









خدمات معالجة الحرارة تُطبق فقط على قطع العمل من المواد التي لها متطلبات أداء. جوهر معالجة الحرارة هو تسخين المعدن ثم تبريده، بهدف تحسين صلابة وقوة المعدن مع تحرير الإجهاد الداخلي. الإجهاد الداخلي في المواد يأتي بشكل رئيسي من الصب، والحدادة، والمعالجة بالضغط، واللحام، والتشغيل الآلي. يمكن أن تلبي عمليات المعالجة الحرارية على مواد القطع متطلبات السلامة والأداء الميكانيكي لمعظم مكونات الآلات، والأجزاء الهيكلية، والإكسسوارات.

أنواع معالجة الحرارة
هناك بشكل رئيسي أربع طرق شائعة لمعالجة الحرارة: التلدين، والتطبيع، والتخمير، والتسخين. تختلف عمليات معالجة الحرارة المختلفة العمليات الحرارية باختلاف أوقات المعالجة، وتتفاوت الخصائص الميكانيكية أيضًا. يمكن لاختيار عملية المعالجة الحرارية المناسبة أن يحقق إعادة ترتيب المكونات الداخلية في مواد مختلفة. فيما يلي بعض عمليات المعالجة الحرارية التي نستخدمها بشكل شائع.
معالجة التلدين الحراري
معالجة التلدين الحراري تتبنى التسخين ثم التبريد البطيء داخل فرن التسخين. التكلفة الزمنية مرتفعة نسبيًا. تحل بشكل رئيسي مشكلة الإجهاد الداخلي في المواد مع تقليل صلابة المادة، مما يفيد في القطع والمعالجة اللاحقة.

معالجة التطبيع الحراري
معالجة التطبيع الحراري تتضمن تسخين المعدن حتى يصبح أحمر داكن ثم تعريضه للهواء للتبريد. كفاءة المعالجة الحرارية أسرع من التلدين. معالجة التطبيع الحراري لا تقلل من صلابة المادة، وعند الطحن القطع المعالجة بالتطبيع، تختفي مشكلة التصاق الأداة السابقة.
معالجة التخمير الحراري
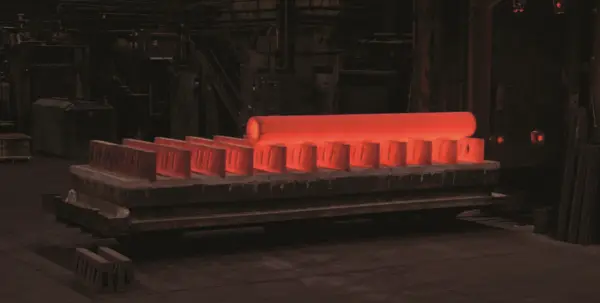
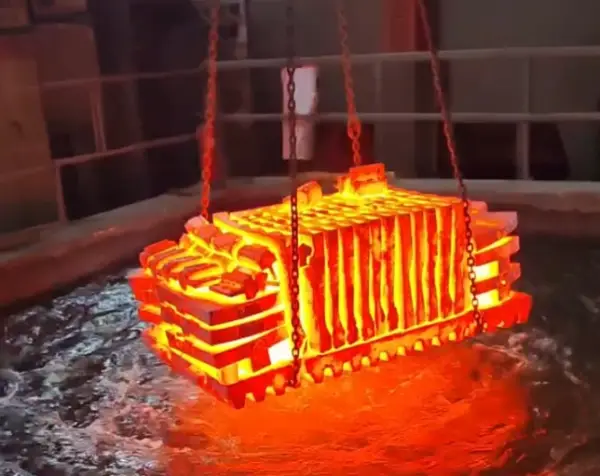
التخمير هو تسخين المعدن إلى درجة حرارته الحرجة ثم تبريده بسرعة (تبريد عالي السرعة)، عادة بواسطة التبريد بالماء أو الزيت (يمكن أيضًا تسخين الزيت للتخمير وفقًا لمتطلبات أداء المادة).
معالجة التمديد الحراري
معالجة التمديد الحراري تُستخدم بعد التخمير. يمكن أن تقلل من الصلابة، وتزيل جزءًا من الإجهاد الداخلي في المادة، وتعزز مرونة المعدن، وتتجنب الهشاشة والكسر المفرط. يمكن أيضًا تسخين مناطق معينة من المادة ثم تبريدها بسرعة للتحكم في الصلابة المحلية، مثل المعالجة بالتبريد السطحي للسكاكين والمسننات، والتي يمكن أن تمنع التشقق الكامل تحت قوة الصدمة العالية.
تقسم عمليات التمديد إلى التمديد عند درجة حرارة منخفضة، والمتوسطة، والعالية. يُستخدم التمديد عند درجة حرارة منخفضة بشكل رئيسي للأدوات القطع، والمتوسطة للأجزاء المرنة مثل النوابض، والعالية للأعمدة والأجزاء الهيكلية وغيرها من المكونات المقاومة للصدمات.
من بينهم، التبريد + التلدين عند درجات حرارة عالية يُطلق عليه أيضًا التبريد والتلدين. تشمل الأمثلة الشائعة التبريد والتلدين لصلب 45، و40Cr، والتي يمكن أن تحسن بشكل فعال من القوة والمتانة ومقاومة التعب والصدمات للأجزاء النهائية.

معالجات حرارية أخرى:
المعالجة الحرارية بالفراغ
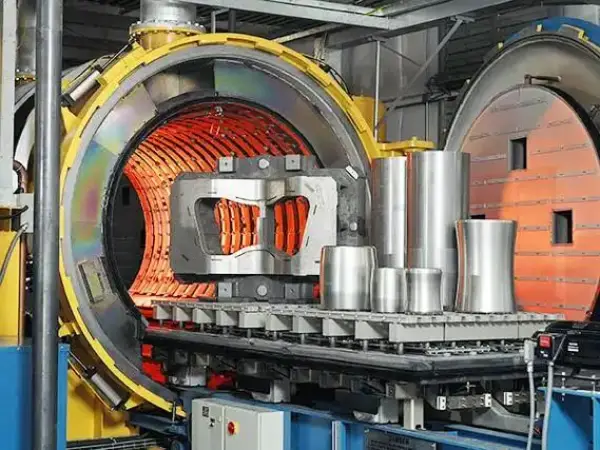
المعالجة الحرارية بالفراغ هي عملية وضع القطع في فرن معالجة حرارية بالفراغ للتسخين بالإشعاع الحراري والتبريد. يمكنها تحقيق جميع عمليات المعالجة الحرارية تقريبًا، بما في ذلك الكربرة والتن nitrيد. تشمل عمليات التبريد التبريد بالغاز، والتبريد بالماء، والتبريد بالزيت، والتبريد بمحاليل نترات الملح. ميزة خدمات المعالجة الحرارية بالفراغ هي أنها تمنع الأكسدة، وإزالة الكربنة، والكربرة للمواد، مع تقليل محتوى الهيدروجين بشكل كبير داخل المواد ومنع هشاشة الهيدروجين.
يتم استخدام طرق التسخين والتبريد التي يتحكم فيها الحاسوب، و المعالجة الحرارية في الأفران الفراغية تُلغي الحاجة إلى التعامل مع الأجزاء الساخنة مع تجنب مخاطر تبخر المعدن السطحي وتشوهه، مع استقرار جيد وتشغيل آمن.
المعالجة بالحلول
تنطوي المعالجة الحرارية بالحلول على تسخين المعدن إلى 800–1200 درجة مئوية، واحتجازه لفترة تعتمد على التركيب وسمك المادة، بحيث تذوب الكربيدات وغيرها من الرواسب في المصفوفة. ثم يتم تبريد المادة بسرعة، عادةً بواسطة التبريد بالماء أو الزيت. يُستخدم بشكل رئيسي للفولاذ المقاوم للصدأ الأوستنيتي. الهدف من المعالجة بالحلول هو استعادة مقاومة التآكل وتليين البنية المجهرية. إذا تم تطبيق التلدين بعد المعالجة بالحلول، قد تتكرر ترسيب الكربيدات، مما قد يؤدي إلى التآكل بين الحبيبات. لتحسين خصائص معينة، يُنصح بالتلدين لتخفيف الإجهاد أو المعالجة الثابتة. أثناء التسخين، يجب أن تمر المادة بسرعة عبر نطاق درجة حرارة التحسس.
المعالجة الحرارية المستمرة
المعالجة الحرارية المستمرة تُستخدم بشكل رئيسي لتحسين أداء وهيكل الأجزاء القياسية الدفعة. تستخدم معدات التسخين المستمر لتنفيذ التحكم في درجة حرارة خط الإنتاج الموحد، والنقل، والمعالجة بالتبريد الموحد للقطع الدفعة، مما يحسن بشكل كبير سرعة المعالجة الحرارية للأجزاء الدفعة.
نصائح:
1. ليست جميع عمليات التبريد تعتبر تبريدًا سريعًا، ولا تتطلب جميع المواد التلدين بعد التبريد السريع. يمكن لمهندسي Weldo أن يوصوا بمعالجة حرارية مناسبة استنادًا إلى ظروف خدمة الجزء.
2. معدل التبريد يؤثر مباشرة على خصائص المادة. التبريد الأبطأ يقلل عمومًا من الهشاشة والصلابة والإجهاد الداخلي، مع تحسين المتانة وقابلية التشغيل الآلي.
لقد قدمنا ملخصًا للعمليات الأربعة الرئيسية للمعالجة الحرارية لتسهيل فهمك بشكل أفضل.
| العملية | الوصف |
|---|---|
| التلدين | حفظ الحرارة + التبريد البطيء + التبريد عند درجة حرارة الغرفة (معدل تبريد بطيء) |
| التعقيم | تبريد درجة حرارة الغرفة (معدل تبريد معتدل) |
| التبريد السريع (التمليح) | تبريد المعدن السائل وسطياً عند درجات حرارة عالية (معدل تبريد سريع جداً) |
| التنغيم | تقليل هشاشة المواد المبردة مع الحفاظ على القوة |
معالجة الحرارة لمختلف المعادن
نظرًا لاختلاف تركيبات المواد المعدنية، هناك تفاصيل مختلفة في معالجة حرارة المعادن. فيما يلي مقدمة موجزة عن طرق معالجة حرارة المعادن الشائعة الطرق.
معالجة حرارة الألمنيوم
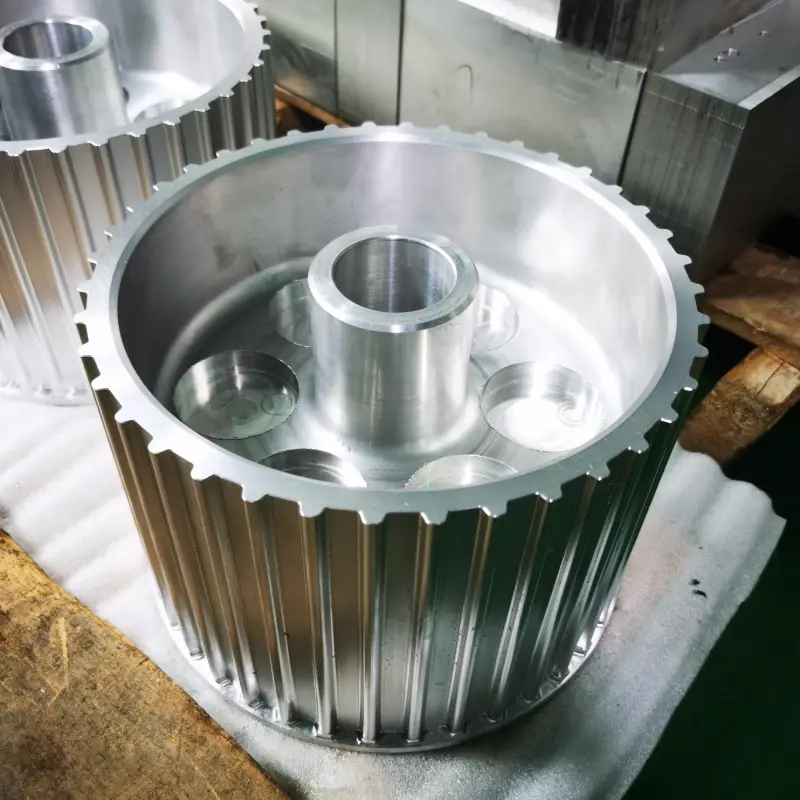
من أجل تحسين القوة،, معالجة حرارة 6061 هي عملية ضرورية. أكثر عمليات معالجة حرارة الألمنيوم شيوعًا هو t6 المعالجة الحرارية.
نقوم بتسخين الألمنيوم 6061 إلى 530±5 ℃، مما يسمح لعناصر المغنيسيوم والسيليكون بالذوبان تمامًا في مصفوفة الألمنيوم. تُسمى هذه الخطوة معالجة حرارة الحل للألمنيوم. بعد المعالجة الحرارية، يتم إجراء التبريد السريع بالماء (درجة حرارة الماء بين 20~80 درجة، ويتم اختيار درجة حرارة الماء وحجم الخزان وفقًا لحجم وسمك قطعة الألمنيوم. يجب أن يكون خزان الماء أكبر من قطعة العمل، ويجب أن تغمر بالكامل). ثم من خلال الشيخوخة الصناعية عند 175℃ لمدة 8-10 ساعات، يتم “تثبيت” حالة عناصر السبيكة مثل المغنيسيوم والسيليكون والألمنيوم. بعد معالجة حرارية لسبائك 6061 اكتملت، مقارنةً بالسابق معالجة حرارة 6061, تزداد صلابة برينل من الحالة الأصلية O التي كانت 30HB إلى أكثر من 95HB. القوة قابلة للمقارنة مع فولاذ السبيكة.
معالجة حرارية للفولاذ المقاوم للصدأ
المعالجة الحرارية للفولاذ المقاوم للصدأ تقسم إلى ثلاثة أنواع وفقًا للتركيبات الداخلية المختلفة: الفولاذ المقاوم للأوستنيتي، والمرتينتيتي، والفيرتيتي، وتختلف طرق المعالجة الحرارية حسب النوع.
معالجة حرارية للفولاذ المقاوم للصدأ الأوستنيتي
أوستنيتي المعالجة الحرارية للفولاذ المقاوم للصدأ (304، 316، 310L، 316L، وغيرها) تتعلق بشكل رئيسي بمعالجة الحلول + إزالة التحسس + تخفيف الإجهاد: أولاً يتم تسخينه إلى 1050~1150℃ ويُحافظ عليه لفترة كافية، مما يسمح لجميع الكربيدات بالذوبان في المصفوفة لإكمال الحلول وتحول الأوستنيتي، ثم يتم تبريده بسرعة بالماء / التهوية إلى درجة حرارة الغرفة للحصول على بنية أوستنيتية موحدة ذات طور واحد، واستعادة مقاومة التآكل المثلى واللدونة، دون عمليات تبريد قسري أو تكوين المارتينسيت طوال العملية.
معالجة حرارية للفولاذ المقاوم للصدأ المارتينسيتى
يتم تليين الفولاذ المقاوم للصدأ المارتينسيتى أولاً بواسطة التلدين عند 800~880℃، ثم يُسخن إلى 950~1060℃ ويُحافظ عليه، يليه التبريد بزيت أو التهوية السريعة لتشكيل بنية مارتينسيتية عالية الصلابة والضغط. ثم يتم تجنب نطاق درجة حرارة التحسس الهش بين 400~600℃، ويُستخدم التلدين عند درجات حرارة منخفضة بين 180~250℃ للحفاظ على الصلابة العالية ومقاومة التآكل، أو التلدين عند درجات حرارة عالية بين 600~700℃ لتحسين الصلابة، وإزالة الإجهاد الداخلي، وتقليل الهشاشة، وأخيرًا الحصول على فولاذ مارتينسيتى يلبي متطلبات التطبيق. الفولاذ المقاوم للصدأ المارتينسيتى نفسه لا يحتوي بشكل جوهري على المارتينسيت، حيث يتكون المارتينسيت فقط بعد الأوستنيتيزات + التبريد السريع.
معالجة حرارية للفولاذ المقاوم للصدأ الفيرتيتي
يتم إجراء المعالجة الحرارية للفولاذ المقاوم للصدأ الفيرتيتي بواسطة التلدين والتبريد عند 600-800℃. لا تتطلب قطع العمل الفيرتيتيتي علاج التبريد السريع (يُمنع التبريد بالماء)، لأن الفولاذ المقاوم للصدأ الفيرتيتي يحتوي على نسبة عالية من الكروم وقليل جدًا من النيكل والنيتروجين والمنغنيز. حتى عند تسخينه إلى درجة الحرارة الحرجة، لا يمكن أن يحدث تشوه في الشبكة البلورية، ولا يمكن تحقيق الأوستنيتيزات.
يجب ملاحظة أن المعالجة الحرارية للفولاذ المقاوم للصدأ لا يمكن أن تحسن من صلابته وقوته، ولكن يمكن للحدادة أو الطرق أن تغير من بنية الشبكة البلورية، وبالتالي تحسين الصلابة والقوة.

معالجات حرارية للفولاذ
المعالجة الحرارية للفولاذ هي عملية تصنيع رئيسية تغير البنية المجهرية الداخلية للفولاذ عن طريق التحكم في عمليات التسخين والاحتفاظ والتبريد، مما يحسن الصلابة والقوة ومقاومة التآكل والمرونة. تتطلب أنواع الفولاذ المختلفة متطلبات مختلفة لـ فولاذ المعالجة الحرارية العمليات، واختيار الأنسب منها معالجات حرارية للصلب يؤثر الحلول مباشرة على عمر الخدمة وأداء التشغيل للأجزاء.
الفولاذ الكربوني
الصلب الكربوني منخفض التكلفة، ومن خلال المعالجة المناسبة معالجة حرارية للصلب, يمكن الحصول على صلابة وخصائص ميكانيكية أفضل.
يخضع الصلب الكربوني لعملية التسوية/التمليح لتنقية الحبيبات، وتليين، وتحسين البنية، يليه تسخين عالي الحرارة إلى حالة الأوستنيتيت والحفاظ عليها + التبريد بالماء/الزيت لتشكيل المارتينسيت الصلب والهش، وأخيرًا التلدين عند درجات حرارة مختلفة لمطابقة الصلابة والمتانة والضغط الداخلي المطلوب، مما يكمل عملية المعالجة الحرارية لتعزيز القوة والمتانة بشكل عام.
عادةً ما يُستخدم الصلب منخفض الكربون للأجزاء الهيكلية التي تتطلب متانة عالية وأداء لحام؛ يُستخدم الصلب متوسط الكربون ومرتفع الكربون على نطاق واسع في الأعمدة، التروس، ملحقات القوالب، والأجزاء المقاومة للاهتراء.
فولاذ الأدوات
تبدأ عملية المعالجة الحرارية لصلب الأدوات بالتسخين المسبق، يليه تسخين عالي الحرارة إلى حالة الأوستنيتيت والحفاظ عليها، ثم التبريد بالماء/الزيت/ملح الحمام للحصول على مارتينسيت عالي الصلابة، وأخيرًا التلدين عند درجات حرارة منخفضة لإزالة الإجهاد، وتثبيت البنية، وتقليل الهشاشة، مما يحافظ على الصلابة العالية.
صلب الأدوات يُستخدم بشكل رئيسي في أدوات القطع، قوالب الطباعة، قوالب التشكيل، وظروف العمل ذات الأحمال العالية. من بينهم،, معالجة حرارية لصلب D2 يُستخدم عادةً لقوالب العمل البارد وأدوات القطع المقاومة للاهتراء العالية، والتي يمكن أن تحصل على مقاومة ممتازة للاهتراء واستقرار أبعاد بعد المعالجة الحرارية المناسبة.
و معالجة حرارية لصلب A2 للأدوات يُستخدم بشكل أكثر شيوعًا في قوالب الدقة وأدوات القطع، لتحقيق توازن جيد بين الصلابة والمتانة.

صلب السبائك
نظرًا لإضافة عناصر السبائك مثل الكروم، الموليبدينوم، والنيكل، فإن صلب السبائك يمتلك قوة أعلى وقابلية تصلب أكبر. تتضمن المعالجة الحرارية لصلب السبائك تسخينه أولاً إلى درجة حرارة الأوستنيتيت والحفاظ عليها، ثم التبريد السريع لتشكيل المارتينسيت، يليه التلدين عند درجات حرارة منخفضة/متوسطة/عالية وفقًا لظروف العمل لتنقية الحبيبات وتحقيق التوازن بين القوة والمتانة؛ وإذا لزم الأمر، يُستخدم التليين والتسوية كمعالجات حرارية تمهيدية.
تتلقى شركتنا بشكل متكرر طلبات للتصنيع باستخدام الحاسب الآلي المخصص باستخدام الفولاذات السبائكية 4140 و4340؛ كلا هذين المادة يخضع عادةً للمعالجة الحرارية.
معالجة حرارية لصلب 4140 يُستخدم على نطاق واسع في أعمدة النقل، التروس، الوصلات، وأجزاء أخرى، ويوفر قوة جيدة، مقاومة التعب، ومقاومة الصدمات.
تحت الأحمال الأعلى أو ظروف العمل الأكثر قسوة،, 4340 معالجة حرارية للصلب يُستخدم عادةً في أجزاء الطيران، الآلات الثقيلة، والمكونات الهيكلية عالية القوة، لتحقيق خصائص ميكانيكية أكثر تميزًا وشمولية.
في الإنتاج الفعلي،, عوامل المعالجة الحرارية التي تؤثر على صلابة الفولاذ يشمل بشكل رئيسي:
محتوى الكربون في الصلب، التحكم في درجة حرارة التسخين، زمن الاحتفاظ، سرعة التبريد، محتوى عنصر السبيكة.
وفقًا لتركيبة درجات الصلب المختلفة، يمكن لاختيار خطة المعالجة الحرارية المناسبة أن يُسَخِّر بشكل كامل مزايا الأداء لـ المعالجة الحرارية للفولاذ وتلبية متطلبات الصناعات المختلفة من حيث قوة الصلب، والصلابة، ومقاومة التآكل، وقابلية التشغيل الآلي.
معالجة الصلب التيتانيوم
تصنف سبائك التيتانيوم إلى نوع α، ونوع α+β، ونوع β. نوع α يخضع فقط لتخفيف الإجهاد أو التلدين بإعادة التبلور لليونة واستقرار الهيكل؛ يمكن لنوعي α+β و β اعتماد علاج حله عند درجات حرارة عالية والتبريد السريع للحصول على هياكل غير مستقرة، تليها الشيخوخة عند درجات حرارة متوسطة لترسيب مراحل تقوية وتحسين القوة. يتطلب كامل عملية المعالجة الحرارية حماية بالفراغ أو الأرجون لمنع الأكسدة وتدهور الهيدروجين، مع تجنب منطقة التدهور بين 300 إلى 500℃ والتحكم الصارم بعدم تجاوز نقطة انتقال الطور β لمنع تكبير الحبيبات.
المعالجة الحرارية بعد اللحام(PWHT)
عادةً ما يكون سبب إجهاد اللحام هو وجود كمية صغيرة من الهيكل المارتنسيتي، لذلك في التصنيع الصناعي،, المعالجة الحرارية بعد اللحام هي عملية مهمة جدًا. خاصة في المناطق الملحومة من الصلب ومواد معدنية أخرى، من خلال المعالجة الحرارية بعد اللحام في اللحام, ، يمكن أن يتحول الهيكل الدقيق لمنطقة اللحام والمنطقة المتأثرة بالحرارة تدريجيًا إلى السوربيت، وبالتالي القضاء بشكل فعال على إجهاد اللحام المتبقي. كمثال على ذلك، في تصنيع إطار الدراجة، إذا تم استخدام فولاذ سبائك مارتنسيتي منخفض الكربون، خلال المعالجة الحرارية بعد اللحام, ، سيتحول هيكل المادة بشكل أكبر إلى مارتنسيتي مطفأ، مما لا يطلق فقط إجهاد اللحام، بل يحسن أيضًا بشكل كبير الصلابة والقوة العامة للمناطق الملحومة في الإطار.
عملية المعالجة الحرارية المستخدمة للصب
الصب هو التقنية الأساسية لمعالجة المعادن، والعديد من القطع المصبوبة تتطلب أيضًا المعالجة الحرارية لتحسين الخصائص الميكانيكية مثل القوة والصلابة. الوظائف المحددة هي كما يلي.
1. القضاء على الإجهاد الداخلي
خلال عملية التصلب والتبريد للقطع المصبوبة، بسبب معدلات التبريد المختلفة في أجزاء مختلفة، يتشكل بسهولة إجهاد متبقي داخلها. يمكن للمعالجة الحرارية تحرير هذه الإجهادات وتجنب التشوه أو التشقق أو عدم استقرار الأبعاد في المراحل اللاحقة.
2. تحسين الهيكل والأداء
عادةً ما تواجه الصبغات مشاكل مثل الحبوب الخشنة والبنية غير المتساوية في الحالة غير المعالجة، مما يؤثر على القوة والصلابة. من خلال المعالجات الحرارية مثل التسوية والتلدين، يمكن تحسين البنية الميتالوجرافية وتحسين الخصائص الميكانيكية العامة.
3. تقليل الصلابة وتحسين قابلية التشغيل على الآلات
بعض الصبغات تكون ذات صلابة عالية بعد الصب، مما يزيد من صعوبة التشغيل وتآكل الأدوات. من خلال المعالجات الحرارية مثل التلدين، يمكن تقليل صلابة المادة، مما يجعل عمليات القطع أكثر سلاسة.
ومع ذلك، ليست كل الصبغات بحاجة إلى المعالجة الحرارية. على سبيل المثال، بعض الصبغات العادية ذات متطلبات حمل منخفضة ومتطلبات دقة منخفضة قد لا تتطلب معالجة حرارية إضافية. ولكن بالنسبة للصناعات المهمة التي تتطلب تحمل الأحمال أو الضغط أو متطلبات أمان عالية، عادةً ما تكون المعالجة الحرارية ضرورية.

تطبيقات المعالجة الحرارية
· التصنيع الميكانيكي: التروس، الكراسي، الأعمدة، المثبتات، الأجزاء الميكانيكية العامة، تحسين القوة ومقاومة التآكل.
· صناعة السيارات: المحركات، علب التروس، الهيكل، مكونات الإطار، التقوية والمتانة، القضاء على إجهاد اللحام.
· صناعة القوالب وأدوات القطع: قوالب التشكيل، قوالب الحقن، أدوات القطع، أدوات القياس، ضمان الصلابة العالية، مقاومة التآكل العالية، وعدم التشوه.
· الأوعية الضغطية وأنابيب الضغط: الغلايات، خزانات التخزين، أنابيب الضغط، تخفيف الإجهاد بعد اللحام PWHT، الوقاية من التشققات، وضمان السلامة.
· صناعة الطيران والدفاع: الصلب عالي القوة، سبائك التيتانيوم، سبائك الألمنيوم، أجزاء الهيكل، المعالجة الحرارية الدقيقة، موازنة بين القوة العالية والخفة.
الملخص
إجراء المعالجة الحرارية هو خطوة شائعة في معالجة مواد المعادن ويلعب دورًا مهمًا في مجال التشغيل الآلي. المحتوى أعلاه هو المحتوى الكامل لعملية المعالجة الحرارية للمعادن. إذا كنت تفهم بشكل أعمق المعالجة الحرارية في مجال التشغيل الآلي أو ترغب في الحصول على مواد ومحتوى محدث، يمكنك الاتصال الاستفادة من خبرتنا في التصنيع الميكانيكي للحصول على مزيد من خبرتنا الإنتاجية. في الوقت نفسه، نوفر أيضًا عروض أسعار لمعالجة المعادن، مثل الصب، البثق،, التصنيع باستخدام الحاسب الآلي باستخدام الحاسب الآليإلخ.

الأسئلة الشائعة
ما هي المعدات الشائعة للمعالجة الحرارية ?
· فرن مقاوم للصناديق: عملية التلدين العامة، التمشيط، التصلب، التلطيف، المعالجة الحرارية التقليدية للقطع بشكل جماعي.
· فرن الحفرة: مخصص للعمود الطويل، الأعمدة، ومواد الأسلاك، مناسب للتلطيف، التصلب بالكروم، والتلدين.
· فرن المعالجة الحرارية بالفراغ: الفولاذ المقاوم للصدأ، سبائك التيتانيوم، فولاذ القوالب الدقيق، التصلب بالتأكسد، التلطيف، والمعالجة بالحلول.
· فرن الحمأة الملحية: الأدوات القطعية الصغيرة والقوالب، التسخين السريع، التشوه الصغير، مخصص للتصلب والتلطيف.
· فرن الحزام الشبكي المستمر / فرن الدفع: الأجزاء القياسية المنتجة بكميات كبيرة والملحقات، التصلب والتلطيف على خط التجميع.
· معدات التسخين بالتحريض: تصلب سطح العمود والتروس، التلدين الموضعي، سرعة عالية، تشوه صغير.
· فرن التلطيف: التلطيف منخفض و متوسط الحرارة المخصص، يُستخدم بعد التصلب لتخفيف الإجهاد واستقرار الصلابة.
· خزان التصلب: خزان الزيت، خزان الماء، خزان الملح، يُستخدم مع مختلف الأفران للتبريد بالتصلب.
· فرن اللحام / المعالجة الحرارية المتكاملة: يجمع بين اللحام والمعالجة الحرارية بعد اللحام (PWHT) لتخفيف الإجهاد بعد اللحام.
لا تزال نظرية المعالجة الحرارية والعملية الفعلية بعيدة عن بعضها البعض. من الضروري إتقان معدات المعالجة الحرارية المختلفة للتحكم بشكل مثالي في عملية معالجة المعدن وتحقيق خصائص المادة المطلوبة، تمامًا كما لا يمكن الاعتماد على خطوات الوصفة فقط في الطهي، بل يتطلب أيضًا الإلمام بالتحكم في الحرارة واستخدام السكين.
كيفية تحديد ما إذا كانت التحقق من المعالجة الحرارية مؤهلة؟
من خلال اختبار الصلابة، الملاحظة الميكروغرافية، اختبار الخصائص الميكانيكية، فحص تشوه المظهر، اختبار مقاومة التآكل، والفحص غير التدميري، بالمقارنة مع معايير المادة ومتطلبات العملية، يتم تحديد ما إذا كانت صلابة المعالجة الحرارية، الهيكل، الصلابة، الإجهاد، التشوه، والعيوب تلبي المعايير بشكل شامل، وهو التحقق من مدى صلاحية المعالجة الحرارية.
ما هي المعدات الشائعة عيوب المعالجة الحرارية ?
فشل الصلابة (مرتفعة جدًا، منخفضة جدًا، غير متساوية الصلابة)
التشوه والانحراف (تجاوز التحمل الأبعاد، الانحناء، الالتواء)
شروخ المعالجة الحرارية هي بشكل رئيسي شروخ ناتجة عن التبريد المفاجئ غير الصحيح (شروخ دقيقة، شروخ الحواف)
الأكسدة وإزالة الكربون (تكوّن القشور على السطح، تليين السطح)
الحبيبات الخشنة المفرطة في درجة الحرارة (هشاشة المادة، انخفاض الصلابة)
ماذا يعني الصلابة العالية الجودة للمعالجة الحرارية كيف تبدو؟
الأجزاء المعالجة حراريًا ذات الجودة العالية والمطابقة: صلابة موحدة ومؤهلة، هيكل حبيبي ناعم، بدون تشوه أو شروخ، بدون أكسدة أو إزالة الكربون، ضغط متبقي منخفض، أبعاد مستقرة، وقوة ومتانة متطابقة بشكل شامل.
كيفية استخدام آلة المعالجة الحرارية ?
تحديد درجة حرارة التسخين
يمكن تحديد درجة حرارة التسخين وفقًا للنقطة الحرجة في مخطط الطور الحديد-كربون، ثم زيادتها بمقدار 30-50 درجة مئوية. إذا لم تتوفر معدات للتحكم في درجة الحرارة، يمكن أيضًا استخدام مغناطيس للتحقق. عندما تصل درجة الحرارة إلى نقطة كوري، يتغير الحديد من مادة مغناطيسية إلى مادة غير مغناطيسية، مما يدل على دخول الحديد إلى منطقة الصلب الأوستنيتي.
كيف يتم تحديد نجاح عملية التبريد السريع للصلب؟
بعد التبريد المفاجئ، يكون مظهر القطعة داكن رمادي-أسود. يمكن استخدام ملف للاختبار بالاحتكاك لملاحظة ما إذا كان يحدث انزلاق. إذا كان صوت الاحتكاك واضحًا وحادًا، مع وجود خط أبيض ضحل وعدم سقوط مسحوق، فهذا يدل على نجاح التبريد المفاجئ.








