إزالة كمية كبيرة من المواد بسرعة.
نطاق سرعة عمود الدوران:
عادةً ما يستخدم الطحن الديناميكي سرعات أعلى للمغزل، عادةً ما تكون بين 5000-12000 دورة في الدقيقة. يجب ضبط السرعة المحددة وفقًا للأداة وصلابة المادة.
بالنسبة للمواد الصلبة مثل سبائك التيتانيوم، يجب تقليل سرعة عمود الدوران بشكل مناسب لتجنب كسر الأداة.
معدل التغذية:
معدل التغذية للطحن الديناميكي مرتفع نسبيًا، وعادة ما يكون بين 2000-8000 مم/دقيقةاعتمادًا على خصائص المواد وعمق القطع وأداء الماكينة.
المزايا والعيوب:
المزايا:
- انخفاض حمل الأداة، وإطالة عمر الأداة.
- كفاءة عالية، مناسبة بشكل خاص لإزالة مساحات كبيرة من المواد.
- يوفر استقرار قطع أفضل ومعدلات إزالة مواد أعلى.
- يقلل من تراكم الحرارة وتآكل الأدوات.
العيوب:
- متطلبات أعلى لأدوات الماكينات، بما في ذلك الثبات وسرعة المغزل.
- في بعض الحالات (مثل الأشكال المعقدة)، قد يؤدي الطحن الديناميكي إلى إنشاء مسارات أدوات متكررة تخلق حركة أداة خاملة.
- جودة السطح أثناء التشطيب رديئة نسبياً.
كفاءة التصنيع:
يُظهر الطحن الديناميكي كفاءة عالية عند إزالة كميات كبيرة من المواد. وبسبب معدل التغذية المرتفع ومشاركة القطع الأعمق، يمكنها تحسين كفاءة التشغيل الآلي بشكل كبير. ومع ذلك، قد يكون أقل ثباتًا من الطحن الطبقي في عمليات التشغيل الآلي الدقيقة.
العوامل المؤثرة على كفاءة التصنيع:
أداء الماكينة: مطلوب سرعات مغزل عالية وثبات جيد للماكينة. يؤدي الطحن الديناميكي أداءً جيدًا بشكل خاص على الماكينات خماسية المحاور.
الخصائص المادية: المواد الأكثر ليونة مثل سبائك الألومنيوم والنحاس هي الأكثر ملاءمة.
اختيار الأداة: يؤثر حجم الأداة ونوعها على أداء التفريز الديناميكي، خاصةً عند تصنيع المواد الأكثر صلابة.

طحن الطبقات
التعريف:
الطحن الطبقي هو استراتيجية تصنيع آلي تقسم عمق القطع إلى طبقات رقيقة متعددة. يزيل كل قطع كمية صغيرة من المواد، مما يتحكم بفعالية في حمل الأداة ويقلل من التآكل المفرط للأداة ويحافظ على دقة عالية في التصنيع.

المواد القابلة للتطبيق:
الفولاذ الصلب (فولاذ الأدواتوسبائك الفولاذ)، والفولاذ المقاوم للصدأ، والحديد الزهر، وسبائك التيتانيوم المستخدمة في التشطيب، وغيرها من المواد الصلبة.
يعد تفريز الطبقات مناسبًا بشكل عام للمواد ذات الصلابة العالية ومهام التشغيل الآلي التي تتطلب جودة سطح ودقة أعلى.
نطاق سرعة عمود الدوران:
يعمل تفريز الطبقات عادةً بسرعات مغزل منخفضة نسبيًا، عادةً ما تكون بين 3000-8000 دورة في الدقيقة.
بالنسبة للمواد الصلبة مثل سبائك التيتانيوم والفولاذ المقوى، يجب تقليل سرعات عمود الدوران بشكل مناسب لتقليل تآكل الأدوات.
معدل التغذية:
يكون معدل التغذية لطحن الطبقات أقل بشكل عام، وعادةً ما يكون 500-5000 مم/دقيقة. تساعد معدلات التغذية المنخفضة على ضمان استقرار القطع ودقة التصنيع.
المزايا والعيوب:
المزايا:
- ظروف تصنيع مستقرة ومناسبة للمواد الصلبة وعمليات التشطيب.
- يقلل عمق القطع الصغير لكل تمريرة من حمل الأداة ويحسن جودة السطح ودقة الأبعاد.
- توفر دقة عالية ومناسبة للتشغيل الآلي الدقيق.
العيوب:
- يؤدي عمق القطع الضحل إلى انخفاض معدل إزالة المواد وانخفاض الكفاءة.
- نظرًا لأن كل عملية قطع تزيل كمية صغيرة فقط من المواد، فإن دورات التشغيل الآلي أطول وغير مناسبة لإزالة كميات كبيرة من المواد بسرعة.
كفاءة التصنيع:
يتميز التفريز الطبقي بكفاءة أقل نسبيًا، خاصةً عند إزالة كميات كبيرة من المواد، بسبب معدلات التغذية الأبطأ ومعدلات إزالة المواد الأقل. ومع ذلك، في التصنيع الآلي الدقيق ومتطلبات الدقة العالية، يمكن أن يوفر نتائج أفضل.
العوامل المؤثرة على كفاءة التصنيع:
صلابة المواد: المواد الصلبة مناسبة لطحن الطبقات، ولكن الكفاءة منخفضة عند تشغيل المواد الأكثر ليونة.
اختيار الأداة: تؤثر هندسة الأداة وعمق القطع ومعدل التغذية على الكفاءة والدقة.
معلمات القطع: يحدد عمق القطع المناسب، ومعدل التغذية، وسرعة عمود الدوران وسرعة عمود الدوران أداء الماكينات الكلي.
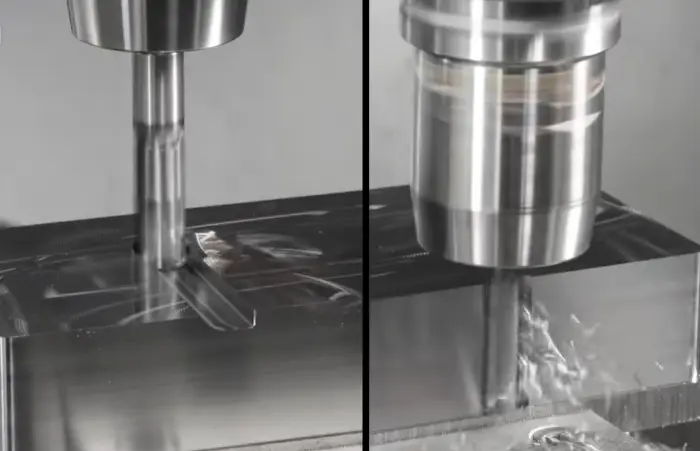
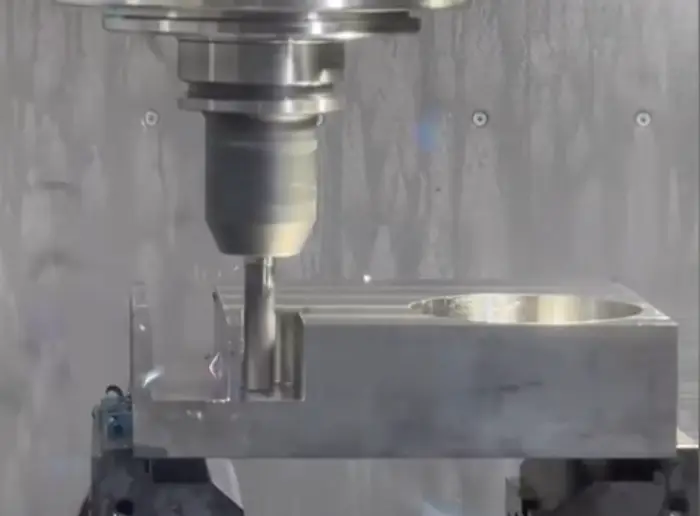
التفريز الديناميكي باستخدام الحاسب الآلي مقابل التفريز الطبقي: أيهما أكثر كفاءة؟
لمقارنة كفاءة التخشين بكلتا الطريقتين، نقوم بإنشاء قطعة عمل مجوفة بقياس 10 ملم × 10 ملم بعمق 25 ملم. مادة قطعة العمل هي ألومنيوم 7075بأبعاده الكلية 150 مم × 150 مم × 30 مم وتجويف داخلي. يتم ضبط بدل التشغيل الآلي لفراغ قطعة العمل على 5 ممو 25 مم يجب إزالتها من الحواف.
معدل إزالة المواد (Q) كمقياس للمقارنة. كلما زاد حجم المادة المزالة لكل وحدة زمنية، زادت قيمة Q. الوحدة هي سم مكعب/دقيقة.
المعاملان المؤثران الآخران هما عمق القطع (AP) و عرض القطع (AE).
الصيغة المعروفة:
q = (f × ap × ae) / 1000
حساب التخشين الديناميكي
قطر الأداة: أداة قياسية 10 مم، طول حافة القطع 30 مم.
نظرًا لأن التشغيل الآلي الديناميكي يتطلب أدوات أكبر قليلاً لتقليل مخاطر الكسر، يتم تحديد قطر الأداة على النحو التالي 12 مم.
سرعة عمود الدوران S = 8000
متوسط معدل التغذية واو = 5000 مم/دقيقة
عمق القطع نقطة قوس قزح = 30 مم (ممر واحد)
عرض القطع AE = 2.5 مم
الحساب:
Q = 5000 × 30 × 2.5 / 1000
النتيجة:
س = 375 سم مكعب/دقيقة
حساب تخشين الطبقات
لتخشين الطبقات، يتم استخدام قاطع إدراج. يجب أن يغطي قطر الأداة عرض القطع، لذا فإن قاطع بقطر 32 مم تم تحديده.
سرعة عمود الدوران S = 4500
معدل التغذية F = 4000 مم/دقيقة
عمق القطع نقطة قوس قزح = 2 مم
عرض القطع AE = 25 مم
نتيجة الحساب:
س = 200 سم مكعب/دقيقة
من نتائج الحساب، فإن معدل إزالة المواد في الطحن الديناميكي أعلى بالفعل من معدل إزالة المواد في الطحن الديناميكي من الطحن الطبقي، وسرعة التصنيع النظرية أسرع. ومع ذلك، في التصنيع الآلي الفعلي، لا يكون الطحن الديناميكي أسرع دائمًا. أثناء التصنيع الآلي للتجويف والتخشين المحيط، غالبًا ما يكون هناك العديد من الحركات الدائرية ومسارات الأدوات الخاملة، مما يضيع وقت التصنيع. بالإضافة إلى ذلك، لا تكون ظروف التخشين الديناميكي مستقرة دائمًا. عند إزالة أجزاء كبيرة من المواد، يمكن أن يزيد حمل الأداة فجأة ويتسبب في كسر الأداة.
في المقابل، يحتوي الطحن الطبقي على حركات دوران أقل ومسارات أدوات خاملة أقصر، مما يؤدي إلى إيقاع تشغيل آلي أكثر استقرارًا. قد يفكر البعض في استخدام الصعود والطحن التقليدي لتحسين سرعة التخشين الديناميكي، ولكن هذا يزيد من حمل الأداة ويسرع من تآكل الأداة، مما يؤدي في النهاية إلى زيادة تكاليف التصنيع.
ومع ذلك، عندما تتغير المادة من ألومنيوم 7075 سبيكة إلى تيتانيوم سبيكة (مثل TC-4)يصبح الوضع مختلفًا. سبائك التيتانيوم لديها موصلية حرارية منخفضة. إذا تم استخدام الطحن بالطبقات، يصبح تبديد حرارة الأداة صعبًا، ويصبح من الصعب 80% من الحرارة المركزة عند طرف الأداةمما يتسبب في سرعة تآكل الأداة وتقليل ثبات الماكينات وفعالية التكلفة. مع الطحن الديناميكي، يستخدم القطع بشكل أساسي الحافة الجانبية للأداة. وطالما يتم التحكم في معدل إزالة المواد وتجنب الاشتباك المفرط، يتحسن تبديد الحرارة وتزداد سرعة التشغيل الآلي.
لذلك، فإن معدل إزالة المواد هو عامل مرجعي واحد فقط. يجب أيضًا دمجه مع نوع المادة وخصائص التشغيل الآلي لتحديد أفضل استراتيجية. على سبيل المثال، عند تشغيل أجزاء سبائك الألومنيوم آليًا، يمكن استخدام تخشين التجويف طحن الطبقاتفي حين أن المتبقي زوايا R-زوايا أو الشرائح عند حواف قطعة العمل يمكن مسحها باستخدام الطحن الديناميكيمما يوفر المزيد من وقت التصنيع الآلي.
معايير الاختيار للطحن الديناميكي وطحن الطبقات
يعتمد الاختيار بين الطحن الديناميكي والطحن الطبقي بشكل أساسي على العوامل التالية:
نوع المادة:
بالنسبة للمواد اللينة مثل سبائك الألومنيوم والنحاس، يوفر الطحن الديناميكي كفاءة أعلى.
بالنسبة للمواد الصلبة مثل سبائك التيتانيوم والفولاذ المقاوم للصدأ والفولاذ المقوى، فإن الطحن الطبقي أكثر ملاءمة لأنه يحافظ على دقة تصنيع أعلى وجودة سطح أعلى.

أهداف التصنيع الآلي:
إذا كان الهدف هو إزالة كمية كبيرة من المواد بسرعة، فإن التفريز الديناميكي يكون أكثر ملاءمة بعد تحسين مسارات الأدوات الخاملة والحركات الحلزونية لأنه يوفر معدلات إزالة أعلى وسرعات تغذية أسرع.
إذا كان الهدف هو التصنيع الآلي الدقيق بجودة سطح عالية أو دقة عالية، فإن الطحن الطبقي له مزايا، خاصةً لعمليات التشطيب المعقدة. ومع ذلك، يجب الانتباه إلى تركيز الحرارة عند طرف الأداة لتجنب التآكل السريع.
أداء أداة الماكينة:
يتطلب التفريز الديناميكي سرعات أعلى للمغزل وثباتًا أفضل للماكينة، مما يجعله أكثر ملاءمة للماكينات ذات المحاور الخمسة أو الماكينات عالية الدقة.
يتميز الطحن الطبقي بمتطلبات أقل للماكينات وهو مناسب لمعظم الماكينات التقليدية ثلاثية المحاور.
كفاءة التصنيع:
يعد الطحن الديناميكي أكثر كفاءة لإزالة كميات كبيرة من المواد، في حين أن الطحن الطبقي أكثر ملاءمة لعمليات التشطيب، مما يوفر كفاءة أقل ولكن دقة أعلى.
الخاتمة
يتمتع كل من التفريز الديناميكي والتفريز الطبقي بمزايا خاصة به في التصنيع الآلي باستخدام الحاسب الآلي. الطحن الديناميكي مناسب للمواد الأكثر ليونة وإزالة المواد بسرعة، في حين أن الطحن الطبقي أفضل للمواد الأكثر صلابة والتصنيع الآلي الدقيق. يعتمد اختيار الاستراتيجية الصحيحة على المواد وميزات التصنيع وقدرة الماكينة، إذا كنت تريد معرفة المزيد من التفاصيل أو الحصول على سعر تصنيع مخصص، يمكنك الاتصال معنا.








