









في مجال التصنيع الحديث الدقيق، يُعد التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي تقنية تصنيع آلي شائعة بشكل متزايد. وهي تستخدم بشكل أساسي ماكينة CNC أدوات لتصنيع قنوات التدفق أو الممرات أو المنافذ بدقة داخل الأجزاء أو على سطحها، وبالتالي تحسين كفاءة تدفق السوائل أو الهواء أو الغازات. بالمقارنة مع الطحن اليدوي التقليدي للمنافذ، يمكن أن يوفر الطحن باستخدام الحاسب الآلي دقة تصنيع أعلى، وجودة تصنيع أكثر استقرارًا، وإمكانية تكرار أفضل، لذلك يتم استخدامه على نطاق واسع في السيارات والفضاء والمعدات الصناعية.
مع استمرار نمو الطلب على المعدات عالية الأداء والأنظمة عالية الكفاءة، يتزايد عدد شركات التصنيع التي تعتمد على تقنية النقل باستخدام الحاسب الآلي لتحسين هياكل الأجزاء وتحسين الأداء العام.

المفهوم الأساسي للتحويل باستخدام الحاسب الآلي الرقمي
يشير التجهيز باستخدام الحاسب الآلي باستخدام الحاسب الآلي إلى عملية استخدام تقنية التصنيع الآلي باستخدام الحاسب الآلي لتنفيذ عمليات قطع عالية الدقة وتحسين المنافذ وهياكل قنوات التدفق داخل أو على سطح القِطع. يشير "المنفذ" عادةً إلى ممر تتدفق من خلاله وسائط مثل الهواء أو الوقود أو السائل أو الغاز. وهي تقنية تحسين شاملة تجمع بين التصميم الهندسي وميكانيكا الموائع والتصنيع الدقيق.
سيؤثر الشكل الهندسي لمساحة ممر الغاز/السائل، والتشطيب السطحي، ومنحنى التدفق الكلي تأثيرًا مباشرًا على كفاءة التدفق، وفقدان الضغط، والأداء الكلي للقناة.
في طرق التشغيل الآلي التقليدية، تعتمد المنافذ عادةً على الطحن اليدوي (الطحن اليدوي) أو الأدوات الميكانيكية البسيطة للتشطيب. وتعتمد هذه الطريقة اعتمادًا كبيرًا على خبرة المشغِّل وشعوره، وهي عرضة لمشاكل مثل ضعف الاتساق وانخفاض دقة التكرار والكفاءة المحدودة. في الوقت نفسه، بالنسبة للأسطح المنحنية المعقدة أو هياكل قنوات التدفق الداخلية، فإن التصنيع اليدوي يجعل من الصعب تحقيق تصميم انسيابي مثالي.
وعلى النقيض من ذلك، تستخدم المنافذ بنظام التحكم الرقمي باستخدام الحاسب الآلي أدوات ماكينات بنظام التحكم الرقمي ذات 3 محاور أو 4 محاور أو 5 محاور، بالإضافة إلى نمذجة برامج التصميم بمساعدة الحاسوب/التصنيع بمساعدة الحاسوب وتخطيط مسار الأدوات، لتحقيق تحكم مستقر واتساق أشكال المنافذ.
تتضمن المزايا الرئيسية للتحويل باستخدام الحاسب الآلي ما يلي:
دقة واتساق عاليان: ضمان اتساق الشكل الهندسي الداخلي لكل جزء اتساقاً تاماً
قدرة قوية على التصنيع الآلي للهياكل المعقدة: القدرة على تحقيق الأسطح المنحنية المعقدة والتصميمات الانتقالية الانسيابية
تحسين جودة السطح: تقليل مقاومة السوائل وتحسين كفاءة التدفق، مع أقصى تشطيب للسطح يصل إلى Ra ≈ 0.2 ~ 0.8 ميكرومتر
قابلية تكرار قوية: مناسبة للإنتاج على دفعات والتصنيع الموحد. إذا كانت قطعة واحدة أو كمية صغيرة من قطع العمل ذات المنافذ البسيطة نسبيًا، يمكن أيضًا استخدام الطحن اليدوي أو الطحن والخراطة التقليدية لإزالة المواد الزائدة بسرعة، مما يوفر وقت البرمجة باستخدام الحاسب الآلي.
كفاءة تصنيع عالية: تقليل التدخل اليدوي، وضمان كفاءة الإنتاج المستقرة، وتقصير دورة الإنتاج
التطبيقات: منافذ السحب والعادم لرؤوس أسطوانات المحرك، وقنوات التدفق الفضائية، وهياكل قنوات التدفق في الأنظمة الهوائية، والممرات الداخلية في أجسام الصمامات المختلفة مثل أجسام الصمامات الهيدروليكية، وواجهات توصيل خطوط الأنابيب، والمناطق الانتقالية. في الوقت الحاضر، حلت عملية التجهيز باستخدام الحاسب الآلي تدريجيًا محل التشطيب اليدوي التقليدي وأصبحت عملية مهمة لتحسين أداء المنتج وجودة التصنيع.

عملية التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآلي
في الإنتاج الفعلي، عادةً ما تتضمن عملية التحويل باستخدام الحاسب الآلي خطوات متعددة، وستؤثر كل خطوة على نتيجة التصنيع النهائية.
1 نمذجة جزء 1 أو مسح ضوئي ثلاثي الأبعاد
إذا كان جزءًا مصممًا حديثًا، يستخدم المهندسون عادةً برنامج CAD لبناء نموذج ثلاثي الأبعاد. وإذا كان الجزء الموجود قيد التحسين، فقد تكون هناك حاجة إلى تقنية المسح ثلاثي الأبعاد للحصول على بنية الميزة الأصلية والبيانات.
2 تحليل الموائع والتحسين الهيكلي
في التطبيقات عالية الأداء، عادةً ما يستخدم المهندسون برامج تحليل الموائع للمحاكاة، مثل تحليل CFD. من خلال محاكاة حالة تدفق الهواء أو السائل داخل المنفذ، من الممكن تحديد المناطق ذات المقاومة العالية للتدفق، والهياكل المنحنية غير المعقولة، والمواقع التي قد تحدث فيها الدوامات، ومن ثم تحسين شكل المنفذ وفقًا لنتائج التحليل.
3 برمجة CAM 3
بعد اكتمال تحسين التصميم، يجب إنشاء مسارات الأدوات في برنامج CAM. وفقًا لمواد الشُّغْلة، سيحدد البرنامج نوع الأداة وعمق القطع وسرعة التغذية ومسارات التصنيع المناسبة. هذه المعلمات مفيدة لدقة التصنيع وجودة السطح وكفاءة التصنيع.
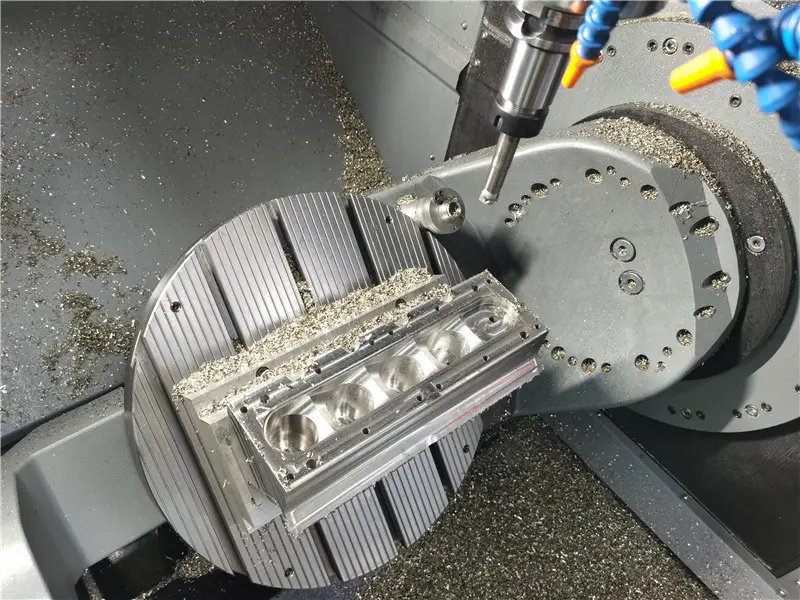
4 ماكينات التصنيع الآلي باستخدام الحاسب الآلي
ثم يتم استيراد البرنامج بعد ذلك إلى ماكينة بنظام التحكم الرقمي CNC للتصنيع الآلي. واعتمادًا على مدى تعقيد هيكل المنفذ، يمكن استخدام الماكينات بنظام التحكم الرقمي ذات 3 محاور أو 4 محاور أو 5 محاور. تتطلب المنافذ المعقدة ذات السطح المنحني عادةً معدات ذات 5 محاور وأدوات متعددة تعمل معًا لمعالجة السمات المختلفة لقطعة الشُّغْلَة من أجل تحقيق نتائج تصنيع أفضل.
5 المعالجة السطحية وفحص الجودة
بعد اكتمال المعالجة الآلية، قد يحتاج الجزء إلى مزيد من المعالجة، مثل إزالة الأزيز، أو إزالة الوميض، أو تلميع السطح، أو المعالجة الإضافية (الطلاء بالأكسدة، والتخميد، والطلاء الكهربائي، والطلاء، والسفع الرملي، والمعالجة الحرارية، وما إلى ذلك)، بالإضافة إلى الفحص الدقيق، لضمان توافق أبعاد المنفذ مع التصميم وأن التجميع والاستخدام آمنان.
المواد الشائعة للتوصيل باستخدام الحاسب الآلي الرقمي
في مجالات التطبيق المختلفة، تتنوع مواد تصنيع الموانئ أيضًا. وتشمل المواد الشائعة ما يلي:
سبائك الألومنيوم
وهي تتميز بخصائص الوزن الخفيف، والتوصيل الحراري الجيد، وسهولة التشغيل الآلي، وهي واحدة من أكثر المواد شيوعًا، ومناسبة بشكل خاص للقطع الدقيق لقنوات التدفق المعقدة. وتتمثل وظيفتها الرئيسية في تحسين مسارات تدفق الغاز أو السائل وتحسين كفاءة تبديد الحرارة، وبالتالي تحسين الأداء العام للنظام. بعد التصنيع الدقيق، يمكنها تحسين كفاءة السحب بشكل كبير، وتقليل مقاومة التدفق، وضمان الاتساق في المنتجات المجمعة. ويستخدم على نطاق واسع في رؤوس الأسطوانات، ومشعبات السحب، ومكونات محرك السيارات والسباقات الأخرى.
مشاكل التصنيع وحلولها: من السهل التسبب في التصاق الأداة والحافة المتراكمة، مما يؤثر على جودة السطح؛ استخدم ماكينات تفريز ذات حلزون عالي الحلزون أو أدوات PCD، بسرعة 12 ألف إلى 24 ألف دورة في الدقيقة و Vc من 300 إلى 800 م/دقيقة. بالاقتران مع التشحيم MQL ومسارات أدوات التفريز المتسلقة، يمكن تحسين صقل السطح بشكل كبير.
الفولاذ المقاوم للصدأ
ويتمتع الفولاذ المقاوم للصدأ بمقاومة ممتازة للتآكل وقوة عالية، مما يجعله مناسبًا لبيئات الضغط العالي ودرجات الحرارة العالية والوسائط المعقدة، ولكن صعوبة تشغيله الآلي عالية نسبيًا. ويتمثل دور التقطيع باستخدام الحاسب الآلي على هذه المادة بشكل أساسي في ضمان أن قناة التدفق لا تزال قادرة على الحفاظ على قدرة مستقرة وفعالة للتحكم في السوائل في ظل ظروف العمل القاسية. وتتمتع أجزاء قناة التدفق بعمر خدمة طويل، ومخاطر تسرب منخفضة، ويمكنها الحفاظ على تشغيل مستقر طويل الأجل. وهي تستخدم عادة في أجسام الصمامات، وأنظمة التحكم في السوائل، والمعدات البتروكيماوية والهيدروليكية.
مشاكل التصنيع وحلولها: تصلب الشغل الشديد وضعف تبديد الحرارة يجعل من السهل حرق الأدوات؛ استخدم أدوات ذات 4 شفرات مطلية بال TiAlN، بسرعة 3k-8k rpm و Vc من 80-180 م/دقيقة. يجب استخدام التغذية المستمرة والتبريد الداخلي عالي الضغط (≥20 بار) لمنع التصلب وتراكم الحرارة.
حديد مصبوب
ويتميز بمقاومة جيدة لدرجات الحرارة العالية ومقاومة التآكل، مع توفير ثبات هيكلي قوي وقدرة على تخميد الاهتزاز، ويمكن للهيكل العام أن يتحمل تأثير الغازات ذات درجات الحرارة العالية. كما يحافظ على أداء مستقر في ظل التشغيل عالي التحميل. تشمل التطبيقات النموذجية كتل المحركات، ورؤوس الأسطوانات، وأنظمة العادم في معدات الطاقة الصناعية.
مشاكل التصنيع والحلول: تتسبب جسيمات الجرافيت في تآكل سريع للأداة وكميات كبيرة من الغبار؛ استخدم أدوات مغطاة بالألمنيوم أو CBN، مع Vc من 150-300 م/دقيقة. يتم استخدام القطع الجاف وإزالة الغبار بشكل عام لتجنب التأثيرات الكاشطة.
سبائك التيتانيوم
تُعرف سبائك التيتانيوم بقوتها العالية وكثافتها المنخفضة ومقاومتها الممتازة لدرجات الحرارة العالية ومقاومتها للتآكل. وبفضل خصائص هيكل قناة التدفق عالية القوة وخفيفة الوزن، يمكنها تلبية متطلبات الأداء في ظل ظروف العمل القاسية (درجة الحرارة العالية والضغط العالي، والتآكل القوي، ونبض الضغط، والاهتزازات عالية التردد). ويستخدم بشكل أساسي في مكونات الطيران، ومحركات السباق عالية الأداء، وأنظمة السوائل الدقيقة المتطورة.
مشاكل التصنيع وحلولها: تكلفة التصنيع عالية نسبيًا وصعوبة التصنيع كبيرة مع ارتفاع درجة حرارة القطع وسهولة حدوث ثرثرة؛ استخدام أدوات مغلفة بالألمنيوم غير متساوية النغمة مع Vc من 50-120 م/دقيقة و fz من 0.02-0.06 مم/سن. يتم استخدام تعشيق شعاعي صغير وتبريد عالي الضغط (≥50 بار) للتحكم في الحرارة.
بوم (بولي أوكسي ميثيلين / أسيتال)
يتميز POM بقوة عالية، وثبات أبعاد جيد، وخصائص احتكاك منخفضة، مما يجعله مناسبًا جدًا لتصنيع قنوات التدفق الدقيق. وتتمثل الوظيفة الرئيسية لاستخدامه كقناة تدفق في تقليل مقاومة احتكاك السوائل، وبالتالي تحسين سلاسة التدفق. يقلل من فقدان الطاقة ويقلل من الضوضاء ويحسّن كفاءة تشغيل النظام. ويُستخدم بشكل شائع في مكونات ممر السوائل الدقيقة في معدات الأتمتة وأنظمة السوائل خفيفة الحمل.
مشاكل التصنيع وحلولها: المادة لينة نسبيًا وسهلة التشوه أو التشويش؛ استخدم أدوات أحادية الفلوت أو ثنائية الفلوت عالية الزاوية ذات أشواك عالية، مع Vc من 200-500 م/دقيقة. يمكن أن تضمن معلمات القطع الجاف والقطع الخفيف ثبات الأبعاد في التشغيل الآلي.
PTFE (متعدد رباعي فلورو الإيثيلين/التفلون)
تتمتع مادة PTFE بمقاومة قوية للغاية للتآكل ومعامل احتكاك منخفض للغاية، بينما تتمتع أيضًا بمقاومة ممتازة لدرجات الحرارة العالية، مما يجعلها مادة مثالية للتعامل مع السوائل المسببة للتآكل. ويتمثل تأثير استخدام هذه المادة كمكون لمنافذ قنوات التدفق في تقليل مقاومة السوائل بشكل كبير وإطالة عمر خدمة النظام، خاصةً في البيئات شديدة التآكل. ويستخدم على نطاق واسع في أنظمة السوائل الكيميائية، ومكونات الختم، ومجالات نقل السوائل عالية النظافة.
مشاكل التصنيع وحلولها: إنها لينة للغاية ولديها تشوه استرداد مرن؛ استخدام أدوات مصقولة أحادية الفلوت مع Vc من 100-300 م/دقيقة. يلزم إجراء معالجة نهائية بطبقات مع بدل المخزون لتجنب فقدان التحكم في الأبعاد.
نايلون (نايلون / PA)
تتمتع هذه المادة بقوة وصلابة ومقاومة جيدة للتآكل، في حين أنها منخفضة التكلفة، مما يجعلها مناسبة لسيناريوهات تطبيقات السوائل متوسطة الحمل. يمكن لقنوات التدفق المصنوعة من هذه المادة توفير دعم هيكلي مستقر وتحسين شكل قناة التدفق. وتشمل تأثيرات الاستخدام تحسين مقاومة التآكل، وتعزيز مقاومة الصدمات، وإطالة عمر خدمة المكونات. ويشيع استخدامها في مكونات السوائل الصناعية والموصلات الميكانيكية وأنظمة نقل السوائل العامة.
مشاكل التصنيع وحلولها: امتصاص الرطوبة والتشوه الحراري واضحان؛ استخدام أدوات حادة ثنائية الفلوت، مع Vc من 150-400 م/دقيقة. يمكن أن يؤدي التجفيف قبل التشغيل الآلي والقطع المبرد بالهواء إلى استقرار الأبعاد.
مركب ألياف الكربون (CFRP)
مركب الكربون الهيدروكربوني تتمتع بنسبة عالية للغاية من القوة إلى الوزن ومقاومة ممتازة للتعب، مع مقاومة جيدة للتآكل، وهي مادة مهمة للتصميم خفيف الوزن المتطور. يمكن لهذه المادة تحقيق هياكل قنوات تدفق معقدة وعالية الأداء. ويمكنها تقليل الوزن الإجمالي بشكل كبير وتوفير متانة طويلة الأمد. وهي تستخدم بشكل أساسي في تجميعات قنوات التدفق في الفضاء الجوي، وأنظمة السحب عالية الأداء في السباقات، والمعدات الصناعية المتطورة.
مشاكل التصنيع وحلولها: إنها عرضة للتشوه والنتوءات؛ يجب استخدام أدوات PCD أو الأدوات المغلفة بالماس، مع سرعة موصى بها تتراوح بين 10 آلاف و30 ألف دورة في الدقيقة. يتم اعتماد استراتيجية تصنيع ذات عمق قطع صغير مع تمريرات متعددة، والتثبيت بالتفريغ، والقطع الجاف للتحكم في التشوه.

اتجاهات التطوير المستقبلي للنقل باستخدام الحاسب الآلي الرقمي
مع تطور تكنولوجيا التصنيع، تتقدم أيضًا تكنولوجيا النقل باستخدام الحاسب الآلي باستمرار. وتشمل اتجاهات التطوير المستقبلية بشكل رئيسي ما يلي:
تقنية التصنيع الآلي خماسي المحاور عالية الدقة، وتقنية المسح الآلي والهندسة العكسية، وبرنامج محاكاة السوائل الأكثر تقدماً، والتكامل مع تقنية التصنيع المضافة
ستعمل هذه التقنيات على تحسين كفاءة التصنيع الآلي للموانئ وتعزيز تطوير الأجزاء ذات الهياكل المعقدة.
الخاتمة
تلعب المنافذ بنظام التحكم الرقمي باستخدام الحاسب الآلي دورًا مهمًا في تحسين هياكل قنوات تدفق القِطع وتحسين أداء النظام باعتبارها تقنية تصنيع دقيقة مهمة. من خلال الجمع بين التصميم الرقمي وتحليل السوائل وتقنية التصنيع باستخدام الحاسب الآلي متعدد المحاور، يمكن أن تحقق المنافذ باستخدام الحاسب الآلي نتائج تصنيع عالية الدقة ومتسقة للغاية.
مع استمرار الطلب على المعدات الصناعية والمنتجات عالية الأداء في الارتفاع، سيلعب النقل باستخدام الحاسب الآلي دورًا متزايد الأهمية في مجال الروبوتات والطائرات بدون طيار والطاقة الجديدة والفضاء والتصنيع الصناعي.








