









熱処理サービス 性能要件のある材料ワークピースにのみ適用されます。熱処理の本質は金属を加熱し、その後冷却することで、金属の硬さと強度を向上させるとともに内部応力を解放することです。材料の内部応力は主に鋳造、鍛造、圧力加工、溶接、機械加工から生じます。ワークピース材料に熱処理を施すことで、多くの工作機械の部品、構造部品、付属品の安全性と機械的性能要件を満たすことができます。.

熱処理の種類
主に焼鈍、正規化、焼入れ、焼戻しの4つの一般的な熱処理方法があります。異なる 熱処理工程 は異なる処理時間を必要とし、機械的性質も異なります。適切な熱処理工程を選択することで、さまざまな材料の内部構造の再配置を実現できます。以下は私たちが一般的に使用しているいくつかの熱処理工程です。.
焼鈍熱処理
焼鈍熱処理 加熱後、加熱炉内でゆっくり冷却します。時間コストは比較的高いです。主に材料の残留応力の問題を解決しつつ、材料の硬さを低減し、その後の切削や加工に有利にします。.

正規化熱処理
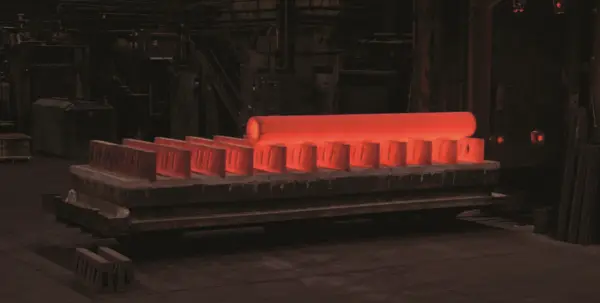
正規化熱処理 金属を暗赤色になるまで加熱し、その後空気中で冷却します。熱処理の効率は焼鈍よりも速いです。. 正規化熱処理 は材料の硬さを低減しません。また、 ミーリング 正規化されたワークピースでは、以前の工具の付着問題が解消されます。.
焼入れ熱処理
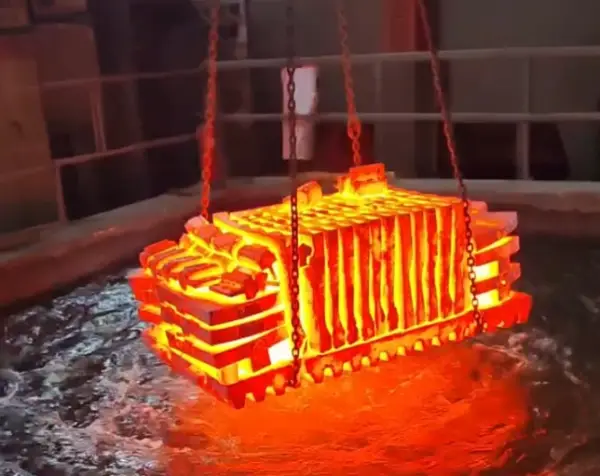
焼入れ処理は、金属を臨界温度まで加熱し、その後急冷(高速冷却)することです。通常、水冷または油冷によって行われます(油は材料の性能要件に応じて加熱して焼入れにも使用されることがあります)。.
焼戻し熱処理
焼戻し熱処理 は焼入れ後に行います。硬さを低減し、材料内部の一部の応力を除去し、金属の靭性を向上させ、過度の脆性や破断を防ぎます。焼入れは特定の部分を加熱し、急冷して局所的な硬さを制御することも可能です。例えば、包丁やギアの表面焼入れ処理は、高衝撃力下での完全な亀裂を防ぐことができます。.
焼戻し工程は低温焼戻し、中温焼戻し、高温焼戻しに分かれます。低温焼戻しは主に切削工具に使用され、中温はばねなどの弾性部品に、そして高温はシャフト、構造部品、その他の耐衝撃性のある部品に主に使用されます。.
その中で、焼き入れ+高温焼きなましは焼き入れ焼きなましとも呼ばれる。一般的な例としては、45鋼の焼き入れ焼きなましや40Crの焼き入れ焼きなましがあり、これにより仕上げ部品の強度、靭性、疲労耐性、衝撃耐性を効果的に向上させることができる。.

その他の熱処理:
真空熱処理
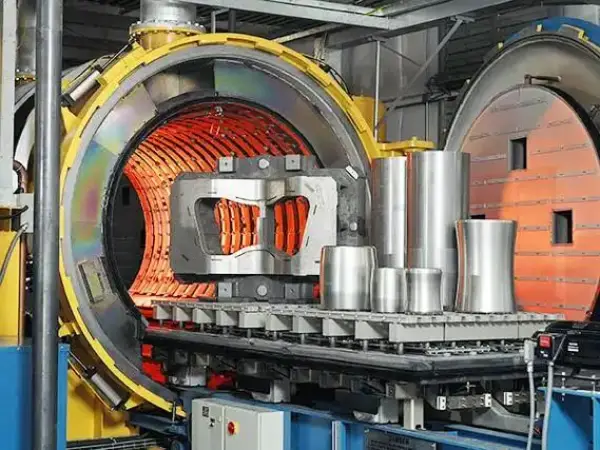
真空熱処理 は、ワークピースを真空熱処理炉に入れ、熱放射加熱と冷却を行う工程である。浸炭や窒化を含むほぼすべての熱処理工程を実現できる。冷却工程にはガス焼き入れ、水焼き入れ、油焼き入れ、硝酸塩塩焼き入れが含まれる。メリットは 真空熱処理サービス は、材料の酸化、炭素の損失、浸炭を防止し、材料内部の水素含有量を大幅に低減し、水素脆性を防ぐことができる点にある。.
コンピュータ制御の加熱・冷却方法を使用し、 真空炉熱処理 は、熱い部品の取り扱いを不要にし、表面金属の揮発や変形のリスクを回避しながら、安定性と安全な運用を実現する。.
溶体化処理
は、金属を800〜1200°Cに加熱し、組成や厚さに応じて一定時間保持し、炭化物やその他の析出物を基体に溶解させる工程である。その後、通常は水や油による急冷を行う。主にオーステナイト系ステンレス鋼に用いられる。溶体化処理の目的は、耐食性の回復と微細構造の軟化である。溶体化後に焼きなましを行うと、炭化物が再析出し、晶間腐食を引き起こす可能性がある。特定の性質を向上させるために、応力緩和焼きなましや安定化処理が推奨される。加熱中は感受性温度範囲を迅速に通過させる必要がある。.
連続熱処理
連続熱処理 は、主にバッチ標準部品の性能と構造を向上させるために使用される。連続加熱装置を用いて、統一された生産ラインの温度管理、搬送、統一冷却処理を行い、バッチ部品の熱処理速度を大幅に向上させる。.
ヒント:
1.すべての冷却工程が焼き入れと見なされるわけではなく、すべての材料に焼き入れ後の焼きなましが必要なわけではない。ウェルドエンジニアは、部品の使用条件に基づいて適切な熱処理を推奨できる。.
2.冷却速度は材料の性質に直接影響する。遅い冷却は一般に脆さ、硬さ、内部応力を低減し、靭性や加工性を向上させる。.
以下に、主要な4つの熱処理工程の概要を示し、理解を深めるための参考とする。.
| プロセス | 説明 |
|---|---|
| アニーリング | 熱保持+緩慢冷却+常温冷却(緩慢冷却速度) |
| 正規化 | 室温冷却(中程度の冷却速度) |
| 焼入れ | 高温金属の液体媒体冷却(非常に速い冷却速度) |
| 焼戻し | 焼入れされた材料の強度を保持しつつ脆性を低減する |
さまざまな金属の熱処理
金属材料の組成が異なるため、 金属の熱処理. には異なる詳細があります。以下に一般的な 金属熱処理 方法を簡単に紹介します。.
アルミニウムの熱処理
強度を向上させるために、, 6061熱処理 は必要な工程です。最も一般的な アルミニウム熱処理プロセス は T6熱処理.
6061アルミニウムを530±5℃に加熱し、マグネシウムとシリコンの元素がアルミニウムマトリックスに完全に溶解するようにします。この工程は 溶体化熱処理アルミニウム. 解決処理後、急速水冷が行われる(水温20〜80度、水温とタンクのサイズはアルミニウムのワークピースのサイズと厚さに応じて選択される。水槽はワークピースより大きくなければならず、ワークピースは完全に浸されている必要がある)。次に、175℃で8〜10時間の人工時効を行い、マグネシウム、シリコン、アルミニウムなどの合金元素の状態を「固定」する。 al 6061の熱処理 完了した後は 6061熱処理, 、元のO状態の30HBから95HB以上にブリネル硬さが増加する。強度は合金鋼に匹敵する。.
ステンレス鋼の熱処理
ステンレス鋼の熱処理 は、内部組成の違いにより、オーステナイト系、マルテンサイト系、フェライト系の3種類に分かれ、それぞれの熱処理方法が異なる。.
オーステナイト系ステンレス鋼の熱処理
オーステナイト系 ステンレス鋼の熱処理 (304、316、310L、316Lなど)は主に溶解処理+感作除去+応力除去を含む:まず1050〜1150℃に加熱し十分に保持し、すべてのカーバイドを基体に溶解させて完全溶解させ、オーステナイト化を完了させる。その後、急速水冷または空冷して常温に戻し、単相の均一なオーステナイト構造を得て、最適な耐食性と塑性を回復させる。全工程で焼きなましやマルテンサイトの形成は行われない。.
マルテンサイト系ステンレス鋼の熱処理
マルテンサイト系ステンレス鋼は、まず800〜880℃でアニーリングして軟化させ、その後950〜1060℃に加熱し保持し、油冷または急冷して高硬度・高応力のマルテンサイト構造を形成する。その後、感作脆性温度範囲の400〜600℃を避け、180〜250℃の低温焼きなましを行い高硬度と耐食性を維持するか、600〜700℃の高温焼きなましを行い靭性を向上させ、内部応力を除去し脆性を抑える。最終的に、用途に適したマルテンサイト鋼を得る。マルテンサイトは、オーステナイト化+急冷後にのみ形成されるものであり、マルテンサイト自体は本質的に含まれていない。.
フェライト系ステンレス鋼の熱処理
フェライト系ステンレス鋼の熱処理は、600〜800℃でアニーリングと冷却を行うことで実施される。フェライト系ワークピースは焼きなまし処理(水冷は禁止)を必要としない。なぜなら、フェライト系ステンレス鋼はクロム含有量が高く、ニッケル、窒素、マンガンの含有量が非常に低いためである。臨界温度まで加熱しても格子変形は起こらず、オーステナイト化は達成できない。.
ステンレス鋼の熱処理は、その硬さや強度を向上させることはできないが、鍛造やハンマー加工によって格子構造を変化させることで硬さと強度を改善できることに注意が必要である。.

鋼の熱処理
鋼の熱処理 は、加熱、保持、冷却の制御によって鋼の内部微細構造を変化させ、硬さ、強度、耐摩耗性、靭性を向上させる重要な製造工程である。異なる種類の鋼は、それぞれ異なる要求を持つ。 熱処理鋼 プロセス、および適切な選択 鋼の熱処理 ソリューションは、部品の耐久性と加工性能に直接影響します。.
炭素鋼
炭素鋼は低コストであり、適切に 鋼の熱処理, 、より良い硬さと機械的性質を得ることができます。.
炭素鋼は、粒子を細かくし、軟化させ、構造を調整するために正規化/焼鈍を行い、その後高温のオーステナイト化と保持を経て、水または油による急冷を行い、硬く脆いマルテンサイトを形成し、最後に必要な硬さ、靭性、内部応力に合わせて異なる温度で焼き戻しを行い、全体的な強化と靭性向上の熱処理を完了します。.
低炭素鋼は、通常、高靭性と溶接性能を必要とする構造部品に使用されます。中炭素鋼および高炭素鋼は、シャフト、ギア、金型付属品、耐摩耗部品などに広く使用されています。.
工具鋼
工具鋼の熱処理工程は、予熱から始まり、その後高温のオーステナイト化と保持を行い、水、油、塩浴による急冷で高硬度のマルテンサイトを得て、最後に低温焼き戻しを行い、応力を除去し、構造を安定化させ、脆さを低減し、高硬度を維持します。.
工具鋼は主に切削工具、プレス金型、成形型などの高負荷作業条件で使用されます。その中で、, D2鋼の熱処理 は、冷間作業用金型や高耐摩耗性の切削工具に一般的に使用され、適切な熱処理後に優れた耐摩耗性と寸法安定性を得ることができます。.
そして A2工具鋼の熱処理 は、精密金型や切削工具により一般的に使用され、硬さと靭性のバランスを良く実現します。.

合金鋼
クロム、モリブデン、ニッケルなどの合金元素を添加することで、合金鋼はより高い強度と硬化性を持ちます。合金鋼の熱処理は、まずオーステナイト化温度まで加熱し保持、その後急冷してマルテンサイトを形成し、作業条件に応じて低温・中温・高温焼き戻しを行い、粒子を細かくし、強度と靭性のバランスを取ります。必要に応じて、焼きなましや正規化も予備熱処理として使用されます。.
当社では、4140および4340合金鋼を使用したカスタムCNC加工の注文を頻繁に受けており、これらの材料はいずれも熱処理を受けるのが一般的です。.
4140鋼の熱処理 は、伝動シャフト、ギア、カップリングなどの部品に広く使用され、良好な強度、疲労耐性、衝撃耐性を提供します。.
より高い荷重やより厳しい作業条件下では、, 4340 鋼の熱処理 航空宇宙部品、重機械、高強度構造部品に一般的に使用され、より優れた総合機械的性質を実現します。.
実際の生産においては、, 熱処理が硬さに影響を与える鋼材 主に含む:
鋼の炭素含有量、加熱温度制御、保持時間、冷却速度、合金元素含有量。.
異なる鋼種の組成に応じて、適切な熱処理計画を選択することで、 鋼の熱処理 の性能利点を最大限に活用し、さまざまな産業の鋼の強度、靭性、耐腐食性、加工性の要求を満たすことができる。.
チタン熱処理
チタン合金はα型、α+β型、β型に分類される。α型は応力緩和または再結晶焼鈍のみを行い、構造を軟化・安定化させる;α+β型とβ型は高温溶解処理と急冷を採用して準安定構造を得た後、中温時の時効により析出硬化相を形成し、強度を向上させる。全熱処理工程は、酸化や水素脆化を防ぐために真空またはアルゴン保護下で行い、300~500℃の脆化ゾーンを避け、β相遷移点を超えないよう厳格に管理して粒径の粗大化を防止する。.
溶接後熱処理(PWHT)
溶接応力は通常、少量のマルテンサイト構造によって引き起こされるため、工業製造においては, 溶接後熱処理 は非常に重要な工程である。特に鋼やその他の金属材料の溶接部分では、 溶接後の熱処理, を行うことで、溶接部と熱影響域の微細構造を徐々にソルビトールに変化させ、溶接残留応力を効果的に除去できる。自転車フレームの製造例を挙げると、低炭素マルテンサイト合金鋼を使用した場合、 溶接後の熱処理, により、材料の構造はさらに焼戻しラツマルテンサイトに変化し、溶接応力を解放するだけでなく、フレームの溶接部分の靭性と全体的な強度も大幅に向上する。.
鋳造に用いる熱処理工程
鋳造は最も基本的な加工技術であり、多くの鋳物も強度や靭性などの機械的性質を向上させるために熱処理を必要とする。具体的な機能は以下の通り。.
1. 内部応力の除去
鋳造の凝固と冷却過程で、部分的な冷却速度の違いにより内部に残留応力が形成されやすい。熱処理はこれらの応力を解放し、その後の変形や亀裂、寸法不安定性を防ぐことができる。.
2. 構造と性能の向上
鋳造品は通常、粗い粒子や不均一な構造などの問題を抱えており、これらは強度や靭性に影響します。正規化や焼鈍などの熱処理を通じて、金相組織を最適化し、全体的な機械的性質を向上させることができます。.
3.硬さを低減し、加工性を向上させる
一部の鋳造品は鋳造後に高硬度を持ち、加工の難しさや工具の摩耗を増加させます。焼鈍などの熱処理を通じて、材料の硬さを低減し、切削工程をよりスムーズにします。.
しかし、すべての鋳造品が熱処理を必要とするわけではありません。例えば、負荷要件や精度要件が低い一般的な鋳造品は追加の熱処理を必要としない場合があります。しかし、荷重支持、圧力支持、高い安全性要件を持つ重要な鋳造品には、通常、熱処理が不可欠です。.

熱処理の適用範囲
· 機械製造:歯車、ベアリング、シャフト、ファスナー、一般機械部品、強度と耐摩耗性の向上。.
· 自動車産業:エンジン、ギアボックス、シャーシ、フレーム部品、強化と靭性向上、溶接応力の除去。.
· 金型および切削工具産業:プレス金型、射出成形型、切削工具、測定工具、高硬度、高耐摩耗性、変形防止。.
· 圧力容器および配管:ボイラー、貯蔵タンク、圧力配管、溶接後のPWHT応力緩和、亀裂防止、安全性確保。.
· 航空宇宙および軍事産業:高強度鋼、チタン合金、アルミニウム合金の構造部品、精密熱処理、高強度と軽量化のバランス。.
概要
熱処理手順 金属材料の加工において一般的な工程であり、機械加工分野において重要な役割を果たします。上記は金属熱処理工程の全内容です。熱処理に関する深い理解や最新の資料・内容を知りたい場合は、 コンタクト 当社の生産経験を活かした溶接加工もご利用ください。同時に、鋳造、押出しなどの金属加工の見積もりも提供しています。, CNC加工等々。

よくあるご質問
一般的に 熱処理装置 ?
· ボックス抵抗炉:一般的な焼鈍、正規化、焼入れ、焼戻し、作業品のバッチ従来の熱処理。.
· ピット炉:長軸、棒材、線材向け専用、焼戻し、浸炭、焼鈍に適している。.
· 真空熱処理炉:ステンレス鋼、チタン合金、精密金型鋼、酸化防止の焼入れ、焼戻し、溶解処理。.
· 塩浴炉:小型切削工具や金型、急速加熱、小変形、焼入れと焼戻し専用。.
· 連続メッシュベルト炉 / プッシャー炉:大量生産の標準部品やファスナー、組立ラインの焼入れと焼戻し。.
· 誘導加熱装置:シャフトやギアの表面焼入れ、局所焼鈍、迅速な加熱、小変形。.
· 焼戻し炉:低温および中温の焼戻し専用、焼入れ後の応力除去と硬さ安定化に使用。.
· 焼入れタンク:油槽、水槽、塩水槽、各種炉と併用して焼入れ冷却。.
· はんだ付け / 統合熱処理炉:溶接と溶接後熱処理(PWHT)を組み合わせ、溶接後の応力除去を行う。.
· 熱処理理論と実際の操作は依然として遠い距離にある。金属の熱処理プロセスを完璧に制御し、必要な材料特性を得るためには、異なる熱処理装置を習得する必要がある。これは、料理がレシピだけに頼ることなく、熱制御やヘラ操作に慣れる必要があるのと同じである。.
どのようにして 熱処理の検証 合格しているかどうかを判断しますか?
硬さ試験、金属組織観察、機械的性質試験、外観変形検査、耐腐食性試験、非破壊検査を通じて、材料規格や工程要件と比較し、熱処理の硬さ、組織、靭性、応力、変形、欠陥が基準を満たしているかを総合的に判断し、熱処理の適合性を検証します。.
一般的に 熱処理欠陥 ?
硬さ不良(硬さが高すぎる、低すぎる、不均一な硬さ)
変形および歪み(寸法許容範囲超過、曲がり、ねじれ)
熱処理割れ 主に不適切な焼入れによる亀裂(微細割れ、エッジ割れ)
酸化および脱炭(表面スケーリング、表面軟化)
過熱粗大粒(材料の脆さ、靭性低下)
何を意味しますか 高品質な熱処理 はどのように見えますか?
適合し高品質な熱処理済み工件:均一で適合した硬さ、細粒組織、変形や亀裂なし、酸化や脱炭なし、残留応力低、寸法安定、総合的な強度と靭性が一致している。.
使い方 熱処理機 ?
加熱温度の決定
加熱温度は炭素鉄相図の臨界点に基づいて決定し、その後30〜50度セルシウス上げます。温度制御装置がない場合は、磁石を使って確認することもできます。温度がキュリー点に達すると、鋼は磁性材料から非磁性材料に変わり、鋼がオーステナイト系ステンレス鋼領域に入ったことを示します。.
鋼の焼き入れが成功したかどうかを判断する方法は?
焼入れ後の工件の外観は灰色黒色です。摩擦試験にはヤスリを使用し、滑りが起きるかどうかを観察します。摩擦音がシャープでクリスプであれば、浅い白線のみで粉末が落ちていなければ、焼入れは成功です。.







