
"ما هو الخوف الأكبر عند تحويل منتج من التصميم إلى واقع؟ إنه بالتأكيد "عدم تطابق المنتج النهائي مع المواصفات!". إعادة التصميم، وإعادة العمل، وإهدار المواد، وإهدار الوقت والمال. وهنا يأتي دور التصنيع الآلي باستخدام الحاسب الآلي للنماذج الأولية، فهو بمثابة "مترجم سريع ودقيق وفعال" - أعطنا رسمًا ثلاثي الأبعاد، ويمكنه تحويل فكرتك إلى مجسم مادي في غضون ساعات قليلة فقط، بدقة تصل إلى 0.01 ملليمتر. يمكن تعديل نعومة السطح وخشونته! انحناء علبة الهاتف، والأجزاء الطبية، وهياكل الطائرات خفيفة الوزن - يمكن تشكيلها كلها دفعة واحدة دون تعديلات متكررة. يمكن للمصممين التحقق بسرعة، ويمكن للمهندسين تصحيح الأخطاء مسبقًا، ويمكن للرؤساء توفير تكاليف الإنتاج التجريبي. باختصار، سريع التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي هو مفتاح "تجنب المزالق وتسريع الابتكار"!

أنواع العمليات وخصائص دقة التصنيع باستخدام الحاسب الآلي للنماذج الأولية
خصائص تقنية التصنيع الآلي باستخدام الحاسب الآلي متعدد المحاور متعدد المحاور
3 محاور التصنيع الآلي باستخدام الحاسب الآلي بنظام التحكم الرقمي يحقق التصنيع الآلي للأسطح المستوية أو المنحنية البسيطة من خلال الربط ثلاثي المحاور X/Y/Z، بدقة ± 0.01 ~ 0.03 مم. وهي مناسبة للنماذج الأولية للتحقق الهيكلي مثل العلب الإلكترونية. تكمن مزاياها التقنية في انخفاض تكلفة المعدات والبرمجة البسيطة.
4 محاور التصنيع الآلي باستخدام الحاسب الآلي بنظام التحكم الرقمي تضيف وظيفة دوران المحور A إلى النموذج ثلاثي المحاور، مما يحقق تصنيع الماكينات للخطوط المعقدة مثل الثقوب غير المركزية وفراغات التروس، مما يحسن الدقة إلى ± 0.005 ~ 0.02 مم.
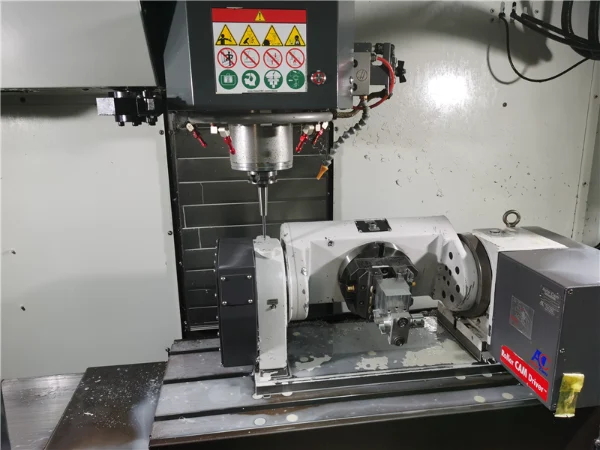
5 محاور التصنيع الآلي باستخدام الحاسب الآلي بنظام التحكم الرقمي تستخدم وصلة المحور الدوّار المزدوج A/C، مما يحقق دقة ± 0.002 ~ 0.01 مم، مما يلبي احتياجات التصنيع الآلي متعدد الأوجه للنماذج الأولية والنماذج الأولية المعقدة للأسطح المنحنية. لدينا مركز ماكينات ويلدوباستخدام هاس و هوركو ماكينات بنظام التحكم الرقمي ذات 5 محاور، يمكنها إجراء عمليات تفريز دقيقة على النماذج الأولية ذات الأحجام المختلفة، وتحقيق دقة تحديد المواقع تبلغ 0.002 مم وخشونة السطح Ra 0.08 ميكرومتر.
ماكينات تفريز عاديةمن خلال التغذية اليدوية أو الآلية للمحور X/Y/Z، إجراء القطع المتقطع متعدد الشفرات على قطع العمل، وإنتاج مستويات وأخاديد وأسطح متدرجة وأسطح منحنية بسيطة، بدقة تصنيع تتراوح بين ± 0.05 و0.1 مم وخشونة سطح Ra 3.2 إلى 6.3 ميكرومتر.
مخارط التصنيع باستخدام الحاسب الآلي العادية، من خلال التنسيق بين دوران الشُّغْلَة والحركة الخطية للأداة، تحقيق تصنيع القِطع الدوارة بتفاوتات تفاوتات الشكل والموضع: الاستدارة ± 0.02 مم والأسطوانية ± 0.05 مم. خشونة السطح: Ra 1.6 ~ 6.3 ميكرومتر.





خصائص عملية الخراطة باستخدام الحاسب الآلي وطاولة التفريز باستخدام الحاسب الآلي
سرعة مغزل المخرطة باستخدام الحاسب الآلي: 800-2000 دورة في الدقيقة، دقة التصنيع: درجة IT7-IT8 (± 0.015-0.03 مم)، مناسبة لتصنيع النماذج الأولية للعمود مثل أعمدة المحرك.
يتم تشغيل مخارط التفريز العادية يدويًا/شبه أوتوماتيكيًا، بدقة ± 0.05 ~ 0.1 مم، وهي مناسبة للنماذج الأولية منخفضة الدقة وعالية السرعة مثل الدعامات الميكانيكية. على الرغم من أن كفاءة تصنيعها أقل من كفاءة معدات التصنيع باستخدام الحاسب الآلي، إلا أن تكلفة المعدات تبلغ 1/5 فقط من تكلفة مركز تصنيع آلي ثلاثي المحاورمما يجعلها مناسبة لمعالجة الإنتاج بمتطلبات دقة أقل وكميات إنتاج أصغر.
مقارنة الدقة - التعقيد - التكلفة - الدقة - التعقيد - التكلفة ثلاثية الأبعاد
| أنواع العمليات | نطاق الدقة | السيناريوهات النموذجية | مستويات التكلفة (لكل ساعة) |
| 3 محاور CNC | ± 0.01 ~ 0.03 مم | الأغلفة الإلكترونية، والتحقق من الهيكل البسيط | $20~45 |
| 5-المحور 5 التصنيع باستخدام الحاسب الآلي | ± 0.002 ~ 0.01 مم | شفرات التوربينات، القوالب الدقيقة | $80~200 |
| مخرطة CNC | ± 0.015 ~ 0.03 مم | أعمدة المحرك، الأجزاء من النوع القرصي | $15~30 |
| ماكينات تفريز CNC | ± 0.05 ~ 0.1 مم | دعامات ميكانيكية، إطارات منخفضة الدقة | $10~20 |
التقطيع الإلكتروني السلكي، كعملية متخصصة، تحقق دقة تبلغ ± 0.002 مم وخشونة سطح تبلغ Ra0.4 ميكرومتر مع إدارة EDM السلكية البطيئةمما يجعله مناسبًا للنماذج الأولية للمواد التي يصعب تصنيعها آليًا مثل الكربيد الأسمنتي. ماكينة EDM السلكية المتوسطةمن خلال تقنيات القطع المتعددة (تخشين 120 مم²/دقيقة + تشطيب 40 مم²/دقيقة)، يحقق توازنًا بين الدقة والكفاءة بمقدار ± 0.005 مم.

التوافق المادي للنماذج الأولية المعدنية والبلاستيكية
توافق مواد النماذج الأولية المعدنية
يتطلب التصنيع الآلي للنماذج الأولية للمعادن مطابقة معلمات العملية بناءً على خصائص المواد. توافق المواد الأساسية على النحو التالي:
ألومنيوم (6061-T6): مناسبة للتشغيل الآلي من 3/4 محاور، وسرعة القطع 150-300 م/دقيقة، وUTS تصل إلى 260-310 ميجا باسكال, تشطيب السطح Ra≤1.6 ميكرومتر.
الفولاذ المقاوم للصدأ (304): موصى به لـ 4 محاور أو الخراطة باستخدام الحاسب الآلي الرقميسرعة القطع 80-120 م/دقيقة. يتطلب أدوات كربيد مع تبريد فعال لتجنب تصلب العمل. مقاومتها للتآكل مناسبة للدعامات الطبية والمعدات الغذائية، بدقة ± 0.005 مم.
سبائك التيتانيوم (TC4): يتطلب تصنيعًا آليًا خماسي المحاور مع تبريد هواء بارد -10 ℃، والتحكم في الدقة ± 0.005 مم. نظرًا لضعف التوصيل الحراري (7.2 واط/م-كلفن)، يلزم وجود عجلات طحن خاصة (800-1500 دورة في الدقيقة) وعجلات طحن خاصة.
نحاس (H62/C26000): سرعة القطع 120-250 م/دقيقة، وUTS 320-380 ميجا باسكال، و Ra≤0.8 ميكرومتر، مناسبة للتصنيع الآلي 3/4 محاور للقطع الزخرفية عالية الدقة والمكونات المقاومة للتآكل.
برونزية (برونز القصدير QSn6.5-0.1): سرعة القطع 80-150 م/دقيقة، وUTS 400-500 ميجا باسكال، ومقاومة عالية للتآكل، مصممة خصيصًا للتشغيل الآلي الصلب ثلاثي المحاور للتروس الثقيلة والبطانات المحامل.
المغنيسيوم سبيكة (AZ91D): قطع عالي السرعة 300-600 م/دقيقة، وUTS 220-280 ميجا باسكال، وميزة كبيرة في الوزن الخفيف، ومناسبة للتصنيع الآلي ثلاثي المحاور عالي الكفاءة للمباني ثلاثية المحاور والهياكل الفضائية.
سبائك الصلب (42CrMo4/AISI 4140): معالجة صلبة منخفضة السرعة بسرعة 60-120 م/دقيقة، ومقاومة عالية للقوة والتعب، ومناسبة للتشكيل الدقيق لأعمدة الإدارة ومغازل القوالب ذات 4/5 محاور.
توافق مواد النماذج الأولية البلاستيكية
تتطلب النماذج الأولية البلاستيكية توازنًا بين كفاءة التشغيل الآلي والتحكم في التشوه الحراري. خصائص معالجة المواد النموذجية هي كما يلي:
ABS: مناسبة للطحن ثلاثي المحاور، وسهلة الطلاء والطلاء الكهربائي، وتبلغ تكلفتها $2-5/كجم. يمكن أن تشكل تركيبة البوتادين مسامًا فضفاضة، ويصل التصاق الطلاء الكهربائي إلى الدرجة 5B.
نظرة خاطفة: مقاومة درجات الحرارة العالية التي تصل إلى 260 درجة مئوية، تتطلب تصنيعًا آليًا خماسي المحاور للنماذج الأولية الطبية المعقدة، السعر $50-150/كجم. يلزم وجود تبريد بالهواء المضغوط وحوامل أدوات تخميد الاهتزاز أثناء التشغيل الآلي لضمان ثبات الأبعاد للأجزاء رقيقة الجدران.
POM: معامل احتكاك منخفض (0.08)، مناسب لخراطة نماذج التروس الأولية، التحكم في التفاوت المسموح به ± 0.03 مم. يجب التحكم في درجة حرارة القطع لتجنب الذوبان؛ يوصى باستخدام أدوات الكربيد والمبردات.
الكمبيوتر الشخصي: مناسب للطحن عالي السرعة 3/5 محاور، مع صلابة سطح عالية (صلابة قلم رصاص 2H-3H)، ومقاومة ممتازة للصدمات، وتكلفة $8-15/كجم. يمنح هيكلها ثنائي البيسفينول A المادة نفاذية عالية للضوء (أكثر من 90%) ودرجة حرارة تشويه الحرارة (130-140 ℃)، مما يحقق التصاق 4B بعد الرش، مما يجعلها مناسبة للعدسات البصرية والمكونات الهيكلية المقاومة للعوامل الجوية.
PMMA: مناسب للقطع الدقيق ثلاثي المحاور، مع لمعان سطح يزيد عن 921TPT3T ونفاذية ضوء 92-93% (قريب من الزجاج)، وتكلفة $3-8/كجم. تتبلمر مونومرات ميثيل الميثيل ميثاكريلات لتكوين سلاسل جزيئية كثيفة، وتحقق التصاقًا كهربائيًا 5B (يتطلب تنشيطًا مسبقًا للمعالجة)، وتستخدم على نطاق واسع في رفوف العرض ومعالجة الألواح الموجهة للضوء.
وترتبط تكلفة المواد ارتباطًا إيجابيًا بالأداء: تكلفة المواد البلاستيكية العادية (ABS، POM) $2-5/كجم، بينما تكلفة المواد البلاستيكية عالية الأداء (PEEK) $50-150/كجم.


تحليل تكلفة وفائدة التصنيع الآلي باستخدام الحاسب الآلي للنماذج الأولية
تحليل تكوين التكلفة: التكاليف الأساسية لـ النموذج الأولي للتصنيع الآلي باستخدام الحاسب الآلي تتكون من استهلاك المعدات، واستهلاك الأدوات، وتكاليف العمالة. فيما يتعلق بالمعدات، يبلغ معدل الاستهلاك السنوي لمعدات الماكينات بنظام التحكم الرقمي ثلاثية المحاور 151 تيرابايت 3 تيرابايت، بينما يصل معدل الاستهلاك السنوي للمعدات خماسية المحاور إلى 251 تيرابايت 3 تيرابايت بسبب التكرار التكنولوجي السريع. علاوةً على ذلك، يبلغ معدل الساعة لـ 5 محاور CNC (US$75-150) أعلى بكثير من تلك الخاصة بـ 3 محاور (US$40-75). من حيث تكاليف الأدوات، يبلغ العمر الافتراضي لأدوات الكربيد حوالي 800-1200 قطعة/حافة القطع. يمكن تخفيض تكاليف العمالة بواسطة 60% من خلال التصنيع الآلي.
نموذج مقارنة المنافع: يكشف إنشاء نموذج مثلث "الدقة-التكلفة-الدورة" أن تكلفة القطعة الواحدة للتصنيع الآلي ثلاثي المحاور تبلغ 20-50 دولار أمريكي، مع زمن دورة يتراوح من 1-3 أيام، وهو مناسب لإثبات المفهوم. في حين أن تكلفة التصنيع الآلي خماسي المحاور تصل إلى 100-300 دولار أمريكي وزمن الدورة من 3-7 أيام، ويتم تقليل أخطاء التثبيت بأكثر من 50%، مما يحسن موثوقية التحقق الوظيفي. ويؤثر اختيار المواد تأثيرًا مباشرًا على الكفاءة: تبلغ تكلفة النموذج الأولي لسبائك الألومنيوم 6061 (دقة ± 0.1 مم) 1-3 دولارات أمريكية للقطعة الواحدة، بينما تبلغ تكلفة معالجة سبائك التيتانيوم 8-10 أضعاف. إن العائد حساس من حيث التكلفة؛ ففي إحدى الحالات، أدى معدل عائد 95% إلى خفض تكاليف نفايات المواد بمقدار 23% مقارنة بمعدل عائد 80%.
ممارسات استراتيجية التحسين:
استبدال العملية: يؤدي استخدام "الطحن ثلاثي المحاور + الطحن اليدوي" إلى تقليل التكاليف بمقدار 30% مقارنةً بعملية الطحن الخالص التصنيع الآلي خماسي المحاور.
تحسين المواد: يؤدي استبدال سبيكة التيتانيوم بالألومنيوم إلى تقصير وقت المعالجة بمقدار 40%، وتبلغ تكلفة أنودة سبائك الألومنيوم 6061 ربع تكلفة 7075 سبائك الألومنيوم.
تحسين التصميم: يقلل التصميم المعياري من العمليات بمقدار 30%.
تطبيق التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي
تُنتج النماذج الأولية، باستخدام التصميم بمساعدة الحاسوب وتكنولوجيا أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسب الآلي، نماذج أولية سريعة للمنتجات للتحقق من صحة التصميمات، وتُستخدم على نطاق واسع في المجالات التالية:
صناعة السيارات
اختبار الأجزاء: يتم تصنيع نماذج أولية من الأجزاء لاختبار الحمل والاهتزازات لتحديد مشاكل التصميم في وقت مبكر وتقليل التكاليف.
تصميم خفيف الوزن: يتم تشكيل المواد خفيفة الوزن مثل سبائك الألومنيوم والمغنيسيوم لتقليل وزن القِطع مع الحفاظ على القوة.
الطيران والفضاء
متطلبات عالية الدقة: يضمن تصنيع القطع ذات المتطلبات المادية والهيكلية الصارمة سلامة الطائرات وموثوقيتها.
تصنيع الآلات ذات الأشكال المعقدة: تُستخدم أدوات الماكينات بنظام التحكم الرقمي متعددة المحاور لتصنيع القِطع الهندسية المعقدة لتلبية متطلبات التصميم.
الأجهزة الطبية
الامتثال الدقيق: يضمن إنتاج أجزاء دقيقة تتوافق مع المعايير الطبية (مثل الأدوات الجراحية والغرسات) السلامة.
سرعة وقت الوصول إلى السوق: يؤدي تسريع اختبار النموذج الأولي للمنتج والتحقق من صحته إلى تقصير دورة تطوير الأجهزة الطبية.
صناعة السلع الاستهلاكية
تقييم المظهر: إنشاء نماذج مظهر المنتج بسرعة لتقييم فعالية التصميم وتحسينه.
الإنتاج حسب الطلب: دعم تصنيع القِطع الصغيرة الحجم والعالية الدقة لتلبية الاحتياجات الشخصية.
مجالات أخرى
المنتجات الإلكترونية: اختبار الغلاف والهيكل الداخلي لضمان موثوقية المنتج وثباته.
الفنون والثقافة: تستخدم لإعادة إنتاج الآثار الثقافية وتصميم وتصنيع المنحوتات والفنون والحرف اليدوية.

الاتجاهات التكنولوجية واتجاهات التحسين في التصنيع باستخدام الحاسب الآلي للنماذج الأولية
يحقق التصنيع الآلي باستخدام الحاسب الآلي للنماذج الأولية اختراقات في الدقة والكفاءة العالية من خلال التكامل التكنولوجي، مما يشكل حلقة مغلقة كاملة من "الأساس التكنولوجي - الممارسة التطبيقية - الاتجاهات المستقبلية". في التصنيع متعدد المحاور والتصنيع الهجين المضاف، فإن "طباعة ثلاثية الأبعاد فارغة + التصنيع الآلي الدقيق باستخدام الحاسب الآلي" تقصير دورة النموذج الأولي للأقواس الفضائية بمقدار 57% (من 7 أيام إلى 3 أيام) وتقليل هدر المواد بمقدار 50%، مما يجعلها مناسبة بشكل خاص للنماذج الأولية السريعة للأجزاء الهيكلية الفضائية المعقدة. يعتمد تطوير النموذج الأولي الذكي على مكتبة معلمات عملية تعتمد على الذكاء الاصطناعي (مثل المطابقة التلقائية لسرعة 1500-3000 دورة في الدقيقة لسبائك الألومنيوم 6061) وتقنية التوأم الرقمي (خطأ التنبؤ ± 0.003 مم) لتحقيق البرمجة المستقلة والمحاكاة المسبقة لتشوه الماكينات. تصميم متكامل لعملية المواد، من خلال سوق دبي المالي إن مراجعة وتحسين الهيكل (رقيق الجدران ≥1.5 مم لمنع التشوه)، بالإضافة إلى عملية "الأكسدة الأنودية + الحفر بالليزر" المركبة، تحل مشاكل جودة السطح للنماذج الأولية المعقدة وتقلل من تكاليف تعديل عملية الإنتاج الضخم بواسطة 30%.
الأسئلة الشائعة حول النموذج الأولي للتصنيع الآلي باستخدام الحاسب الآلي
ما هو التصنيع الآلي باستخدام الحاسب الآلي للنماذج الأولية؟
التصنيع الآلي للنماذج الأولية باستخدام الحاسب الآلي هو طريقة تصنيع سريعة تعتمد على تقنية التحكم العددي بالكمبيوتر (CNC). وهي تستخدم برمجيات مبرمجة مسبقًا للتحكم في أداة ماكينة، وقطع وتشكيل مواد مثل المعادن والبلاستيك بدقة للحصول على نماذج أولية وظيفية أو أجزاء تلبي متطلبات التصميم. وتشمل مزاياها الدقة العالية (± 0.01 مم)، وقابلية التكرار العالية، والقدرة على تشكيل الأشكال الهندسية المعقدة، ودعم المواد المتعددة. وهي تقنية رئيسية للتحقق من جدوى التصميم أثناء مرحلة تطوير المنتج.
ما هي المواد الشائعة الاستخدام في التصنيع الآلي باستخدام الحاسب الآلي للنماذج الأولية؟
المواد المعدنية: الألومنيوم (مثل ألومنيوم الفضاء الجوي)، والفولاذ المقاوم للصدأ، والفولاذ، والنحاس الأصفر، إلخ. يمكن أن يحقق ألومنيوم الفضاء الجوي دقة تصنيع آلي تبلغ 0.01 مم، وهو مناسب للنماذج الأولية الهيكلية عالية القوة.
المواد البلاستيكية: ABS، والنايلون (PA11/PA12)، والبولي أوكسي ميثيلين (POM)، والبولي كربونات، إلخ. المواد البلاستيكية اللينة (مثل PVC) عرضة للالتصاق بالأداة وتتطلب معالجة خاصة.
المواد المركبة: تتطلب المواد البلاستيكية المقواة بالألياف، وما إلى ذلك، أدوات متخصصة ومعلمات تصنيع آلي متخصصة. المواد المختلفة لها خصائص تصنيع مختلفة بشكل كبير. على سبيل المثال، يمكن أن تصل خشونة سطح الفولاذ المقاوم للصدأ بعد تلميع المرآة إلى Ra 0.05 ميكرومتر، وتتطلب معالجة POM التحكم في الإجهاد الداخلي لمنع التشوه.
ما هو سير العمل النموذجي وزمن دورة التصنيع الآلي باستخدام الحاسب الآلي للنماذج الأولية؟
سير العمل: التصميم والنمذجة ← البرمجة ← البرمجة ← تثبيت المواد ← التشغيل الآلي ← ما بعد المعالجة.
البرمجة: البرمجيات السائدة مثل Mastercam وSiemens NX؛ والأدوات الاحترافية مثل HyperMill للتصنيع الآلي متعدد المحاور.
زمن الدورة: القِطع البسيطة ثنائية الأبعاد: بضع ساعات؛ القِطع المعقدة ثلاثية الأبعاد/5 محاور (مثل أقراص التوربينات): عدة أيام، حسب تعقيد القِطع وصلابة المواد ومتطلبات جودة السطح.
ما بعد المعالجة: السفع الرملي، والأكسدة، والطلاء بأكسيد الألومنيوم، والطلاء الكهربائي، وما إلى ذلك، وهو ما يمثل 20%-30% من إجمالي وقت الدورة.
كيفية حل المشاكل الشائعة في التصنيع الآلي باستخدام الحاسب الآلي للنماذج الأولية؟
دقة غير كافية: معايرة استواء أداة الماكينة، وتحسين التركيبات، والتحكم في أخطاء فهرسة المحور الدوار (التصنيع الآلي رباعي المحاور ≤ ±0.015°).
خشونة السطح: ضبط معلمات القطع، واستبدال الأدوات البالية، والصقل الكهربائي (يمكن تقليل Ra إلى أقل من 0.05 ميكرومتر).
تشوه المواد: القطع الطبقي للأجزاء البلاستيكية؛ معالجة تخفيف الإجهاد قبل تصنيع الأجزاء المعدنية، مثل تلدين سبائك الألومنيوم.
مقارنة تكلفة التصنيع باستخدام الحاسب الآلي للنماذج الأولية بتقنية التحكم الرقمي مع تقنيات القولبة الأخرى؟
النماذج الأولية للدفعات الصغيرة (1-50 قطعة): التصنيع الآلي باستخدام الحاسب الآلي ميزة من حيث التكلفة.
تكاليف المعدات: تختلف أسعار ماكينات التفريز العمودية ذات 4 محاور حسب التكوين، وهي مناسبة للمؤسسات الصغيرة والمتوسطة الحجم.
تكلفة الوحدة: تكلف النماذج الأولية المعدنية البسيطة ما يقرب من 8-30 دولار أمريكي للقطعة الواحدة؛ وقد تتجاوز تكلفة الهياكل المعقدة (مثل الأدوات الجراحية الطبية) 80 دولار أمريكي، اعتمادًا على استخدام المواد ووقت المعالجة.
تكاليف ما بعد المعالجة: يزيد الطلاء بالأكسدة، والطلاء بالنيكل عديم النيكل الكهربائي، وما إلى ذلك، من التكاليف الإجمالية بمقدار 15%-30%، في حين أن المعالجة الأساسية مثل السفع الرملي لها تكاليف أقل (رمل السيليكون حوالي 4-8 دولارات أمريكية للقطعة الواحدة). بالنسبة للهياكل فائقة التعقيد أو متطلبات الدُفعات الكبيرة جدًا، يمكن استبدال نظام التحكم الرقمي باستخدام الحاسب الآلي الطباعة ثلاثية الأبعاد أو القولبة بالحقن، ولكن تظل مرونة التصميم ومزايا الدقة في مرحلة النماذج الأولية كبيرة.








