

Cuando una pieza presenta una ranura interna, una ranura de chaveta, un engranaje interno, un orificio cuadrado u otro perfil conformado, fresado, ranurado, electroerosión por hilo, y el brochado pueden parecer opciones viables. Sin embargo, cuando el proyecto exige dimensiones uniformes, tiempos de ciclo cortos y producción en serie, el brochado suele convertirse en la opción más práctica.
El brochado resulta especialmente adecuado para la producción de volúmenes medios y altos, pero no se limita a la producción en serie. En el caso de un perfil complejo, una característica interna con tolerancias estrictas o una pieza cuyo mecanizado resulte costoso mediante otros métodos, el brochado también puede resultar una opción viable para cantidades más reducidas. La clave está en evaluar conjuntamente la geometría de la pieza, el material, las condiciones de tratamiento térmico, las tolerancias y el volumen de producción previsto.

¿Qué es el brochado en la metalurgia?
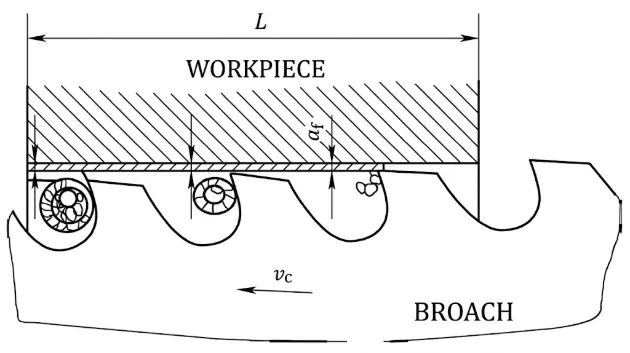
El brochado es un proceso de mecanizado en el que una herramienta de corte de múltiples dientes, denominada brocha, se empuja o se tira a través de la pieza de trabajo o en sentido transversal a ella. Cada diente sucesivo es ligeramente más grande que el anterior, por lo que el margen de corte se elimina capa a capa a medida que la herramienta se desplaza en línea recta.
La diferencia de altura o anchura entre dientes sucesivos se denomina «elevación por diente». Dado que el avance está integrado en la propia herramienta, una máquina de brochado normalmente solo necesita un movimiento principal. El desbaste, el semiracado, el acabado y el calibrado pueden realizarse en una sola carrera de trabajo.
Por eso, el brochado puede ser a la vez rápido y preciso. Una vez establecidos los parámetros del brochado, la sujeción de la pieza y el proceso, se puede repetir el mismo perfil en todas las piezas con una intervención mínima por parte del operario.
¿Qué aspectos se pueden abordar?
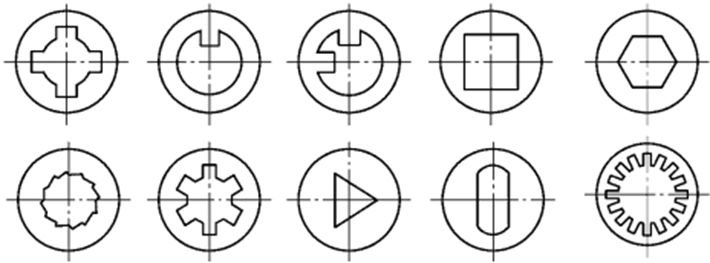
Orificios pasantes redondos, cuadrados, rectangulares, hexagonales, poligonales y de formas especiales
Esplines internos de flancos rectos, involutos, dentados y especiales
Ranuras internas y externas
Engranajes internos, engranajes externos, cremalleras y perfiles de dientes parciales
Superficies planas, ranuras, acanaladuras, ensamblajes de cola de milano y superficies externas perfiladas
Formas de raíz de abeto y de cola de milano para componentes de turbinas y compresores
Perfiles combinados que integran un orificio, una ranura de acoplamiento, una ranura para chaveta, un chaflán o una característica de calibrado en una sola herramienta
En el brochado lineal convencional, las superficies que se van a cortar deben permanecer, por lo general, paralelas a la dirección de desplazamiento de la herramienta. El brochado interno también requiere un orificio inicial lo suficientemente grande como para que pueda introducirse el piloto del brocha y para que las virutas puedan salir a través del corte.
¿Es tu pieza apta para el brochado?
Una pieza torneada no tiene por qué ser sencilla, pero su geometría debe permitir que la herramienta entre, corte, evacúe las virutas y salga sin interferencias. Los siguientes puntos sirven como primera comprobación práctica.
| Artículo de diseño | Qué hay que comprobar |
| Acceso a las funciones | Una brocha interna convencional requiere un orificio pasante u otra vía libre para que la herramienta pueda entrar y salir. |
| Dirección del perfil | Las superficies que se van a generar deben ser, normalmente, paralelas a la dirección de desplazamiento de la brocha. |
| Orificio de inicio | El piloto debe poder introducirse sin dificultad, y el orificio debe tener el tamaño, la redondez, la rectitud y la posición adecuados. |
| Longitud de la pieza | La longitud de la brocha debe mantenerse dentro de los límites de espacio para virutas y de resistencia de la misma. |
| Grosor de la pared | Las paredes delgadas o irregulares pueden expandirse durante el corte y recuperar su forma original una vez que ha pasado la brocha. |
| Piano de referencia | La superficie de apoyo debe ser plana y estar perpendicular al orificio inicial, salvo que se utilice un soporte autoalineable. |
| Material y dureza | La maquinabilidad, el estado tras el tratamiento térmico, las zonas localizadas de mayor dureza y las variaciones de dureza influyen en la vida útil de la herramienta y en el acabado superficial. |
| Tolerancia | Los requisitos relativos al tamaño, el perfil, la inclinación, la excentricidad y el acabado superficial deben definirse por separado, en lugar de basarse en una única tolerancia general. |
| Volumen de producción | Una brocha específica resulta más rentable a medida que aumentan el número de unidades repetidas y la demanda anual. |
Los agujeros ciegos, los agujeros escalonados, las cavidades profundas obstruidas y los perfiles que varían a lo largo de la dirección de corte no suelen ser adecuados para el brochado convencional. No obstante, el brochado rotativo u otro método de mecanizado podrían ser viables, dependiendo de la profundidad y la geometría.
En caso de duda, el proveedor debería revisar el plano en 2D y el modelo en 3D antes de que se defina el proceso. Unos pequeños cambios en el chaflán de entrada, el orificio inferior, el espesor de la pared, el sistema de referencia o la tolerancia pueden reducir considerablemente el riesgo y el coste de las herramientas.
¿Cómo se lleva a cabo el proceso de brochado?
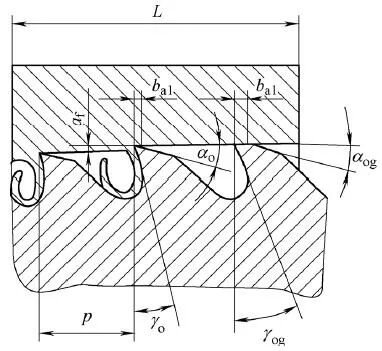
Una brocha no es simplemente una fila de dientes de corte idénticos. Sus secciones guían la herramienta, eliminan el margen de mecanizado por etapas, definen la dimensión final y sostienen la herramienta al salir de la pieza.
Vástago y cuello: conectan la brocha a la máquina y transmiten la fuerza de tracción o empuje.
Brocha piloto: se introduce en el orificio preparado y alinea la brocha con la pieza de trabajo antes de que comience el corte.
Dientes de desbaste, semiacabado y acabado: eliminan progresivamente el margen de mecanizado y generan el perfil requerido.
Dimensionado de los dientes y del piloto trasero: estabilizar la dimensión y el acabado finales, sujetar la brocha y proteger la superficie terminada al salir la herramienta.
Revisa el plano, el material, el tratamiento térmico, las tolerancias, el acabado superficial y la cantidad a fabricar.
Prepara el orificio de inicio, la cara de referencia y el chaflán de entrada o salida necesarios para la brocha y el dispositivo de sujeción.
Selecciona o fabrica la brocha y comprueba la carrera de la máquina, la fuerza de tracción, el rango de velocidad y la conexión de la herramienta.
Coloca y sujeta la pieza de trabajo de manera que el orificio inicial quede alineado con la dirección de desplazamiento de la brocha.
Aplica el líquido de corte indicado y, a continuación, desliza el brocha a través de la pieza de trabajo, ya sea tirando o empujando, en una sola pasada controlada.
Retira las virutas de las ranuras de los dientes, limpia la pieza de trabajo e inspecciona la primera pieza antes de continuar con la producción.
Supervisa el tamaño, el estado de la superficie, la fuerza de corte y el desgaste de la herramienta a lo largo de todo el ciclo de producción.
La sujeción de la pieza y la lubricación son fundamentales. El dispositivo de sujeción debe soportar la carga de corte sin deformar la pieza, mientras que el fluido de corte debe llegar a la zona de corte, reducir la fricción y eliminar las virutas. El brochado interno y el brochado horizontal suelen dificultar más el suministro de fluido y la evacuación de virutas que las operaciones externas abiertas o verticales.
¿Cuáles son los principales tipos de brochado?
El brochado puede clasificarse en función de la superficie que se mecaniza, la dirección de la fuerza, la disposición de la herramienta y el estado de la pieza de trabajo. Cada tipo resuelve un problema de producción distinto.
Brocado interno
El brochado interno permite crear un elemento en el interior de una abertura preparada. Entre los ejemplos más habituales se encuentran los orificios redondos y poligonales, las ranuras de chaveta, las estrías internas y los engranajes internos. Es necesario realizar un orificio inicial para que el piloto delantero y los dientes de corte puedan atravesar la pieza.
Brocado exterior y superficial
El brochado exterior elimina material de una superficie abierta para crear planos, ranuras, surcos, caras perfiladas, dientes exteriores o perfiles de la raíz de la hoja. La pieza de trabajo y la herramienta requieren un guiado rígido, ya que el corte no se autocentra mediante un orificio circundante.
Brochado de chaveteras
El brochado de chaveteros utiliza una brocha para chaveteros con un casquillo guía o un cuerno para crear un chavetero interno recto. Se pueden añadir cuñas en pasadas sucesivas cuando no sea posible cortar toda la profundidad del chavetero de forma segura en una sola pasada. Es una opción habitual y económica para agujeros estándar y tamaños de chaveta estándar.
Brochado de splines
El brochado de estrías permite formar múltiples dientes o ranuras alrededor de un orificio en una sola pasada. Se utiliza para estrías de flancos rectos, involutas, dentadas y especiales en engranajes, cubos, acoplamientos, piezas de transmisión y componentes de la dirección. La brocha también puede dar forma al diámetro menor cuando así lo requiera el plano.
Brochado por tracción
En el brochado por tracción, la máquina hace avanzar el brocha a través de la pieza de trabajo. La herramienta soporta principalmente una tensión, por lo que puede ser más larga y tener más dientes que un brocha de empuje equivalente. Este sistema se utiliza ampliamente para perfiles internos y en la producción en serie.
Brochado por empuje
En el brochado a empuje, la herramienta se hace pasar a presión a través de la pieza de trabajo y, por lo tanto, se somete a una carga de compresión. La brocha debe ser más corta y estar bien guiada para limitar la flexión o el pandeo. El brochado a empuje se utiliza a menudo para chaveteros cortos, orificios pequeños, trabajos de reparación y operaciones manuales o de bajo volumen.
Brochado rotativo
El brochado rotativo, también denominado «brochado oscilante», utiliza una herramienta ligeramente inclinada que gira con respecto a la pieza de trabajo. Permite crear pequeños perfiles cuadrados, hexagonales y otros poligonales en un torno, un centro de mecanizado o una máquina de tornos de husillo. Resulta útil para elementos cortos y algunos agujeros ciegos, pero no es lo mismo que el brochado lineal convencional.
Brocado de vaso
El brochado en vaso utiliza un conjunto de herramientas anular con dientes orientados hacia el interior. La pieza de trabajo se empuja o se tira a través de la herramienta para crear una estría externa, un engranaje o un perfil circunferencial similar. Por lo general, se elige para la producción en serie de ejes y otras piezas con dentado externo.
Brochado duro
El brochado en frío permite dar el acabado final a una estría interna previamente brochada en caliente tras el tratamiento térmico. Un brocha de metal duro elimina la deformación provocada por el tratamiento térmico de una pieza de trabajo que puede tener una dureza de aproximadamente 45-65 HRC, mejorando la forma de los dientes, la precisión del paso, la anchura efectiva del espacio, la excentricidad y el acabado superficial. Requiere una máquina rígida, un margen de material controlado, una clasificación precisa previa al brochado y herramientas especializadas.
¿De qué materiales están hechos los broches?
El material del brocha se selecciona en función del material de la pieza de trabajo, la dureza, la velocidad de corte, la complejidad del perfil, la vida útil prevista de la herramienta y si es necesario reafilarla y volver a recubrirla.

| Material de la brocha | Uso típico | Consideraciones principales |
| Acero rápido convencional | Aceros generales, hierro fundido y materiales no ferrosos a velocidad moderada | Buena tenacidad, fácil de fabricar y de reafilar, y muy utilizado para el brochado convencional |
| Acero rápido al cobalto | Acero aleado, acero inoxidable y piezas de trabajo que generan más calor | Mayor dureza en caliente y resistencia al desgaste que el acero rápido (HSS) convencional |
| Acero rápido obtenido mediante metalurgia de polvos | Perfiles exigentes y tiradas de producción más largas | Estructura fina y uniforme con un equilibrio óptimo entre tenacidad, resistencia de los bordes y resistencia al desgaste |
| Carburo | Brosado duro, materiales abrasivos y producción a alta velocidad | Alta resistencia al desgaste, pero menor tenacidad al impacto; requiere una máquina rígida y un proceso estable |
| Construcción en bloque o modular | Secciones de corte grandes, caras o sustituibles | Permite que un cuerpo de acero aloje elementos de corte de acero rápido (HSS) o de metal duro, y puede simplificar la reparación o la sustitución. |
El M2 es habitual para las brochas de uso general, mientras que se puede optar por el M35 o el M42 cuando se requiera una mayor dureza en caliente o resistencia al desgaste. La elección del grado exacto debe basarse en pruebas de corte y en las condiciones de la pieza de trabajo, más que únicamente en el nombre del material.
Recubrimientos como el TiN, el TiCN, AlCrN, o los recubrimientos específicos para cada aplicación pueden reducir la fricción y el desgaste. Un recubrimiento no puede compensar una geometría incorrecta de los dientes, un espacio de viruta insuficiente, una elevación excesiva por diente, una desalineación o una lubricación inadecuada. Por lo tanto, el reafilado y el recubrimiento deben gestionarse como un único proceso controlado de preparación de herramientas.
¿Qué equipo se necesita para el brochado?
Un sistema de brochado suele incluir la máquina, la brocha, el sistema de sujeción de la pieza, la conexión y el guiado de la herramienta, el sistema de lubricación, el sistema de evacuación de virutas, las protecciones y el equipo de inspección. La elección de la máquina adecuada depende de la dirección de corte, la carrera, la fuerza, el tamaño de la pieza y el nivel de automatización deseado.
| Tipo de equipo | Aplicación típica | Características principales |
| Máquina de brochado horizontal | Brochas internas largas y brochado por tracción general | Fácil acceso a las herramientas e instalación, pero requiere más espacio en el suelo y una eliminación cuidadosa de las virutas |
| Máquina de brochado vertical | Producción interna, en superficie y automatizada | Ocupa poco espacio; permite bajar, subir o elevar la mesa de trabajo a lo largo de la brocha |
| Máquina de brochado hidráulica | Producción de uso general y de alta potencia | Movimiento suave y controlable y gran fuerza de tracción; requiere mantenimiento del líquido hidráulico y del sistema |
| Máquina de brochado con accionamiento servoeléctrico | Producción de precisión y supervisión de procesos | Velocidad y posición programables, control estable de la fuerza, menor consumo energético y recopilación de datos más sencilla |
| Máquina de brochado de superficies | Superficies planas, ranuras, superficies moldeadas y perfiles externos conformados | La guía rígida de la herramienta y los accesorios específicos permiten realizar cortes externos de gran envergadura |
| Máquina de brochado continuo | Producción en superficie a muy gran escala | Las piezas de trabajo se desplazan de forma continua frente a herramientas fijas o en movimiento |
| Máquina de brochado en frío | Estriados internos sometidos a tratamiento térmico y otros perfiles endurecidos | Alta rigidez, alineación precisa, control de la fuerza y compatibilidad con herramientas de metal duro |
| Accesorio de brochado rotativo para CNC | Agujeros poligonales cortos en tornos CNC o centros de mecanizado | Solución compacta para el brochado rotativo sin necesidad de una máquina de brochado lineal específica |
Los términos «horizontal» y «vertical» describen la disposición de la máquina, mientras que «hidráulico» y «servo» se refieren al sistema de accionamiento. No se trata de categorías que compitan entre sí: una máquina vertical, por ejemplo, puede utilizar tanto un accionamiento hidráulico como uno servo. La elección debe basarse en la fuerza, la carrera, la precisión, el tiempo de ciclo, el mantenimiento, el espacio ocupado y los requisitos de automatización.
¿Qué piezas son aptas para el brochado manual?
El brochado manual se utiliza principalmente para chaveteros cortos, orificios cuadrados o poligonales pequeños, trabajos de reparación, prototipos y piezas de baja producción. A menudo, con una brocha de empuje estándar, un casquillo guía, un juego de cuñas y una prensa de husillo se pueden realizar estas operaciones sin necesidad de una máquina de brochado de producción específica.
La estructura debe mantenerse perpendicular y rígida. Dado que una brocha de empuje funciona bajo compresión, una fuerza desigual, una longitud excesiva de la herramienta, una alineación deficiente o la deformación de la prensa pueden doblar o romper la herramienta. El uso de una brocha de tracción diseñada adecuadamente puede reducir el riesgo de pandeo, pero tanto la brocha como la conexión deben estar diseñadas para soportar cargas de tracción.
El brochado manual no debe considerarse un atajo incontrolado en el taller. Es necesario comprobar la capacidad de la prensa, el guiado de la herramienta, las protecciones, el líquido de corte, la evacuación de virutas y la seguridad del operario, especialmente cuando la fuerza necesaria es elevada o la herramienta es de fabricación a medida.
¿En qué piezas y sectores se utiliza el brochado?
El brochado se utiliza siempre que sea necesario repetir un elemento conformado con precisión y rapidez. Resulta especialmente útil cuando, de otro modo, dicho elemento requeriría varias operaciones de mecanizado o un indexado repetido.
Componentes del sistema de transmisión de vehículos
Entre las aplicaciones típicas se incluyen engranajes de transmisión, engranajes cónicos del diferencial, cubos, manguitos sincronizadores, engranajes de estacionamiento, componentes de salida, cremalleras de dirección, acoplamientos y ejes de transmisión. Las estrías internas y las ranuras para chavetas suelen someterse a un brochado suave antes del tratamiento térmico, mientras que las piezas con requisitos más estrictos tras el tratamiento térmico pueden someterse a un brochado duro.
Componentes aeroespaciales y energéticos
El brochado se utiliza para las ranuras de la base de los álabes de turbinas y compresores, los perfiles en forma de abeto, las colas de milano, las ranuras de discos y otras superficies conformadas de alta integridad. Estas piezas requieren un equipo rígido, una geometría de la herramienta cuidadosamente controlada, un estado estable del material, así como una inspección completa y trazabilidad.
Piezas para maquinaria industrial
Los engranajes, las poleas, las ruedas dentadas, los acoplamientos, los casquillos, las piezas de válvulas, los componentes de bombas, las piezas de máquinas-herramienta, los eslabones de unión y los componentes hidráulicos pueden presentar orificios brochados, ranuras para chavetas, estrías, dientes, caras planas o perfiles especiales. El brochado puede combinar varias características en una sola pasada cuando un requisito de producción repetitiva justifica el uso de las herramientas correspondientes.
Piezas para maquinaria agrícola
La maquinaria agrícola somete a grandes cargas a los ejes, cubos, engranajes y acoplamientos, por lo que es fundamental que la transmisión del par sea fiable y que las piezas sean intercambiables. El brochado se utiliza para estrías, chaveteros, orificios cuadrados, dentados y elementos de transmisión conformados en tractores, motocultores, cultivadores, arados, rastrillos, sembradoras, plantadoras, pulverizadores, esparcidores, empacadoras, segadoras, cosechadoras de forraje, cosechadoras combinadas, transportadores de grano, sinfines, cargadoras, esparcidores de estiércol, mezcladoras de pienso y aperos relacionados. El mismo proceso se utiliza también para piezas de recambio más pequeñas y componentes sujetos a desgaste cuando se requiere un ajuste estándar y repetible.
¿Qué materiales de las piezas de trabajo son adecuados para el brochado?
Se pueden fresar muchos materiales ferrosos y no ferrosos, pero cada material requiere una geometría de diente, una altura por diente, una velocidad de corte, un líquido de corte y un material de la herramienta adecuados.
| Material de la pieza de trabajo | Comportamiento durante el brochado | Enfoque en los procesos |
| Acero al carbono y aleado | Ampliamente utilizado en estado normalizado, recocido o templado y revenido | Controlar la dureza, la microestructura, el borde de acumulación y la secuencia de tratamiento térmico |
| Acero inoxidable | Resistente, propenso al endurecimiento por deformación y exigente en cuanto al filo de corte | Utilice una geometría bien definida, una altura adecuada por diente, una lubricación eficaz y un material de la herramienta resistente al desgaste. |
| Hierro fundido | En general, es fácil de mecanizar, pero puede contener inclusiones abrasivas o zonas duras | Selecciona un material adecuado para la herramienta y evita que los defectos locales provoquen el astillamiento de los dientes. |
| Aleaciones de aluminio | Fuerza de corte reducida, aunque algunos grados pueden generar virutas largas o acumulación de material en el filo | Utiliza dientes afilados, gargantas lisas, una lubricación adecuada y una eliminación eficaz de virutas |
| Latón y bronce | A menudo se consigue un buen tamaño y acabado cuando la geometría se adapta a la aleación | Evita agarrar, frotar y utilizar un líquido de corte inadecuado. |
| Acero tratado térmicamente | El brochado convencional con acero rápido (HSS) se vuelve más difícil a medida que aumenta la dureza | Utilizar un margen de prebrochado controlado y un proceso de brochado duro con carburo cuando sea necesario |
En el brochado suave convencional, la dureza uniforme suele ser más importante que un único valor nominal de dureza. Un material muy blando y pegajoso puede desgarrarse o formar un reborde de acumulación, mientras que una dureza excesiva o puntos duros aislados pueden acortar la vida útil de la herramienta o provocar el astillamiento de los dientes. Por lo tanto, los certificados de los materiales y los registros de tratamiento térmico son importantes.
¿Qué precisión y acabado superficial se pueden conseguir con el brochado?
El brochado se elige tanto por su repetibilidad como por su rapidez. En condiciones estables, el brochado interno convencional suele alcanzar una precisión dimensional de aproximadamente IT7-IT8, mientras que un proceso de precisión optimizado puede lograr resultados aún más ajustados. La tolerancia práctica depende del tamaño del perfil, la longitud de brochado, el espesor de la pared, el material de la pieza, el estado de la herramienta, la sujeción y el método de inspección.
En muchas aplicaciones bien controladas se pueden alcanzar valores de rugosidad superficial de entre 0,4 y 1,6 µm Ra, aunque el valor especificado debe ajustarse a la función de la pieza. Un resultado más amplio puede ser adecuado para el brochado externo en bruto, materiales difíciles o perfiles en los que los bordes laterales rozan en lugar de cortar libremente.
En el caso de las splines y los engranajes, un único diámetro interior no basta para definir la calidad. Es posible que sea necesario controlar por separado el error de paso, la desviación acumulada del paso, la desviación del perfil, la desviación del paso, la anchura efectiva del espacio, la anchura real del espacio, los diámetros mayor y menor, la medición sobre pasadores y la excentricidad.
El brochado no permite corregir la posición del orificio inicial
Al igual que el escariado, el brochado interno suele realizarse sobre el orificio ya preparado. Puede mejorar las dimensiones, la forma y el acabado superficial, pero no permite desplazar de forma fiable un orificio a una nueva posición teórica. Si el orificio inicial está descentrado, inclinado, curvado o no es perpendicular a la superficie de apoyo, la pieza brochada puede conservar o acentuar ese error de posición.
Por lo tanto, el orificio inicial, la superficie de referencia y el dispositivo de sujeción deben fabricarse e inspeccionarse como parte del proceso de brochado. Un soporte esférico puede permitir una autoalineación limitada cuando sea adecuado, pero no sustituye a un diseño adecuado de la superficie de referencia ni a una preparación correcta del orificio.
¿Cómo debe diseñarse una pieza con ranuras para facilitar su fabricación?
La mayoría de los problemas relacionados con el brochado son más fáciles de prevenir en el plano que de corregir en la máquina. Los cinco aspectos de diseño siguientes son los que más influyen en la viabilidad, el riesgo asociado al utillaje y el coste unitario.
1. Opta por una función de paso
Una trayectoria clara de entrada y salida permite que el brocha atraviese la pieza y expulse las virutas del corte. Si no es posible evitar una pieza ciega, comprueba si es más adecuado el brochado rotativo, el ranurado, el electroerosionado u otro proceso antes de dar el visto bueno a la geometría.
2. Preparar un agujero inicial adecuado y unas condiciones óptimas en los bordes
El orificio inicial debe admitir el piloto delantero sin necesidad de forzar y debe proporcionar un margen de corte uniforme alrededor del perfil. Los bordes de entrada y salida deben incluir el chaflán o el rebaje necesarios para evitar rebabas, cargas de impacto e interferencias con la herramienta.
3. Controlar el espesor de las paredes y la rigidez de las piezas
Las paredes delgadas, discontinuas o irregulares pueden deformarse bajo la fuerza de corte radial y recuperar su forma original una vez que la herramienta haya pasado. Añade soportes siempre que sea posible, mantén un espesor de pared uniforme y evita colocar las abrazaderas en lugares donde puedan deformar la pieza acabada.
4. Definir claramente los puntos de referencia y las tolerancias
Identifique qué cara sirve de referencia para la pieza durante el brochado y qué superficies están relacionadas funcionalmente con el perfil brochado. Especifique las dimensiones, el perfil, la posición, la excentricidad y el acabado superficial solo con el nivel de precisión que requiera el conjunto, ya que cada requisito innecesario puede aumentar los riesgos relacionados con las herramientas, la inspección y los desechos.
5. Establecer los requisitos relativos al tratamiento térmico y a las estrías
Indique si la pieza se inspecciona antes o después del tratamiento térmico, y especifique la dureza final, la profundidad efectiva de cementación y cualquier margen de holgura permitido para el brochado previo o el brochado en frío. En el caso de las estrías, incluya la norma aplicable, el número de dientes, el ángulo de presión, el módulo o paso diametral, la clase, los diámetros mayor y menor, los requisitos de anchura del espacio y los criterios de calibrado.
| Artículo de diseño | Enfoque preferido |
| Trayectoria de la herramienta | Proporciona una vía de entrada y salida recta y sin obstáculos, alineada con el perfil. |
| Orificio inicial y bordes | Controlar la geometría del orificio y proporcionar el chaflán de entrada, el rebaje de salida y el acceso para el desbarbado que requiera el proceso. |
| Soporte de piezas | Utiliza una superficie de referencia estable, un espesor de pared adecuado y un sistema de sujeción que no deforme la pieza. |
| Requisitos funcionales | Especificar por separado los requisitos relativos al tamaño, el perfil, la posición, la excentricidad, el acabado, el tratamiento térmico y la inspección. |
| Planificación de la producción | Facilite el volumen anual y la duración del programa para que se puedan evaluar conjuntamente el diseño de las herramientas, la maquinaria, la automatización y el plan de herramientas de repuesto. |
¿En qué se diferencia el brochado de otros métodos de mecanizado?
| Proceso | Ideal para | Principal dilema |
| Brocado | Repetir perfiles internos o externos que requieran un alto rendimiento y una geometría uniforme | Normalmente se requieren utillajes específicos y un recorrido libre de la herramienta |
| Ranurado o perfilado | Chaveteras de bajo volumen, dentado interno, trabajos de reparación y geometría flexible | Un tiempo de ciclo más largo y una mayor dependencia de la configuración de la máquina |
| Fresado | Perfiles abiertos, prototipos y piezas que requieren cambios frecuentes en el diseño | El acceso interno y los radios de esquina reducidos pueden estar limitados |
| Electroerosión por hilo | Materiales duros, esquinas internas afiladas y perfiles de precisión de pequeño volumen | Corte lento y necesidad de un recorrido completo para el alambre |
| Electroerosión por penetración | Cavidades ciegas y geometría interna compleja en materiales conductores | Coste de los electrodos, mayor duración del ciclo y consideraciones relativas a la capa de recubrimiento |
| Brocado rotativo | Agujeros poligonales cortos en tornos o centros de mecanizado | Los límites de profundidad, tamaño, perfil y carga de la máquina son más restrictivos que en el brochado lineal |
El precio más bajo del utillaje no siempre se traduce en el menor coste de producción. En el caso de una ranura estriada o una ranura de chaveta recurrente, el brochado puede requerir una inversión inicial mayor, pero ofrece un tiempo de ciclo mucho más corto y piezas más uniformes. Para prototipos o cambios frecuentes de diseño, un proceso flexible como el ranurado, el fresado o el electroerosionado puede resultar más económico.
¿Qué factores influyen en el coste del brochado?
Un presupuesto de brochado incluye algo más que el tiempo de máquina. El diseño de las herramientas, su fabricación, el desarrollo de los accesorios, la puesta a punto, la vida útil prevista de las herramientas, el reafilado, la inspección y el volumen de producción son factores que influyen en el coste unitario final.
| Factor coste | Por qué es importante | Una posible forma de reducir los costes |
| Complejidad del perfil | Las formas complejas requieren un mayor trabajo de diseño, una fabricación con mayor precisión y una inspección especializada. | Simplifica, siempre que sea posible, las esquinas sin función, los relieves o los elementos combinados. |
| Tamaño y longitud de la pieza | Los perfiles largos o de gran tamaño aumentan la fuerza de corte, la longitud de la herramienta, el espacio para las virutas y los requisitos de la máquina. | La longitud de la ranura y el margen de material deben limitarse a lo estrictamente necesario desde el punto de vista funcional. |
| Material y dureza | Los materiales duros, abrasivos, que se endurecen por deformación o ya endurecidos reducen la vida útil de la herramienta | Controla el estado del material y define la secuencia de tratamiento térmico con antelación |
| Tolerancia y acabado | Unos requisitos más estrictos aumentan la precisión de las herramientas, el control de los procesos, la inspección y el riesgo de generar desechos | Utilizar tolerancias basadas en la función e identificar las características críticas |
| Fabricación de brochas | Las herramientas macizas, seccionales, ensambladas, de acero rápido (HSS), de metal duro y recubiertas tienen diferentes costes de adquisición y de ciclo de vida. | Evaluar el precio de compra junto con la estrategia de rectificado, recubrimiento y sustitución |
| Cantidad de producción | Las cantidades reducidas conllevan un mayor coste de utillaje específico y de puesta a punto por pieza. | Indicar volúmenes realistas, tanto anuales como totales, para la amortización de los costes |
| Automatización e inspección | La carga, la eliminación de virutas, la supervisión durante el proceso, los medidores y la trazabilidad suponen una inversión adicional, pero reducen la mano de obra y la variación. | Adaptar el nivel de automatización e inspección al riesgo y al volumen de producción |
En el caso de un programa de repetición, la brocha debe considerarse un activo de producción y no un material de consumo que se adquiere únicamente en función del precio inicial. La vida útil de la herramienta por afilado, el número de reafilados posibles, los ciclos de recubrimiento, las opciones de reparación, el stock de herramientas de repuesto y el plazo de entrega influyen en el coste total.
Por lo tanto, para elaborar un presupuesto preciso se necesitan tanto los datos de la pieza como el plan de producción. Basar el presupuesto únicamente en las dimensiones del perfil puede ocultar diferencias importantes en cuanto al material, la dureza, la longitud de brochado, el control de referencia, los requisitos de calibrado y el volumen anual previsto.
Defectos habituales en el brochado y control de calidad
| Defecto | Causas habituales | Medidas de control |
| Desgarros en forma de escamas o superficie rugosa | Borde con acumulaciones, velocidad inadecuada, paso de hilo excesivo por diente, dientes desafilados, mal estado del material o lubricación insuficiente | Optimiza la velocidad y el paso por diente, mantén el filo afilado, controla la dureza y utiliza un fluido de corte lubricante adecuado |
| Arañazos irregulares | Astillas o rebabas en los dientes de corte, ranuras irregulares o bordes dañados | Limpia después de cada pasada, pule o rectifique las zonas dañadas y mantén lisas las ranuras para virutas. |
| Marcas longitudinales continuas | Dientes de calibrado astillados o daños en relieve en el piloto trasero | Proteja el brocha durante su manipulación y almacenamiento; lije o rectifique las zonas dañadas antes de utilizarlo. |
| Ondulación circunferencial | Cambios periódicos en la fuerza de corte, número insuficiente de dientes en el corte, vibraciones de la máquina o geometría irregular de los dientes | Aumentar la estabilidad del proceso, optimizar el paso de los dientes y la altura por diente, y verificar la rigidez de la máquina y la herramienta |
| Diámetro interior mayor o menor de lo normal | Rebabas de rectificado, desgaste de las herramientas, recuperación elástica, paredes delgadas, efectos térmicos o dimensiones incorrectas de los dientes | Comprobar el ajuste de una brocha rectificada, controlar las dimensiones de la herramienta, sujetar la pieza y establecer la compensación mediante pruebas |
| Error de perfil o de posición | Desalineación, geometría deficiente del orificio inicial, superficies de referencia sucias, dureza irregular del material o suministro de fluido por un solo lado | Comprueba el punto de inicio y el punto de referencia, limpia la configuración, alinea la herramienta y distribuye el líquido de corte de manera uniforme |
| Astillamiento de los dientes o rotura de la brocha | Espacio insuficiente para las virutas, fuerza excesiva, puntos duros, tratamiento térmico incorrecto, deformación de la herramienta, montaje defectuoso o virutas que quedan en los canales. | Comprueba la fuerza y la capacidad de viruta, revisa el estado del material y de la herramienta, mantén la alineación y nunca fuerces un brocha que se haya atascado. |
Gestión de la vida útil y el reafilado de las brochas
Cada brocha debe contar con un registro de la herramienta en el que figuren el número de pieza, la secuencia de la herramienta, la fecha de emisión, las piezas producidas, la cantidad acumulada, los reafilados, el historial de recubrimientos, los resultados de las inspecciones y los incidentes anómalos. El reafilado debe eliminar la cantidad mínima de material necesaria para restaurar el filo, conservando al mismo tiempo el ángulo de inclinación, la altura por diente, la forma del diente y la geometría del canal de corte previstos en el diseño.
Supervisión del proceso de producción
Se deben supervisar la fuerza de corte, el tiempo de ciclo, el aspecto de la superficie, la forma de la viruta, la evolución dimensional, el estado del fluido y cualquier vibración o ruido inusual. Un aumento repentino de la fuerza o un empeoramiento del acabado pueden indicar un filo romo, acumulación de virutas, desalineación, variación del material o lubricación insuficiente antes de que se produzca un fallo grave.
Inspección y trazabilidad de la calidad
La inspección debe ajustarse a los requisitos funcionales. Dependiendo de la pieza, esto puede incluir medidores de diámetro interior, medición por coordenadas, inspección de perfiles, medición mediante pasadores, calibres GO y NO-GO para estrías, inspección de excentricidad, ensayos de rugosidad superficial, verificación de dureza y registros de profundidad de cementación. Los resultados del primer artículo y de los controles durante el proceso deben estar vinculados al broche, la máquina, el lote de producción y el lote de tratamiento térmico.
¿Cómo se elige un proveedor fiable de servicios de brochado?
Un proveedor competente debe ser capaz de evaluar toda la cadena de fabricación, y no limitarse simplemente a colocar una pieza en una máquina disponible. Conviene comprobar los siguientes puntos antes de dar el visto bueno a las herramientas.
Experiencia con el perfil, el material, la dureza, la tolerancia y el volumen de producción requeridos
Equipos adecuados: horizontales, verticales, hidráulicos, servoaccionados, de superficie, rotativos o de brochado duro
Diseño, fabricación, inspección, rectificado, recubrimiento y servicio de herramientas de repuesto para brochas
Diseño de utillajes y capacidad de fabricación (DFM) para el orificio inicial, los puntos de referencia, el espesor de la pared y el soporte de la pieza
Un proceso definido de lubricación, control de virutas, limpieza de herramientas y mantenimiento preventivo
Capacidad de inspección de parámetros de tamaño, forma, estrías o engranajes, excentricidad, acabado, dureza y trazabilidad
Aprobación de la primera pieza, control de los cambios en el proceso, planificación de las entregas y respuesta ante daños en las herramientas o problemas de calidad
En el caso de un programa en curso, pregunta cómo mantendrá el proveedor el rendimiento mientras se rectifica o repara una brocha. Las herramientas de repuesto, el equipo de reserva homologado, los datos de configuración documentados y un plazo de entrega realista para la sustitución son tan importantes como la primera muestra.

¿Qué datos se necesitan para solicitar un presupuesto de brochado?
| Información | Datos que hay que facilitar |
| Archivos de piezas | Un plano en 2D a escala y, cuando esté disponible, un modelo en 3D |
| Material | Calidad del material, especificaciones, condiciones de suministro y cualquier requisito relativo a los certificados |
| Tratamiento térmico | Secuencia del proceso, dureza final, profundidad de cementación, límites de deformación y si es necesario el brochado en frío |
| Elemento fresado | Dimensiones del perfil, datos de los dientes o ranuras, longitud de brochado, tamaño del orificio inicial, chaflanes y rebajes |
| Tolerancias | Tamaño, perfil, paso, posición, excentricidad, acabado superficial y características críticas identificadas |
| Inspección | Normas aplicables, requisitos de calibración, método de medición, formato del informe y frecuencia de muestreo |
| Cantidad | Cantidad de prototipos, cantidad del pedido, demanda anual, duración del programa y calendario de producción |
| Requisitos comerciales | Plazo de entrega previsto, embalaje, trazabilidad, autorizaciones especiales y si el utillaje es propiedad del cliente |
Cuanto más completa sea esta información, más fácil resultará recomendar el proceso adecuado y diferenciar los gastos puntuales de utillaje del coste recurrente de las piezas. Además, se reduce el riesgo de que el presupuesto cambie una vez que haya comenzado el diseño del broche o del dispositivo de sujeción.
Conclusión
El brochado combina un alto rendimiento, una geometría repetible y una buena calidad de superficie en una sola pasada controlada. Sus ventajas se potencian al máximo cuando la característica, el material de la pieza, las herramientas, la máquina, la sujeción, el fluido de corte, el método de inspección y la cantidad de producción se planifican como un único proceso. No es la mejor solución para todas las piezas, pero en el caso de estrías internas repetitivas, chaveteros, engranajes internos, cremalleras y perfiles conformados, puede reducir significativamente el tiempo de ciclo y el coste unitario.
Si su pieza presenta una estría interna, una ranura de chaveta, un engranaje interno u otro perfil de forma compleja, puede enviarnos un plano en 2D, un modelo en 3D, el tipo de material, la dureza y la cantidad prevista. Nosotros Weldo El mecanizado puede ofrecer recomendaciones de DFM basadas en la geometría de la pieza, ayudarte a evaluar el método de mecanizado más adecuado y preparar un... presupuesto preciso.
PREGUNTAS FRECUENTES
¿Se puede escariar un agujero ciego?
Un brochado interno lineal convencional suele tener que atravesar la pieza de trabajo, por lo que, por lo general, no es adecuado para un agujero ciego verdadero. Las formas poligonales ciegas cortas pueden realizarse mediante brochado rotativo, mientras que las ranuras ciegas para chavetas o las formas internas pueden requerir ranurado, conformado, electroerosión o herramientas especializadas.
¿Debe realizarse el brochado antes o después del tratamiento térmico?
La mayor parte del brochado HSS convencional se realiza antes del temple definitivo, ya que el material es más fácil de cortar y la vida útil de la herramienta es mayor. Si la deformación provocada por el tratamiento térmico impidiera que la ranura final cumpliera sus requisitos funcionales, se puede recurrir a un margen de brochado suave controlado, seguido de un brochado duro con carburo.
¿Es necesario utilizar una brocha a medida para cada pieza?
No. Las brochas para chavetas estándar, los casquillos, las cuñas y algunas brochas rotativas cubren muchos tamaños habituales. Normalmente se requiere una brocha a medida para un perfil de estrías exclusivo, un engranaje interno, un perfil combinado, una tolerancia especial, una serie de producción larga o una característica que no se pueda fabricar con una herramienta estándar.
¿Cómo se sabe cuándo hay que volver a afilar un brocha?
Entre los signos de advertencia típicos se incluyen el aumento de la fuerza de corte, la aparición de rebabas, el desgarro, el empeoramiento del acabado superficial, la desviación dimensional, la mala formación de virutas y el desgaste visible de los flancos o el astillamiento de los bordes. El reafilado debe programarse antes de que el desgaste grave se extienda a los dientes contiguos o provoque roturas.








