









Обработка с ЧПУ (компьютерное числовое управление) это технология, использующая компьютерные программы для управления станками с целью достижения автоматизированного точного производства. Она широко используется при производстве сложных деталей в аэрокосмической, автомобильной, медицинской и других областях. Процесс обработки охватывает весь цикл от цифрового моделирования до поставки готовой продукции. Точное выполнение каждого звена играет решающую роль в качестве конечного продукта. На сайте Этапы обработки с ЧПУ следующие:

Этап проектирования: CAD-моделирование
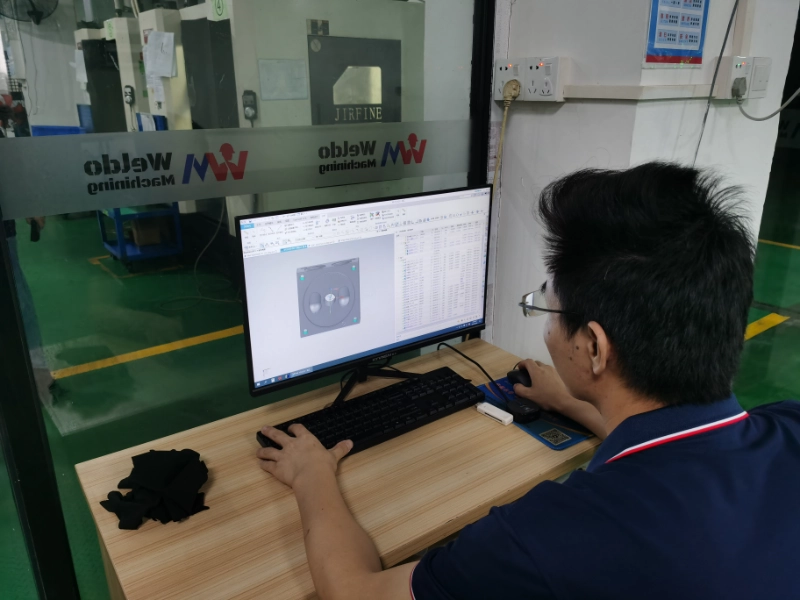
Шаг: Используйте программное обеспечение CAD (Computer-Aided Design) (например. SolidWorks или AutoCAD) для создания 3D-модели или 2D-чертежа, чтобы четко определить геометрию детали, ее размеры, допуски, и требования к отделке поверхности.
Ключевой момент: Конструкция должна соответствовать технологическому процессу, избегая труднообрабатываемых элементов, таких как слишком маленькие радиусы углов и глубокие полости.
Планирование процессов: CAM-программирование
Шаг: Импортируйте модель CAD в CAM (Computer-Aided Manufacturing) программное обеспечение (например, Mastercam или UG) для создания траектории движения инструмента (G-кода).
Выбор инструмента: Выберите фрезу, сверло или токарный инструмент в зависимости от твердости материала и точности обработки.
Настройка параметров: Сюда входят скорость резания, скорость подачи, частота вращения шпинделя и глубина реза.
Проверка моделирования: Используйте программное обеспечение для моделирования процесса обработки, чтобы проверить, нет ли столкновений, перерезания и других проблем. Ключевой момент: Оптимизируйте траектории движения инструмента, чтобы сократить время обработки и обеспечить качество поверхности.
Подготовка материалов и крепление
Шаги:
Выбор материала: Выберите металлический (алюминий, сталь), пластиковый или композитный материал, исходя из требований к характеристикам детали (например, прочности и коррозионной стойкости).
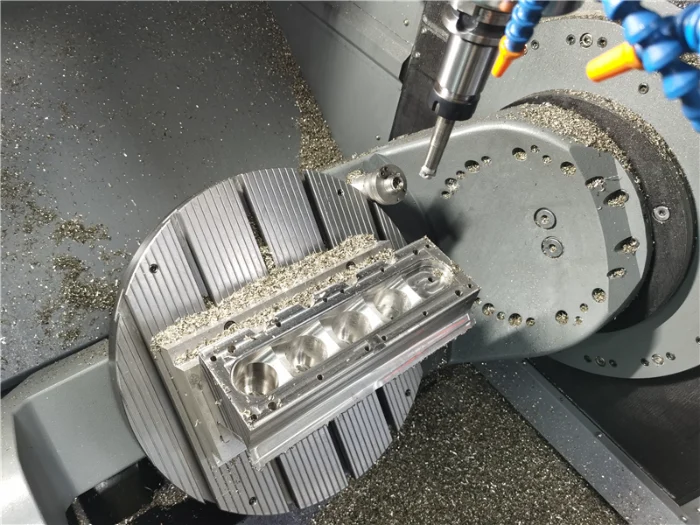
Зажим и позиционирование: Используйте тиски, патрон или специализированное приспособление для фиксации материала и обеспечения стабильности обработки.
Настройка инструмента: Определите начало системы координат заготовки с помощью датчика или вручную (G54-G59).
Ключевые моменты: Избегайте деформации во время зажима; точность установки инструмента напрямую влияет на размеры обработки.
Настройка станков с ЧПУ
Шаги:
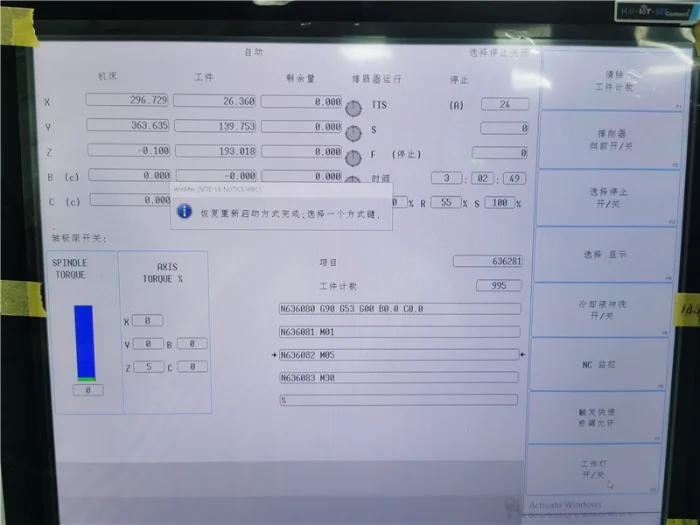
Ввод программы: Загрузите G-код, сгенерированный программой CAM, в контроллер станка.
Установка инструмента: Замените инструмент в соответствии с требованиями программы и установите значение компенсации инструмента.
Тестовый запуск: Запустите программу всухую (без материала), чтобы проверить правильность движения машины.
Ключевой момент: Убедитесь, что система координат станка и система координат заготовки совпадают, чтобы избежать ошибок в программе.
Черновая обработка на станках с ЧПУ
Назначение: Быстро удалите большую часть лишнего материала и добейтесь формы, близкой к сетке. Шаги:
Для послойной резки используйте инструмент большого диаметра (например, концевую фрезу).
Оставьте припуск на отделку (обычно 0,1-0,5 мм).
Ключевой момент: Контролируйте силу резания, чтобы избежать вибрации и добиться максимальной эффективности.
Получистовая обработка на станках с ЧПУ
Цель: Дальнейшая коррекция формы для подготовки к отделке.
Шаги:
Для обработки изогнутой поверхности используйте инструмент меньшего диаметра или фрезу с шаровым наконечником.
Уменьшите глубину реза, чтобы улучшить качество поверхности.
Ключевой момент: Обеспечьте равномерные припуски на запас, чтобы избежать перерезания при чистовой обработке.
Финишная обработка на станках с ЧПУ
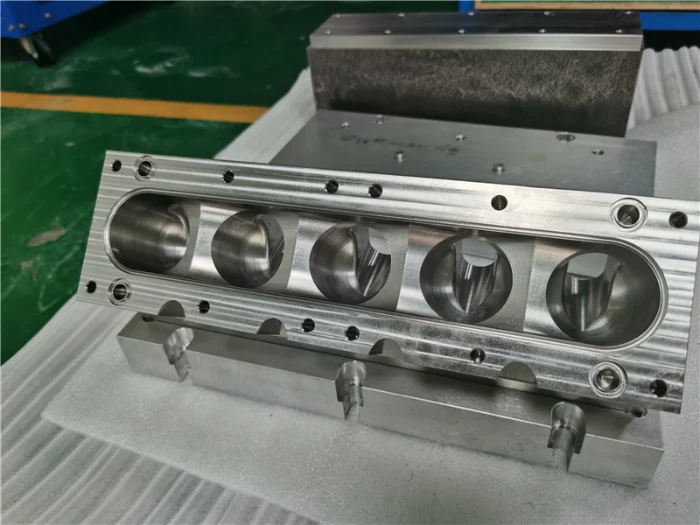
Назначение: Достижение окончательных размеров и требований к чистоте поверхности.
Шаги:
Для микрорезания используйте инструмент малого диаметра или тонкий гравировальный инструмент.
Контролируйте скорость подачи и скорость резания, чтобы уменьшить износ инструмента.
Ключевой момент: После финишной обработки обычно требуется контроль размеров, и при необходимости выполняется дополнительная обработка.
Обработка отверстий и нарезание резьбы
Шаги:
Сверление: Используйте центровочное сверло, чтобы определить местоположение отверстия, затем измените сверло для завершения сквозного отверстия или глухое отверстие.
Развертывание/расточка: Повышение точности диаметра отверстия и качества поверхности.
Нарезание резьбы: Используйте метчик для создания внутренней резьбы.
Ключевой момент: отверстия должны быть перпендикулярными, а резьба - соответствовать допускам.
Снятие заусенцев и обработка поверхности
Шаги:
Ручное удаление заусенцев: Используйте файлы и наждачная бумага удалять краевые заусенцы.
Машинное удаление заусенцев: Используйте автоматизированные методы, такие как виброшлифование и пескоструйная обработка.
Отделка поверхности: Анодирование, гальваническое покрытие и покраска могут быть выполнены по мере необходимости.
Ключевой момент: Удаление заусенцев должно быть тщательным, чтобы не повлиять на сборку или функциональность.
Проверка качества
Шаги:
Проверка размеров: Используйте штангенциркули, микрометры и координатно-измерительные машины (КИМ) для проверки размеров.
Проверка поверхности: Визуально проверьте или измерьте качество поверхности с помощью тестера шероховатости.
Функциональные испытания: После сборки проведите эксплуатационные испытания (например, на герметичность и прочность).
Ключевой момент: Испытания должны охватывать критические размеры и допуски, чтобы обеспечить удовлетворительный процент прохождения.

Упаковка и доставка
Этапы: Очистите детали, нанесите антикоррозийное масло (для металлических деталей) и упакуйте в соответствии с требованиями заказчика (например, в пенопластовые коробки или картонные коробки).
Ключевой момент: Упаковка должна быть ударо- и влагонепроницаемой, чтобы не повредить ее при транспортировке. Основные преимущества Обработка с ЧПУ
Высокая точность: Точность позиционирования достигает ±0,001 мм.
Эффективность: Автоматизированная обработка сокращает количество ручных операций, что делает ее подходящей для крупносерийного производства.
Гибкость: Быстрое переключение программ позволяет адаптироваться к требованиям, связанным с большим количеством смеси и малым объемом.
Благодаря строгому соблюдению этих этапов обработка с ЧПУ обеспечивает эффективное и точное производство от проекта до готового изделия, удовлетворяя требования к сложным деталям в аэрокосмической, автомобильной и медицинской отраслях.
Краткое описание этапов обработки на станках с ЧПУ
Благодаря систематическому процессу обработки с ЧПУ достигается высокая точность изготовления деталей. Основной процесс включает в себя: CAD-моделирование для определения геометрии детали, CAM-программирование для создания траекторий движения инструмента и оптимизации параметров, зажим и позиционирование для обеспечения стабильности обработки, многослойное резание (черновая, получистовая и чистовая обработка) для постепенного приближения к окончательным размерам, обработка отверстий и резьбы для завершения структуры соединения, удаление заусенцев для улучшения качества поверхности и, наконец, трехмерный контроль координат для проверки точности размеров. Этот замкнутый процесс, сочетающий автоматизированное управление и точность изготовления, применим к широкому спектру сценариев, от изготовления единичных деталей на заказ до массового производства, и стал основной технологией в современном производстве.
FAQ по этапам обработки на станках с ЧПУ
Какая подготовка требуется перед обработкой с ЧПУ?
Требуется проектирование CAD-модели, программирование CAM для создания G-кода, выбор материала и разработка стратегии зажима, а также обеспечение соответствия между системой координат станка и системой координат заготовки.
Каковы основные различия между черновой и чистовой обработкой?
При черновой обработке быстро снимается большая часть заготовки (оставляя 0,1-0,5 мм) с помощью инструментов большого диаметра. При чистовой обработке используются инструменты малого диаметра для микрорезания, обеспечивающие шероховатость поверхности Ra ≤ 0,8 мкм.
Как избежать вибрации при обработке с ЧПУ?
Оптимизируйте параметры резания (уменьшите скорость подачи, уменьшите глубину резания), используйте инструменты для гашения вибраций, отрегулируйте жесткость зажима или заранее избегайте резонансных траекторий с помощью CAM-моделирования.
Каковы причины отклонений диаметра отверстий при обработке с ЧПУ?
Износ инструмента, недостаточная скорость вращения шпинделя, неправильная подача СОЖ, ослабление зажима заготовки или неправильные настройки параметров обработки отверстий в программе CAM.
В чем преимущества пятиосевой обработки с ЧПУ перед трехосевой?
5-осевые станки позволяют обрабатывать сложные поверхности под разными углами за один зажим, сокращая время зажима, повышая точность и сокращая циклы обработки. Они подходят для обработки деталей специальной формы, таких как лопасти самолетов.
Как устранить некачественную шероховатость поверхности после обработки с ЧПУ?
Проверьте износ инструмента, отрегулируйте параметры чистовой обработки (уменьшите скорость подачи, уменьшите припуск на резание), замените инструмент на более точный или добавьте этап полировки.
Как сбалансировать стоимость и эффективность обработки на станках с ЧПУ при мелкосерийном производстве?
Используйте модульные приспособления для сокращения времени переналадки, оптимизируйте траектории движения инструмента для минимизации холостого хода, выбирайте универсальные инструменты для сокращения складских расходов и быстро создавайте программы с помощью программного обеспечения CAM.
Как обеспечить автоматизированный контроль и обратную связь при обработке с ЧПУ?
Интегрируйте датчики для измерений в процессе работы (например, инфракрасные или лазерные датчики) для сбора данных о размерах в режиме реального времени и обеспечения обратной связи с системой управления, автоматически корректируя параметры обработки или запуская процедуры компенсации.








