









Heat treatment services are only applied to material workpieces that have performance requirements. The essence of heat treatment is to heat the metal and then cool it down, with the purpose of improving the hardness and strength of the metal while releasing internal stress. Internal stress in materials mainly comes from casting, forging, pressure processing, welding, and machining. Performing heat and treatment on workpiece materials can meet the safety and mechanical performance requirements of most machine tool components, structural parts, and accessories.

Types of heat treatment
There are mainly four common heat treatment methods: annealing, normalizing, quenching, and tempering. Different heat treatment processes require different processing times, and the mechanical properties also vary. Choosing the appropriate heat treatment process can achieve the rearrangement of internal components in different materials. The following are several heat treatment processes commonly used by us.
Annealing heat treatment
Annealing heat treatment adopts heating and then slow cooling inside the heating furnace. The time cost is relatively high. It mainly solves the problem of residual stress in materials while reducing material hardness, which is beneficial for subsequent cutting and machining.

Normalising heat treatment
Normalising heat treatment involves heating the metal until it becomes dark red and then exposing it to air for cooling. The heat treatment efficiency is faster than annealing. normalizing heat treatment does not reduce the hardness of the material, and when milling normalized workpieces, the previous problem of tool sticking disappears.
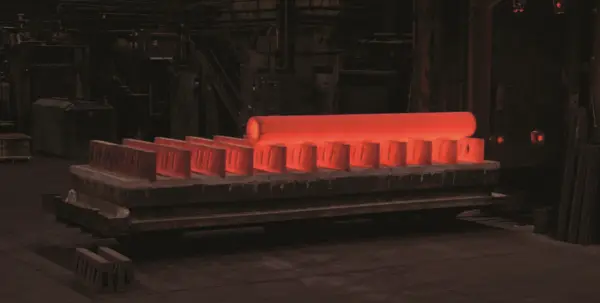
Quenching heat treatment
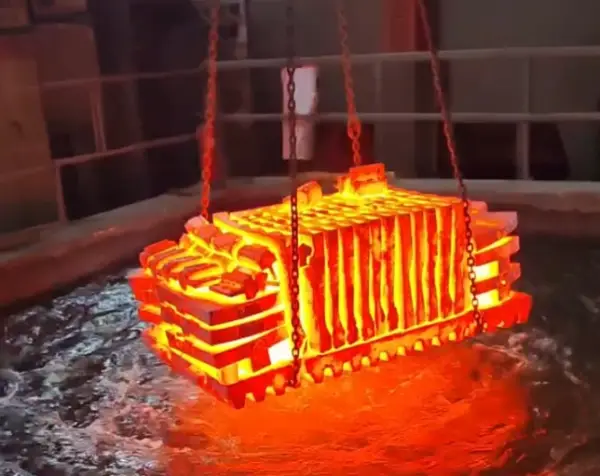
Quenching treatment is to heat the metal to its critical temperature and then cool it rapidly (high-speed cooling), usually by water cooling or oil cooling (oil can also be heated for quenching according to material performance requirements).
Tempering heat treatment
Tempering heat treatment is used after quenching. It can reduce hardness, eliminate part of the internal stress in the material, enhance metal toughness, and avoid excessive brittleness and fracture. Quenching can also heat specific areas of the material and then rapidly cool them to control local hardness, such as the surface quenching treatment of kitchen knives and gears, which can prevent complete cracking under high impact force.
Tempering processes are divided into low-temperature tempering, medium-temperature tempering, and high-temperature tempering. Low-temperature tempering is mainly used for cutting tools, medium-temperature is mainly used for elastic parts such as springs, and high-temperature is mainly used for shafts, structural parts, and other impact-resistant components.
Among them, quenching + high-temperature tempering is also called quenching and tempering. Common examples include 45 steel quenching and tempering, and 40Cr quenching and tempering, which can effectively improve the strength, toughness, fatigue resistance, and impact resistance of finished parts.

Other Heat Treatment:
Vacuum heat treatment
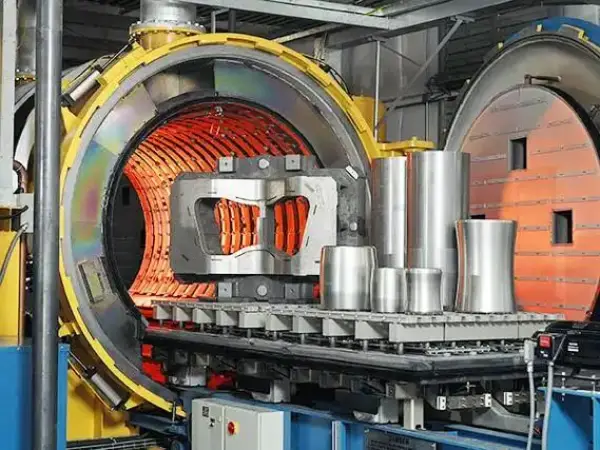
Vacuum heat treatment is the process of placing workpieces in a vacuum heat treatment furnace for thermal radiation heating and cooling. It can achieve almost all heat treatment processes, including carburizing and nitriding. Cooling processes include gas quenching, water quenching, oil quenching, and nitrate salt quenching. The advantage of vacuum heat treatment services is that it prevents oxidation, decarburization, and carburization of materials, while significantly reducing the hydrogen content inside materials and preventing hydrogen embrittlement.
Computer-controlled heating and cooling methods are used, and vacuum furnace heat treatment eliminates the need for handling hot parts while avoiding the risks of surface metal volatilization and deformation, with good stability and safe operation.
Solution Treatment
Solution heat treatment involves heating a metal to 800–1200 °C, holding it for a period depending on composition and material thickness, so that carbides and other precipitates dissolve into the matrix. The material is then rapidly cooled, typically by water or oil quenching. It is mainly used for austenitic stainless steels. The purpose of solution treatment is to restore corrosion resistance and soften the microstructure. If tempering is applied after solution treatment, carbides may re-precipitate, which can lead to intergranular corrosion. To improve specific properties, stress-relief annealing or stabilization treatment is recommended. During heating, the material should pass quickly through the sensitization temperature range.
Continuous heat treatment
Continuous heat treatment is mainly used for improving the performance and structure of batch standard parts. It uses continuous heating equipment to perform unified production line temperature control, conveying, and unified cooling treatment for batch workpieces, greatly improving the heat treatment speed of batch parts.
Tips:
1.Not all cooling processes are considered quenching, and not all materials require tempering after quenching. Weldo engineers can recommend suitable heat treatment based on the part’s service conditions.
2.Cooling rate directly affects material properties. Slower cooling generally reduces brittleness, hardness, and internal stress, while improving toughness and machinability.
We have provided the following summary of the 4 main heat treatment processes to facilitate your better understanding.
| Process | Description |
|---|---|
| Annealing | Heat preservation + slow cooling + room temperature cooling (slow cooling rate) |
| Normalizing | Room temperature cooling (moderate cooling rate) |
| Quenching | Liquid medium cooling of high-temperature metal (very fast cooling rate) |
| Tempering | Reduce the brittleness of quenched materials while retaining strength |
Heat Treatment of Different Metals
Due to the different compositions of metal materials, there are different details in heat treatment of metals. Below is a brief introduction to common metal heat treatment methods.
Aluminum heat treatment
In order to improve strength, 6061 heat treatment is a necessary process. The most common aluminum heat treatment process is t6 heat treatment.
We heat 6061 aluminum to 530±5 ℃, allowing magnesium and silicon elements to fully dissolve into the aluminum matrix. This step is called solution heat treatment aluminum. After solution treatment, rapid water quenching is performed (water temperature 20~80 degrees, water temperature and tank size selected according to aluminum workpiece size and thickness. The water tank must be larger than the workpiece, and the workpiece must be fully submerged). Then through artificial aging at 175℃ for 8-10 hours, the state of alloy elements such as magnesium, silicon, and aluminum is “locked in.” After al 6061 heat treatment is completed, compared with before 6061 heat treatment, the Brinell hardness increases from the original O state of 30HB to above 95HB. The strength is comparable to alloy steel.
Stainless steel heat treatment
heat treatment of stainless steel is divided into three types according to different internal compositions: austenitic, martensitic, and ferritic stainless steel, and the heat treatment methods are different.
Austenitic Stainless Steel Heat Treatment
Austenitic stainless steel heat treatment (304, 316, 310L, 316L,etc.) mainly involves solution treatment + sensitization elimination + stress relief: first heat to 1050~1150℃ and hold sufficiently, allowing all carbides to dissolve into the matrix to complete solution austenitization, then rapidly water cool / air cool to room temperature to obtain a single-phase uniform austenite structure, restore optimal corrosion resistance and plasticity, with no quenching and no martensite formation throughout the process.
Martensitic Stainless Steel Heat Treatment
Martensitic stainless steel is first softened by annealing at 800~880℃, then heated to 950~1060℃ and held, followed by oil cooling or rapid air cooling to form high-hardness, high-stress martensitic structure. Then the sensitization brittle temperature range of 400~600℃ is avoided, and low-temperature tempering at 180~250℃ is used to maintain high hardness and corrosion resistance, or high-temperature tempering at 600~700℃ is used to improve toughness, eliminate internal stress, and temper brittleness, finally obtaining martensitic steel that meets application requirements. Martensitic stainless steel itself does not inherently contain martensite. Martensite is only formed after austenitization + rapid cooling.
Ferritic Stainless Steel Heat Treatment
Heat treatment of ferritic stainless steel is performed by annealing and cooling at 600-800℃. Ferritic workpieces do not require quenching treatment (water cooling is prohibited), because ferritic stainless steel has high chromium content and very low nickel, nitrogen, and manganese content. Even when heated to the critical temperature, lattice deformation cannot occur, and austenitization cannot be achieved.
It should be noted that heat treatment of stainless steel cannot improve its hardness and strength, but forging or hammering can change its lattice structure, thereby improving hardness and strength.

Steel heat treatments
Heat treatment of steel is a key manufacturing process that changes the internal microstructure of steel by controlling heating, holding, and cooling processes, thereby improving hardness, strength, wear resistance, and toughness. Different types of steel have different requirements for heat treatment steel processes, and selecting appropriate steel heat treatments solutions directly affects the service life and machining performance of parts.
Carbon Steel
Carbon steel has low cost, and through appropriate steel heat treatment, better hardness and mechanical properties can be obtained.
Carbon steel undergoes normalizing/annealing to refine grains, soften, and condition the structure, followed by high-temperature austenitizing and holding + water/oil quenching to form hard and brittle martensite, and finally tempering at different temperatures to match the required hardness, toughness, and internal stress, completing the overall strengthening and toughening heat treatment.
Low-carbon steel is usually used for structural parts requiring high toughness and welding performance; medium-carbon steel and high-carbon steel are widely used in shafts, gears, mold accessories, and wear-resistant parts.
Tool Steel
The heat treatment process of tool steel starts with preheating, followed by high-temperature austenitizing and holding, then water/oil/salt bath quenching to obtain high-hardness martensite, and finally low-temperature tempering to eliminate stress, stabilize the structure, and reduce brittleness, thereby maintaining high hardness.
Tool steel is mainly used in cutting tools, stamping dies, forming molds, and other high-load working conditions. Among them, d2 steel heat treatment is commonly used for cold working dies and high wear-resistant cutting tools, which can obtain excellent wear resistance and dimensional stability after proper heat treatment.
And a2 tool steel heat treatment is more commonly used in precision molds and cutting tools, achieving a good balance between hardness and toughness.

Alloy Steel
Due to the addition of alloy elements such as chromium, molybdenum, and nickel, alloy steel has higher strength and hardenability. Heat treatment of alloy steel involves first heating to austenitizing temperature and holding, then quenching for rapid cooling to form martensite, followed by low/medium/high-temperature tempering according to working conditions to refine grains and achieve strength-toughness matching; if necessary, annealing and normalizing are used as preliminary heat treatment.
Our company frequently receives orders for custom CNC machining using 4140 and 4340 alloy steels; both of these materials commonly undergo heat treatment.
4140 steel heat treatment is widely used in transmission shafts, gears, couplings, and other parts, providing good strength, fatigue resistance, and impact resistance.
Under higher loads or more severe working conditions, 4340 steel heat treatment is commonly used in aerospace parts, heavy machinery, and high-strength structural components, achieving more excellent comprehensive mechanical properties.
In actual production, Heat Treatment Factors Affecting Hardness Steels mainly include:
Carbon content of steel,Heating temperature control,Holding time,Cooling speed,Alloy element content.
According to the composition of different steel grades, selecting an appropriate heat treatment plan can fully utilize the performance advantages of Heat treatment of steel and meet the requirements of different industries for steel strength, toughness, corrosion resistance, and machinability.
Titanium heat treatment
Titanium alloys are divided into α type, α+β type, and β type. α type only undergoes stress relief or recrystallization annealing to soften and stabilize the structure; α+β and β types can adopt high-temperature solution treatment and rapid cooling to obtain metastable structures, followed by medium-temperature aging to precipitate strengthening phases and improve strength. The entire heat treatment process requires vacuum or argon protection to prevent oxidation and hydrogen embrittlement, while avoiding the 300~500℃ embrittlement zone and strictly controlling not to exceed the β phase transition point to prevent grain coarsening.
Post weld heat treatment(pwht)
Welding stress is usually caused by a small amount of martensitic structure, so in industrial manufacturing, post weld heat treatment is a very important process. Especially in welded areas of steel and other metal materials, through post heat treatment in welding, the microstructure of the weld and heat-affected zone can gradually transform into sorbite, thereby effectively eliminating welding residual stress. Taking bicycle frame manufacturing as an example, if low-carbon martensitic alloy steel is used, during heat treatment after welding, the material structure will further transform into tempered lath martensite, which can not only release welding stress, but also significantly improve the toughness and overall strength of welded areas of the frame.
Heat treatment process used for casting
Casting is the most basic processing technology, and many castings also require heat treatment to improve mechanical properties such as strength and toughness. The specific functions are as follows.
1. Eliminate Internal Stress
During the solidification and cooling process of castings, due to different cooling rates in different parts, residual stress is easily formed inside. Heat treatment can release these stresses and avoid deformation, cracking, or dimensional instability in later stages.
2. Improve Structure and Performance
Castings usually have problems such as coarse grains and uneven structure in the as-cast state, which affect strength and toughness. Through heat treatments such as normalizing and annealing, the metallographic structure can be optimized and the overall mechanical properties can be improved.
3. Reduce Hardness and Improve Machinability
Some castings have high hardness after casting, which increases machining difficulty and tool wear. Through heat treatments such as annealing, material hardness can be reduced, making cutting processes smoother.
However, not all castings must undergo heat treatment. For example, some ordinary castings with low load requirements and low precision requirements may not require additional heat treatment. But for important castings with load-bearing, pressure-bearing, or high safety requirements, heat treatment is usually essential.

Heat treatment applications
· Mechanical manufacturing: gears, bearings, shafts, fasteners, general mechanical parts, improving strength and wear resistance.
· Automotive industry: engines, gearboxes, chassis, frame components, strengthening and toughening, eliminating welding stress.
· Mold and cutting tool industry: stamping dies, injection molds, cutting tools, measuring tools, ensuring high hardness, high wear resistance, and no deformation.
· Pressure vessels and pipelines: boilers, storage tanks, pressure pipelines, post-weld PWHT stress relief, crack prevention, and safety assurance.
· Aerospace and military industry: high-strength steel, titanium alloy, aluminum alloy structural parts, precision heat treatment, balancing high strength and lightweight.
Summary
heat treatment procedure is a common step in metal material processing and plays an important role in the machining field. The above is the complete content of the metal heat treatment process. If you have a deeper understanding of heat treatment in the machining field or want updated materials and content, you can contact weldo machining to obtain more of our production experience. At the same time, we also provide metal processing quotations, such as casting, extrusion, cnc machining, etc.

FAQ
What are the common heat treatment equipment ?
· Box resistance furnace: general annealing, normalizing, quenching, tempering, batch conventional heat treatment of workpieces.
· Pit furnace: dedicated for long shafts, rods, and wire materials, suitable for tempering, carburizing, and annealing.
· Vacuum heat treatment furnace: stainless steel, titanium alloy, precision mold steel, oxidation-free quenching, tempering, and solution treatment.
· Salt bath furnace: small cutting tools and molds, rapid heating, small deformation, dedicated for quenching and tempering.
· Continuous mesh belt furnace / pusher furnace: mass-produced standard parts and fasteners, assembly line quenching and tempering.
· Induction heating equipment: shaft and gear surface quenching, local annealing, fast speed, small deformation.
· Tempering furnace: dedicated low-temperature and medium-temperature tempering, used after quenching for stress relief and hardness stabilization.
· Quenching tank: oil tank, water tank, brine tank, used with various furnaces for quenching cooling.
· Brazing / integrated heat treatment furnace: combines welding and post weld heat treatment(PWHT) post-weld stress relief.
Knowing heat treatment theory and actual operation are still far apart. It is necessary to master different heat treatment equipment in order to perfectly control the metal heat treatment process and achieve the required material properties, just like cooking cannot rely only on recipe steps, but also requires familiarity with heat control and spatula operation.
How to determine whether heat treatment verification is qualified ?
Through hardness testing, metallographic observation, mechanical property testing, appearance deformation inspection, corrosion resistance testing, and non-destructive inspection, compared with material standards and process requirements, comprehensively determine whether the heat treatment hardness, structure, toughness, stress, deformation, and defects meet the standards, which is the verification of whether the heat treatment is qualified.
What are the common heat treatment defects ?
Hardness failure (too high, too low, uneven hardness)
Deformation and warping (dimensional tolerance exceeded, bending, twisting)
heat treatment cracks are mainly cracks caused by improper quenching (microcracks, edge cracking)
Oxidation and decarburization (surface scaling, surface softening)
Overheated coarse grains (material brittleness, reduced toughness)
What does quality heat treatment look like ?
Qualified and high-quality heat-treated workpieces: uniform and qualified hardness, fine grain structure, no deformation or cracking, no oxidation or decarburization, low residual stress, stable dimensions, and matched comprehensive strength and toughness.
How to use heat treatment machine ?
Determination of Heating Temperature
The heating temperature can be determined according to the critical point in the iron-carbon phase diagram, and then increased by 30-50 degrees Celsius. If there is no temperature control equipment, a magnet can also be used for verification. When the temperature reaches the Curie point, steel changes from a magnetic material to a non-magnetic material, indicating that the steel has entered the austenitic stainless steel region.
How to determine whether steel quenching is successful ?
After quenching, the appearance of the workpiece is gray-black. A file can be used for friction testing to observe whether slipping occurs. If the friction sound is crisp and sharp, with only a shallow white line and no powder falling off, it indicates that the quenching is successful.







