









مقدمة: لماذا أصبحت عملية الطحن بدون مركزية عملية أساسية في التصنيع الحديث؟
في المجالات عالية الدقة مثل الفضاء، وتصنيع السيارات، والمعدات الطبية، فإن جودة سطح قطعة العمل والأبعاد التفاوتات تؤثر بشكل مباشر على أداء المنتج. يتطلب الطحن المركزي التقليدي تثبيت قطع العمل باستخدام المراكز أو الأظرف، مما يؤدي إلى مشاكل مثل انخفاض كفاءة التثبيت وعدم كفاية الصلابة. الطحن بدون مركزيةومع ذلك، فقد برز كحل مفضل للتشغيل الآلي الدقيق بكميات كبيرة نظرًا لخصائصه المتمثلة في التموضع بدون مركزية والمعالجة المستمرة والدعم عالي الصلابة. تشير بيانات الصناعة إلى أن خطوط إنتاج مكونات السيارات التي تستخدم الطحن بدون مركزية تحقق زيادة في الكفاءة بمقدار 40% مقارنة بالطرق التقليدية، مع التحكم في أخطاء الاستدارة في حدود 0.002 مم.
مبادئ عملية الطحن بدون مركزية
المكونات الأساسية وآليات الحركة في الطحن بدون مركزية
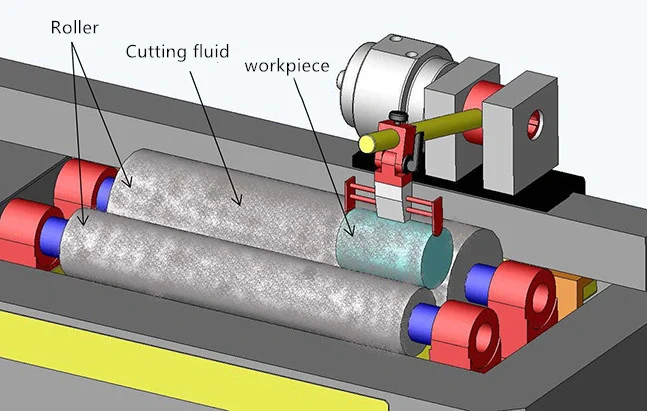
يتحقق الطحن بدون مركزية من خلال ثلاثة مكونات أساسية: عجلة الطحن، وعجلة التوجيه، ولوحة الدعم:
عجلة الطحن: يدور بسرعة عالية (سرعة خطية 60-140 م/ث)، ويقوم بإزالة المواد. يؤثر اختيار الحبيبات بشكل مباشر على جودة السطح (الحبيبات الخشنة لإزالة المخزون بسرعة، والحبيبات الدقيقة للحصول على تشطيب مرآة). .
العجلة الإرشادية: تدور بسرعة منخفضة (5-300 دورة في الدقيقة)، مما يوفر احتكاكًا من خلال عوامل الربط المطاطية لدفع دوران الشُّغْلَة. يميل محورها بمقدار 1° - 5° لتمكين التغذية المحورية.
لوحة الدعم: يستند أسفل الشُّغْلة، مما يضمن ثبات الماكينة - وهو مناسب بشكل خاص لمكونات الأعمدة النحيلة.
تآزر الحركة: تقوم عجلة التوجيه بتدوير الشُّغْلة، وتقوم عجلة الطحن بقطع السطح بسرعة أعلى، وتحد لوحة الدعم من الانحراف الشعاعي، مما يشكل نظام توازن ديناميكي. على سبيل المثال، عند تصنيع سيقان الصمامات الهيدروليكية، فإن التحكم الدقيق في زاوية إمالة عجلة التوجيه إلى 0.5 درجة يحقق دقة أبعاد محورية تبلغ 0.001 مم.
تصنيف المعالجة وتطبيقات عملية الطحن بدون مركزية
الطحن العابر للتغذية:
تمر قطعة العمل باستمرار عبر الفجوة بين عجلة الطحن وعجلة التوجيه. مناسبة ل الأجزاء الأسطوانية مع نسبة طول إلى قطر أكبر من 5 (مثل دبابيس المكبس والأعمدة). اعتمدت إحدى الشركات المصنعة للسيارات هذه العملية لأعمدة ناقل الحركة، مما قلل من وقت المعالجة للقطعة الواحدة إلى 8 ثوانٍ وزاد من الطاقة الإنتاجية السنوية بمقدار 1.2 مليون وحدة.
الطحن داخل التغذية:
تكون عجلة التوجيه موازية لمحور عجلة الطحن. بعد التموضع الشعاعي لقطعة العمل، يتم إجراء الطحن الموضعي. هذه الطريقة مناسبة للأعمدة المتدرجة والمكونات غير المنتظمة الشكل (مثل أعمدة التروس وأعمدة الكامات). عند تصنيع الطاقة الجديدة أعمدة محرك السيارة، تتحكم عملية التغذية الداخلية في نفس الوقت في استدارة مقعد المحمل ≤0.0015 مم ومستدق امتداد العمود ≤0.003 مم.
الطحن بالتغذية بالوجه:
يحقق التصنيع الآلي للوجه من خلال الحركة المحورية للعجلة الموجهة، وتستخدم عادةً للمكونات ذات الحواف من نوع الأكمام.
التطور التاريخي لعملية الطحن بدون مركزية
1853: شلايشر طورت أول مطحنة بدون مركزية لمعالجة الإبر.
1915: هايم تقديم لوحة المنضدة وعجلة التنظيم، مما يعزز بشكل كبير من دقة التشغيل الآلي ونطاق التطبيق.
الستينيات والسبعينيات: أرسى فريق رو الأساس النظري من خلال الاهتزاز التحليل وأبحاث تحسين الاستدارة.
التحسينات التقنية الحديثة
تصميم ماكينة عالية الصلابة: يؤدي استخدام الموجهات الهيدروستاتيكية ومحركات المحركات الخطية إلى رفع تردد الرنين الأول إلى 500 هرتز، مما يكبح الاهتزازات القسرية بشكل فعال.
التحكم الديناميكي في الاستقرار: تربط المراقبة في الوقت الحقيقي لإشارات الانبعاثات الصوتية عبر تحليل FFT والتحليل الموجي بين خشونة السطح (Rz) والأسطوانية وأخطاء الاستدارة.
مزايا عملية عملية الطحن بدون مركزية
كفاءة إنتاج محسّنة بشكل كبير
المعالجة المستمرة: التخلص من دورة التثبيت-التشبيك-التشغيل-فك التثبيت. بعد اعتماد ماكينة طحن بدون مركز تغذية عابرة، زادت إحدى الشركات المصنعة للمحمل من الإنتاج اليومي لخط واحد من 5000 إلى 12000 وحدة.
تكامل متعدد العجلات: تتميز الموديلات المتطورة بأنظمة العجلات المزدوجة التي تتيح الطحن الخشن واللمسات النهائية في وقت واحد. على سبيل المثال، نانوفاكتور نانوفاكتور اليابانية NVG-200A طاحونة عمودية تحقق تشطيب مرآة بزاوية Ra 0.01 ميكرومتر في إعداد واحد.
التحميل/التفريغ الآلي: تعمل القواديس الكابولية المدمجة والأذرع الروبوتية على تقليل وقت التبديل إلى ثانيتين، مما يلبي متطلبات الصناعة 4.0.
تحكم فائق الدقة
التحكم في خطأ التقريب: تقلل معلمات ميل عجلة التوجيه المحسّنة ومعلمات ضماد عجلة الطحن من خطأ الاستدارة من 0.005 مم في العمليات التقليدية إلى أقل من 0.002 مم.
تحسين جودة السطح: عجلات الطحن ذات الحبيبات الدقيقة (على سبيل المثال، #2000 حصى) مع الكيروسين سائل التبريد تحقيق أسطح فائقة النعومة مع Ra 0.05 ميكرومتر، مما يلبي المتطلبات الصارمة لمكونات معدات أشباه الموصلات.
قمع التشوه الحراري: استخدام سرير من الجرانيت الطبيعي ومغزل مبرد بالماء يحافظ على تقلبات درجة الحرارة في حدود ± 0.5 ℃ في منطقة التصنيع، مما يمنع بشكل فعال الانحرافات في الأبعاد الناتجة عن التشوه الحراري للقضبان المعدنية أثناء الطحن.
تحسين الفعالية من حيث التكلفة بشكل كبير
انخفاض تكاليف التشبيك: يقلل التخلص من التَرْكِيبات مثل المراكز والأظرف من تكاليف التشبيك لكل قطعة بمقدار 60%.
عمر أطول لعجلة الطحن: يقلل رأس عجلة الطحن ثنائي الدعم ثنائي الهيكل من الاهتزاز، مما يقلل من استهلاك العجلة بمقدار 35%.
التحكم في معدل العيوب: يراقب نظام الفحص الآلي معلمات التشغيل الآلي في الوقت الحقيقي، مما يقلل من معدل العيوب من 2% إلى أقل من 0.3%.
التطبيقات الصناعية لعملية الطحن بدون مركزية
صناعة السيارات
أعمدة مرفقي المحرك: يضمن استخدام الطحن بدون مركزية من النوع الغاطس التماثل المحوري بين المجلات الرئيسية ومجلات قضيب التوصيل ≤0.005 مم، مع قدرة معالجة سنوية تتجاوز 5 ملايين وحدة.
أعمدة القيادة: يحقق الطحن العابر للتغذية تحكماً خطياً يبلغ 0.02 مم، مما يدعم متطلبات السرعة العالية لمركبات الطاقة الجديدة التي تبلغ 8000 دورة في الدقيقة.
أجسام الصمامات الهيدروليكية: يضمن الطحن بالتغذية الوجهية تسطيح سطح الختم ≤0.003 مم، مما يقلل من معدلات التسرب بمقدار 90%.
الطيران والفضاء
الأعمدة التوربينية: تحقق عجلات الطحن الماسية وأنظمة التبريد ذات درجة الحرارة المنخفضة جودة سطح Ra 0.1 ميكرومتر على مواد السبائك فائقة الصلابة HRC65 فائقة الصلابة.
حاقنات الوقود: يتم تشكيل الفوهات الدقيقة (Φ0.2 مم) على مطاحن متخصصة بدون مركز، والتحكم في انحراف التدفق في حدود ± 1%.
الأجهزة الطبية
المواد المتوافقة حيوياً
المفاصل الاصطناعية: الطحن بدون مركزية يحقق التحكم في كروية 0.001 مم في رؤوس الفخذ المصنوعة من سبائك التيتانيوم، وتلبية آيزو 13485 المعايير الطبية.
الأدوات الجراحية: مقابض مصنوعة من الفولاذ المقاوم للصدأ مصقولة بعجلات دقيقة الحبيبات لتحقيق خشونة السطح من الدرجة A، مما يقلل من خطر التصاق البكتيريا.
التحديات والحلول في عملية الطحن بدون مركزية
العيوب الشائعة والأسباب الجذرية لها
خطأ بيضاوي: تتسبب زاوية الميل المفرط للعجلة الموجّهة في حدوث رفرفة دورية لقطعة العمل. الحل: تحسين الزاوية إلى 1.5 درجة - 3 درجات.
حرق السطح: ناتج عن السرعة الخطية المفرطة للعجلة أو التبريد غير الكافي. الحل: التحكم في Vc ≤ 120 م/ثانية وتنفيذ أنظمة تبريد عالية الضغط.
تذبذب الأبعاد: عدم استقرار الدعامة بسبب ألواح الدعم البالية. الحل: الاستبدال اللوحات كل 2000 ساعة وتنفيذ تعويض الكشف عبر الإنترنت.
مسارات الترقية الذكية
تحسين معلمات الذكاء الاصطناعي: يحلل التعلم الآلي البيانات التاريخية لضبطها تلقائيًا سرعة عجلة الطحن, معدل التغذيةومعلمات أخرى. لدينا ويلدو حقق مركز التصنيع الآلي تحسنًا قدره 40% في ثبات التصنيع الآلي بعد التنفيذ.
تقنية المحاكاة الرقمية: يتيح إنشاء نماذج افتراضية لماكينات الطحن الافتراضية إمكانية المحاكاة المسبقة لعمليات التشغيل الآلي، مما يقلل من دورات الإنتاج التجريبية بمقدار 70%.
التحكم التكيفي: يتيح دمج مستشعرات القوة مع أنظمة الرؤية تصحيح انحرافات الماكينات في الوقت الحقيقي، مما يحقق إنتاجًا مستقرًا "بزر واحد".
الاتجاهات المستقبلية في عملية الطحن بدون مركزية
اتجاهات الاختراق التكنولوجي
طحن فائق السرعة: تحقيق سرعات خطية لعجلة الطحن تتجاوز 200 متر/ثانية، مما يضاعف معدلات إزالة المواد ثلاث مرات، وهو مناسب للمواد التي يصعب التعامل معها مثل السيراميك والكربيدات الأسمنتية.
تشكيل فائق الدقة: التصنيع الآلي المباشر للمقاطع العرضية غير الدائرية (مثل الأعمدة المضلعة والثقوب الإهليلجية) عن طريق تقنية تلبيس عجلة الطحن بالشكل لتلبية المتطلبات المعقدة للوصلات الآلية.
تقنية التبريد الأخضر: تطوير مبردات السوائل النانوية التي تقلل من استهلاك سائل القطع بمقدار 90% وتقلل من التلوث البيئي.
محركات الطلب في السوق
مركبات الطاقة الجديدة: ارتفاع الطلب على التصنيع الآلي الدقيق للمكونات مثل أعمدة المحركات وتروس المخفض، مع توقع وصول السوق إلى 12 مليار يوان بحلول عام 2025.
اتصالات الجيل الخامس 5G: تدفع متطلبات تسطيح السطح Ra ≤ 0.03 ميكرومتر لرقائق النحاس في الركائز عالية التردد إلى الطحن بدون مركزية نحو الدقة على مستوى الميكرون.
معدات أشباه الموصلات: تتطلب أعمدة نقل الرقاقات نظافة على مستوى النانومتر، مما يحفز تطوير آلات طحن فائقة النظافة.
الخاتمة: عملية الطحن بدون مركزية - محرك حيوي للتصنيع الدقيق
من التصنيع الآلي التقليدي إلى المصانع الذكية الطحن بدون مركزية يدفع التصنيع باستمرار نحو مستويات أعلى من خلال كفاءته ودقته ومرونته. ومع تعميق التكامل بين علوم المواد والذكاء الاصطناعي والتقنيات الخضراء، ستعمل هذه العملية الكلاسيكية على تنشيط نفسها، مما يوفر زخمًا أساسيًا للارتقاء الصناعي العالمي. بالنسبة للمصنعين، يعد إتقان تكنولوجيا الطحن بدون مركزية أمرًا أساسيًا لتعزيز القدرة التنافسية.








