Acciaio
Ferro legato con carbonio (in genere 0,1%-1,7%) e altri elementi di lega (come cromo, nichel, manganese, ecc.). Regolando la composizione e i processi di trattamento termico, è possibile ottenere diverse proprietà, tra cui alta resistenza, elevata tenacità, resistenza all'usura e alla corrosione. È adatto per la produzione di componenti come bulloni, alberi, ingranaggi, punte da trapano, frese e utensili di tornitura ed è anche frequentemente utilizzato nella produzione di valvole per motori e pale di turbine.
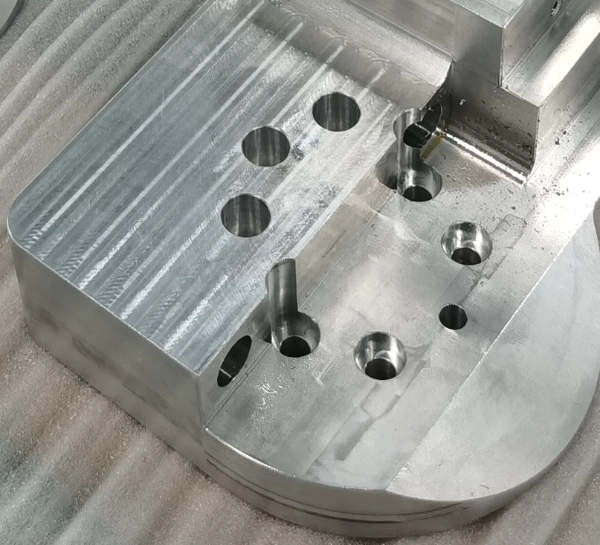
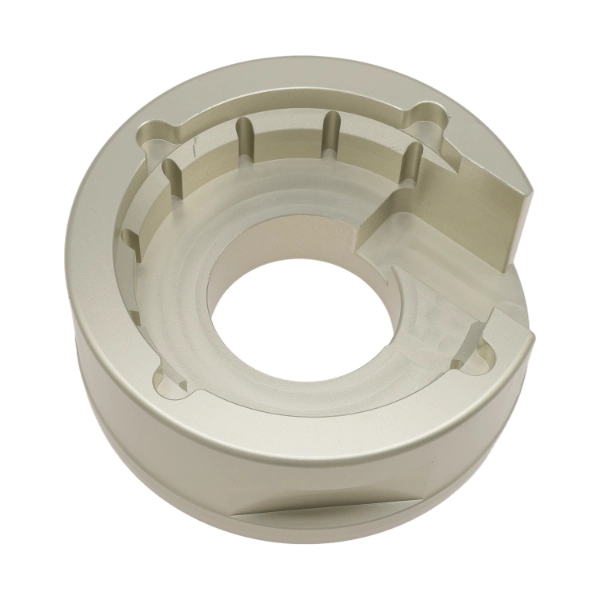
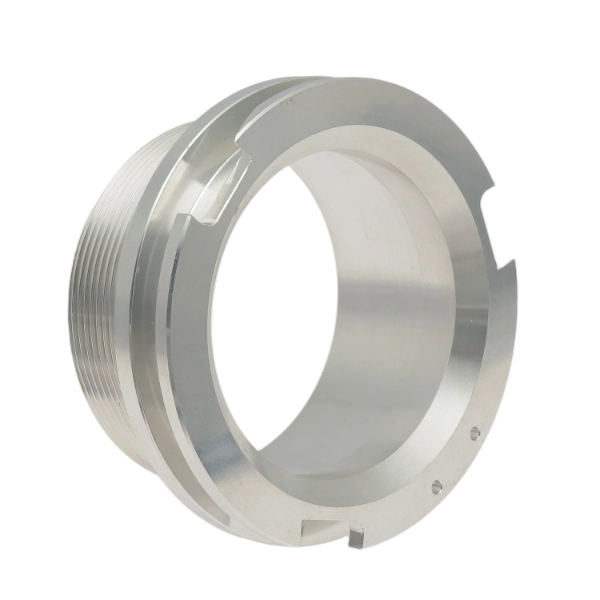
Colore : Argento .
Tipi : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finitura superficiale :Sabbiatura, finitura a specchio, rivestimento PVD, finitura spazzolata, rivestimento a spruzzo, galvanica.
Tempi di consegna : 1-5 giorni