









Services de traitement thermique ne sont appliqués qu'aux pièces de matériau qui ont des exigences de performance. L'essence du traitement thermique consiste à chauffer le métal puis à le refroidir, dans le but d'améliorer la dureté et la résistance du métal tout en libérant les contraintes internes. Les contraintes internes dans les matériaux proviennent principalement de la coulée, de la forge, du traitement sous pression, de la soudure et de l'usinage. Effectuer un traitement thermique sur les matériaux des pièces peut répondre aux exigences de sécurité et de performance mécanique de la plupart des composants de machines-outils, pièces structurelles et accessoires.

Types de traitement thermique
Il existe principalement quatre méthodes courantes de traitement thermique : l'annealing, la normalisation, la trempe et la revenu. Différents processus de traitement thermique nécessitent des temps de traitement différents, et les propriétés mécaniques varient également. Choisir le processus de traitement thermique approprié peut permettre la réorganisation des composants internes dans différents matériaux. Voici plusieurs processus de traitement thermique couramment utilisés par nos soins.
Traitement thermique par annealing
Traitement thermique par annealing adopte un chauffage puis un refroidissement lent à l'intérieur du four de chauffage. Le coût en temps est relativement élevé. Il résout principalement le problème de contrainte résiduelle dans les matériaux tout en réduisant la dureté du matériau, ce qui est bénéfique pour la coupe et l'usinage ultérieurs.

Traitement thermique par normalisation
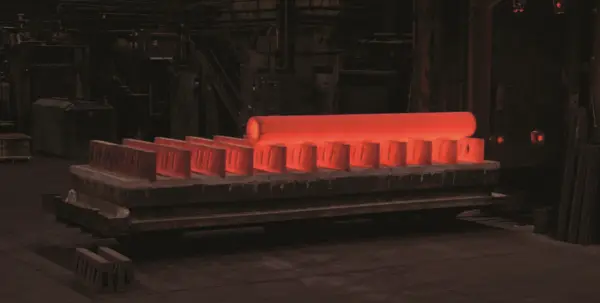
Traitement thermique par normalisation consiste à chauffer le métal jusqu'à ce qu'il devienne rouge foncé, puis à l'exposer à l'air pour le refroidir. L'efficacité du traitement thermique est plus rapide que celle de l'annealing. Traitement thermique de normalisation ne réduit pas la dureté du matériau, et lorsque fraisage les pièces normalisées, le problème précédent d'adhérence de l'outil disparaît.
Traitement thermique par trempe
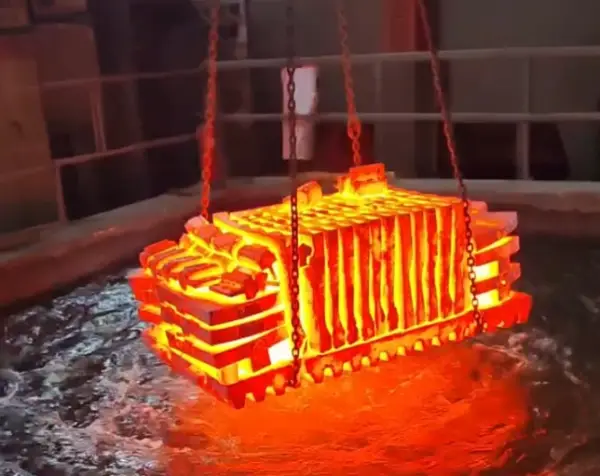
La trempe consiste à chauffer le métal jusqu'à sa température critique, puis à le refroidir rapidement (refroidissement à haute vitesse), généralement par refroidissement à l'eau ou à l'huile (l'huile peut également être chauffée pour la trempe selon les exigences de performance du matériau).
Traitement thermique par revenu
Traitement thermique par revenu est utilisé après la trempe. Il peut réduire la dureté, éliminer une partie des contraintes internes dans le matériau, renforcer la ténacité du métal, et éviter une fragilité excessive et la fracture. La trempe peut également chauffer des zones spécifiques du matériau, puis les refroidir rapidement pour contrôler la dureté locale, comme le traitement de trempe de surface des couteaux de cuisine et des engrenages, ce qui peut prévenir la fissuration complète sous une force d'impact élevée.
Les processus de revenu sont divisés en revenu à basse température, à température moyenne et à haute température. Le revenu à basse température est principalement utilisé pour les outils de coupe, le revenu à température moyenne pour les pièces élastiques telles que les ressorts, et le revenu à haute température pour les arbres, pièces structurelles et autres composants résistants aux chocs.
Parmi eux, la trempe + le revenu à haute température est également appelé trempe et revenu. Des exemples courants incluent la trempe et le revenu de l'acier 45, et la trempe et le revenu du 40Cr, ce qui peut améliorer efficacement la résistance, la ténacité, la résistance à la fatigue et la résistance aux chocs des pièces finies.

Autres traitements thermiques :
Traitement thermique sous vide
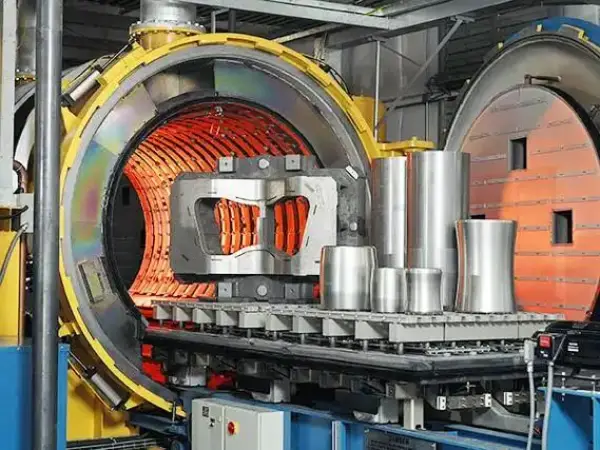
Traitement thermique sous vide est le processus de placement des pièces dans un four de traitement thermique sous vide pour un chauffage et un refroidissement par rayonnement thermique. Il peut réaliser presque tous les processus de traitement thermique, y compris la cémentation et la nitruration. Les processus de refroidissement comprennent la trempe au gaz, la trempe à l'eau, la trempe à l'huile et la trempe au sel nitraté. L'avantage des services de traitement thermique sous vide est qu'il empêche l'oxydation, la décarburation et la carburation des matériaux, tout en réduisant considérablement la teneur en hydrogène à l'intérieur des matériaux et en prévenant la fragilisation par l'hydrogène.
Des méthodes de chauffage et de refroidissement contrôlées par ordinateur sont utilisées, et le traitement thermique en four sous vide élimine le besoin de manipuler des pièces chaudes tout en évitant les risques de volatilisation et de déformation du métal en surface, avec une bonne stabilité et un fonctionnement sûr.
Traitement de mise en solution
Le traitement thermique de mise en solution implique le chauffage d'un métal à 800–1200 °C, le maintien à cette température pendant une période dépendant de la composition et de l'épaisseur du matériau, afin que les carbures et autres précipités se dissolvent dans la matrice. Le matériau est ensuite rapidement refroidi, généralement par trempe à l'eau ou à l'huile. Il est principalement utilisé pour les aciers inoxydables austénitiques. Le but du traitement de mise en solution est de restaurer la résistance à la corrosion et d'adoucir la microstructure. Si un revenu est appliqué après le traitement de mise en solution, les carbures peuvent reprécipiter, ce qui peut entraîner une corrosion intergranulaire. Pour améliorer des propriétés spécifiques, un recuit de détente ou un traitement de stabilisation est recommandé. Pendant le chauffage, le matériau doit passer rapidement à travers la plage de température de sensibilisation.
Traitement thermique continu
Traitement thermique continu est principalement utilisé pour améliorer les performances et la structure des pièces standard en lot. Il utilise un équipement de chauffage continu pour effectuer un contrôle de température, un transport et un traitement de refroidissement unifiés sur une ligne de production pour les pièces en lot, améliorant considérablement la vitesse de traitement thermique des pièces en lot.
Conseils :
1.Tous les processus de refroidissement ne sont pas considérés comme de la trempe, et tous les matériaux ne nécessitent pas de revenu après la trempe. Les ingénieurs de Weldo peuvent recommander un traitement thermique approprié en fonction des conditions de service de la pièce.
2.La vitesse de refroidissement affecte directement les propriétés du matériau. Un refroidissement plus lent réduit généralement la fragilité, la dureté et les contraintes internes, tout en améliorant la ténacité et l'usinabilité.
Nous avons fourni le résumé suivant des 4 principaux processus de traitement thermique pour faciliter votre meilleure compréhension.
| Processus | Description |
|---|---|
| Recuit | Maintien en température + refroidissement lent + refroidissement à température ambiante (vitesse de refroidissement lente) |
| Normalisation | Refroidissement à température ambiante (taux de refroidissement modéré) |
| Trempe | Refroidissement du métal en milieu liquide à haute température (taux de refroidissement très rapide) |
| Revenu | Réduire la fragilité des matériaux trempés tout en conservant la résistance |
Traitement thermique de différents métaux
En raison des différentes compositions des matériaux métalliques, il existe différentes précisions dans le traitement thermique des métaux. Ci-dessous une brève introduction aux méthodes courantes de traitement thermique des métaux .
Traitement thermique de l'aluminium
Afin d'améliorer la résistance, le traitement thermique 6061 est un processus nécessaire. Le plus courant processus de traitement thermique de l'aluminium est t6.
Nous chauffons l'aluminium 6061 à 530±5 ℃, permettant aux éléments magnésium et silicium de se dissoudre pleinement dans la matrice d'aluminium. Cette étape est appelée traitement thermique de solution aluminium. Après le traitement de solution, un refroidissement rapide à l'eau est effectué (température de l'eau 20~80 degrés, température de l'eau et taille du réservoir sélectionnées en fonction de la taille et de l'épaisseur de la pièce en aluminium. Le réservoir d'eau doit être plus grand que la pièce, et la pièce doit être complètement immergée). Ensuite, par vieillissement artificiel à 175℃ pendant 8-10 heures, l'état des éléments d'alliage tels que le magnésium, le silicium et l'aluminium est “ verrouillé ”. Après traitement thermique de l'al 6061 est terminé, comparé à avant le traitement thermique 6061, la dureté Brinell passe de l'état O initial de 30HB à plus de 95HB. La résistance est comparable à celle de l'acier allié.
Traitement thermique de l'acier inoxydable
traitement thermique de l'acier inoxydable est divisé en trois types selon la composition interne différente : acier inoxydable austénitique, martensitique et ferritique, et les méthodes de traitement thermique diffèrent.
Traitement thermique de l'acier inoxydable austénitique
Austénitique traitement thermique de l'acier inoxydable (304, 316, 310L, 316L, etc.) concerne principalement le traitement de solution + élimination de la sensibilisation + détente : d'abord chauffer à 1050~1150℃ et maintenir suffisamment longtemps, permettant à tous les carbures de se dissoudre dans la matrice pour compléter la solution d'austénitisation, puis refroidir rapidement à l'eau / refroidir à l'air jusqu'à la température ambiante pour obtenir une structure austénitique uniforme à une seule phase, restaurer la résistance à la corrosion et la plasticité optimales, sans trempe ni formation de martensite tout au long du processus.
Traitement thermique de l'acier inoxydable martensitique
L'acier inoxydable martensitique est d'abord adouci par recuit à 800~880℃, puis chauffé à 950~1060℃ et maintenu, suivi d'un refroidissement à l'huile ou à l'air rapide pour former une structure martensitique à haute dureté et haute contrainte. Ensuite, la plage de température de fragilité de sensibilisation de 400~600℃ est évitée, et un revenu à basse température à 180~250℃ est utilisé pour maintenir une haute dureté et une résistance à la corrosion, ou un revenu à haute température à 600~700℃ est utilisé pour améliorer la ténacité, éliminer les contraintes internes et réduire la fragilité de revenu, obtenant finalement un acier martensitique répondant aux exigences d'application. L'acier inoxydable martensitique lui-même ne contient pas intrinsèquement de martensite. La martensite ne se forme qu'après austénitisation + refroidissement rapide.
Traitement thermique de l'acier inoxydable ferritique
Le traitement thermique de l'acier inoxydable ferritique est effectué par recuit et refroidissement à 600-800℃. Les pièces ferritiques ne nécessitent pas de traitement de trempe (le refroidissement à l'eau est interdit), car l'acier inoxydable ferritique a une teneur élevée en chrome et une très faible teneur en nickel, azote et manganèse. Même lorsqu'il est chauffé à la température critique, aucune déformation du réseau cristallin ne peut se produire, et l'austénitisation est impossible.
Il convient de noter que le traitement thermique de l'acier inoxydable ne peut pas améliorer sa dureté et sa résistance, mais la forge ou le martelage peuvent changer sa structure cristalline, améliorant ainsi la dureté et la résistance.

Traitements thermiques de l'acier
Traitement thermique de l'acier est un processus de fabrication clé qui modifie la microstructure interne de l'acier en contrôlant les processus de chauffage, de maintien et de refroidissement, améliorant ainsi la dureté, la résistance, la résistance à l'usure et la ténacité. Différents types d'acier ont des exigences différentes pour traitement thermique de l'acier processus, et la sélection appropriée traitements thermiques de l'acier au carbone les solutions ont une influence directe sur la durée de vie et les performances d'usinage des pièces.
Acier au carbone
L'acier au carbone a un coût faible, et grâce à une Traitement thermique de l'acier, une meilleure dureté et des propriétés mécaniques peuvent être obtenues.
L'acier au carbone subit un normalisation/recuit pour affiner les grains, adoucir et conditionner la structure, suivi d'une austénitisation à haute température et d'un maintien + trempe à l'eau/huile pour former une martensite dure et fragile, et enfin un revenu à différentes températures pour ajuster la dureté, la ténacité et les contraintes internes, complétant ainsi le traitement thermique global de renforcement et de trempe.
L'acier au carbone faiblement allié est généralement utilisé pour les pièces structurelles nécessitant une haute ténacité et une bonne soudabilité ; l'acier au carbone moyen et l'acier au carbone élevé sont largement utilisés dans les arbres, engrenages, accessoires de moules et pièces résistantes à l'usure.
Acier à outils
Le processus de traitement thermique de l'acier à outils commence par un préchauffage, suivi d'une austénitisation à haute température et d'un maintien, puis d'une trempe à l'eau/huile/bain salin pour obtenir une martensite à haute dureté, et enfin un revenu à basse température pour éliminer les contraintes, stabiliser la structure et réduire la fragilité, permettant ainsi de maintenir une haute dureté.
L'acier à outils est principalement utilisé dans les outils de coupe, les matrices de découpe, les moules de formage et d'autres conditions de travail à haute charge. Parmi eux, traitement thermique de l'acier D2 est couramment utilisé pour les matrices de travail à froid et les outils de coupe à haute résistance à l'usure, qui peuvent obtenir une excellente résistance à l'usure et une stabilité dimensionnelle après un traitement thermique approprié.
Et traitement thermique de l'acier à outils A2 est plus couramment utilisé dans les moules de précision et les outils de coupe, atteignant un bon équilibre entre dureté et ténacité.

Acier allié
En raison de l'ajout d'éléments d'alliage tels que le chrome, le molybdène et le nickel, l'acier allié possède une résistance et une capacité de durcissement supérieures. Le traitement thermique de l'acier allié consiste d'abord à le chauffer jusqu'à la température d'austénitisation et à le maintenir, puis à le tremper pour un refroidissement rapide afin de former une martensite, suivi d'un revenu à basse/moyenne/haute température selon les conditions de travail pour affiner les grains et obtenir une correspondance entre résistance et ténacité ; si nécessaire, le recuit et la normalisation sont utilisés comme traitements préliminaires.
Notre entreprise reçoit fréquemment des commandes pour l'usinage CNC personnalisé utilisant des aciers alliés 4140 et 4340 ; ces deux matériaux subissent généralement un traitement thermique.
Traitement thermique de l'acier 4140 est largement utilisé dans les arbres de transmission, engrenages, accouplements et autres pièces, offrant une bonne résistance, une résistance à la fatigue et une résistance aux impacts.
Sous des charges plus élevées ou dans des conditions de travail plus sévères, 4340 Traitement thermique de l'acier est couramment utilisé dans les pièces aéronautiques, les machines lourdes et les composants structurels à haute résistance, atteignant des propriétés mécaniques globales plus excellentes.
En production réelle, Facteurs de traitement thermique influençant la dureté des aciers principalement inclure :
Contenu en carbone de l'acier, Contrôle de la température de chauffage, Temps de maintien, Vitesse de refroidissement, Contenu en éléments d'alliage.
Selon la composition des différents grades d'acier, la sélection d'un plan de traitement thermique approprié peut exploiter pleinement les avantages de performance de Traitement thermique de l'acier et répondre aux exigences de différentes industries en matière de résistance, ténacité, résistance à la corrosion et machinabilité de l'acier.
Traitement thermique du titane
Les alliages de titane sont divisés en type α, type α+β et type β. Le type α subit uniquement un traitement de détente ou de recristallisation pour adoucir et stabiliser la structure ; les types α+β et β peuvent adopter un traitement de solution à haute température et un refroidissement rapide pour obtenir des structures métastables, suivis d'une vieillissement à température moyenne pour précipiter des phases de renforcement et améliorer la résistance. L'ensemble du processus de traitement thermique nécessite une protection sous vide ou à l'argon pour éviter l'oxydation et la fragilisation par l'hydrogène, tout en évitant la zone de fragilisation de 300 à 500°C et en contrôlant strictement le point de transition de la phase β pour prévenir le coalescence des grains.
Traitement thermique post-soudure (PWHT)
Les contraintes de soudure sont généralement causées par une petite quantité de structure martensitique, donc dans la fabrication industrielle, le traitement thermique post-soudure est un processus très important. Surtout dans les zones soudées d'acier et d'autres matériaux métalliques, à travers un traitement thermique après soudure, la microstructure de la soudure et de la zone affectée par la chaleur peut progressivement se transformer en sorbite, éliminant ainsi efficacement les contraintes résiduelles de la soudure. Prenons l'exemple de la fabrication de cadres de vélo, si un acier allié martensitique à faible teneur en carbone est utilisé, lors de traitement thermique après soudure, la structure du matériau se transformera davantage en martensite trempée lamellaire, ce qui peut non seulement libérer la contrainte de soudure, mais aussi améliorer considérablement la ténacité et la résistance globale des zones soudées du cadre.
Processus de traitement thermique utilisé pour la coulée
La coulée est la technologie de traitement la plus fondamentale, et de nombreuses pièces moulées nécessitent également un traitement thermique pour améliorer les propriétés mécaniques telles que la résistance et la ténacité. Les fonctions spécifiques sont les suivantes.
1. Éliminer les contraintes internes
Lors du processus de solidification et de refroidissement des pièces moulées, en raison des différentes vitesses de refroidissement dans différentes parties, des contraintes résiduelles se forment facilement à l'intérieur. Le traitement thermique peut libérer ces contraintes et éviter la déformation, la fissuration ou l'instabilité dimensionnelle lors des étapes suivantes.
2. Améliorer la structure et les performances
Les moulages présentent généralement des problèmes tels que des grains grossiers et une structure inégale à l'état brut, ce qui affecte la résistance et la ténacité. Grâce à des traitements thermiques tels que la normalisation et le recuit, la structure métallographique peut être optimisée et les propriétés mécaniques globales peuvent être améliorées.
3. Réduire la dureté et améliorer la machinabilité
Certains moulages ont une dureté élevée après la coulée, ce qui augmente la difficulté d'usinage et l'usure des outils. Par le biais de traitements thermiques tels que le recuit, la dureté du matériau peut être réduite, rendant les processus de coupe plus fluides.
Cependant, tous les moulages ne doivent pas subir de traitement thermique. Par exemple, certains moulages ordinaires avec de faibles exigences de charge et de précision peuvent ne pas nécessiter de traitement thermique supplémentaire. Mais pour les moulages importants avec des exigences de charge, de pression ou de sécurité élevées, le traitement thermique est généralement essentiel.

Applications du traitement thermique
· Fabrication mécanique : engrenages, roulements, arbres, fixations, pièces mécaniques générales, améliorant la résistance et la résistance à l'usure.
· Industrie automobile : moteurs, boîtes de vitesses, châssis, composants de cadre, renforcement et durcissement, élimination des contraintes de soudure.
· Industrie des moules et outils de coupe : matrices de estampage, moules d'injection, outils de coupe, outils de mesure, garantissant une dureté élevée, une haute résistance à l'usure et aucune déformation.
· Récipients sous pression et pipelines : chaudières, réservoirs de stockage, pipelines sous pression, soulagement des contraintes après soudage PWHT, prévention des fissures et assurance de la sécurité.
· Industrie aérospatiale et militaire : acier à haute résistance, alliage de titane, pièces structurelles en alliage d'aluminium, traitement thermique de précision, équilibrant haute résistance et légèreté.
Résumé
Procédure de traitement thermique est une étape courante dans le traitement des matériaux métalliques et joue un rôle important dans le domaine de l'usinage. Ce qui précède constitue le contenu complet du processus de traitement thermique des métaux. Si vous souhaitez approfondir votre compréhension du traitement thermique dans le domaine de l'usinage ou obtenir des matériaux et contenus actualisés, vous pouvez contact recourir à la tôlerie pour obtenir davantage de notre expérience de production. En même temps, nous proposons également des devis pour le traitement des métaux, tels que la coulée, l'extrusion, usinage cnc, etc.

FAQ
Quels sont les équipements de traitement thermique courants ?
· Four à résistance à boîte : recuit général, normalisation, trempe, revenu, traitement thermique conventionnel par lot des pièces.
· Four à fosse : dédié aux arbres longs, barres et matériaux en fil, adapté au revenu, à la trempe par carburisation et au recuit.
· Four de traitement thermique sous vide : acier inoxydable, alliage de titane, acier à moule de précision, trempe sans oxydation, revenu et traitement de solution.
· Four à bain de sel : petits outils de coupe et moules, chauffage rapide, faible déformation, dédié à la trempe et au revenu.
· Four à bande transporteuse continue / four à pousseur : pièces standard en grande série et fixations, trempe et revenu en ligne de montage.
· Équipement de chauffage par induction : trempe de surface d'arbres et de engrenages, recuit local, haute vitesse, faible déformation.
· Four de revenu : revenu à basse et moyenne température dédié, utilisé après la trempe pour soulager les contraintes et stabiliser la dureté.
· Cuve de trempe : cuve d'huile, cuve d'eau, cuve de saumure, utilisée avec divers fours pour le refroidissement par trempe.
· Four de brasage / traitement thermique intégré : combine soudure et post-traitement thermique de soudure (PWHT) pour soulager les contraintes après soudure.
· Connaître la théorie du traitement thermique et la pratique réelle sont encore très éloignés. Il est nécessaire de maîtriser différents équipements de traitement thermique afin de contrôler parfaitement le processus de traitement thermique du métal et d'obtenir les propriétés matérielles requises, tout comme la cuisine ne peut pas se limiter aux étapes de la recette, mais nécessite également une familiarité avec le contrôle de la chaleur et l'utilisation de la spatule.
Comment déterminer si la vérification du traitement thermique est conforme ?
Grâce aux tests de dureté, à l'observation métallographique, aux essais de propriétés mécaniques, à l'inspection des déformations d'apparence, aux tests de résistance à la corrosion et à l'inspection non destructive, en comparant avec les normes de matériaux et les exigences du procédé, on détermine de manière exhaustive si la dureté du traitement thermique, la structure, la ténacité, les contraintes, la déformation et les défauts respectent les normes, ce qui constitue la vérification de la conformité du traitement thermique.
Quels sont les défauts du traitement thermique ?
Échec de dureté (trop élevé, trop faible, dureté inégale)
Déformation et gauchissement (dépassement de la tolérance dimensionnelle, pliage, torsion)
fissures du traitement thermique sont principalement des fissures causées par un trempe incorrecte (microfissures, fissures sur les bords)
Oxydation et décarburation (écaillement de surface, ramollissement de surface)
Grains grossiers surchauffés (fragilité du matériau, réduction de la ténacité)
Que signifie traitement thermique de qualité à quoi ressemble-t-il ?
Pièces traitées thermiquement qualifiées et de haute qualité : dureté uniforme et conforme, structure à grains fins, absence de déformation ou de fissures, absence d'oxydation ou de décarburation, faible contrainte résiduelle, dimensions stables, résistance globale et ténacité adaptées.
Comment utiliser machine de traitement thermique ?
Détermination de la température de chauffage
La température de chauffage peut être déterminée en fonction du point critique dans le diagramme de phase fer-carbone, puis augmentée de 30 à 50 degrés Celsius. En l'absence d'équipement de contrôle de la température, un aimant peut également être utilisé pour la vérification. Lorsque la température atteint le point de Curie, l'acier passe d'un matériau magnétique à un matériau non magnétique, indiquant que l'acier est entré dans la région de l'acier inoxydable austénitique.
Comment déterminer si le trempe de l'acier est réussie ?
Après le trempe, l'apparence de la pièce est gris-noir. Un fichier peut être utilisé pour tester la friction afin d'observer si un glissement se produit. Si le son de friction est net et précis, avec seulement une ligne blanche peu profonde et sans poudre qui tombe, cela indique que le trempe a réussi.







