

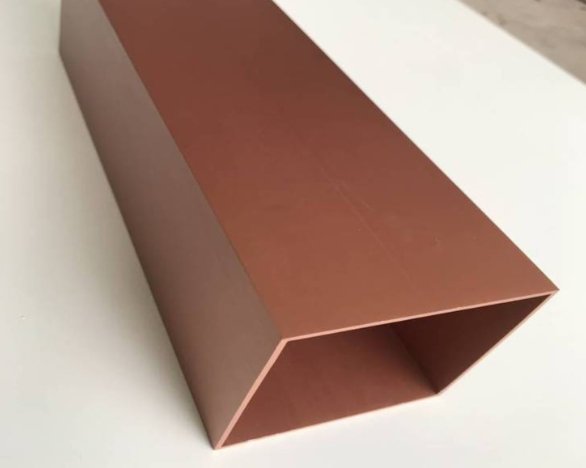
El bronce antiguo oscuro acabado anodizado de color no se logra mediante un simple recubrimiento superficial o impresión. A menudo vemos este color bronce antiguo en componentes metálicos en villas y fincas, donde transmite una sensación de elegancia rústica y estabilidad. Mientras que algunos acabados se crean mezclando y pulverizando pintura, otros se producen mediante una reacción de oxidación electrolítica conocida como “color anodizado bronce oscuro”. La diferencia clave es que este último ofrece una durabilidad superior. A continuación, proporcionaré una visión general del anodizado.
Definición del color anodizado bronce oscuro
A primera vista, “anodizado bronce oscuro” podría parecer referirse a un material de bronce oscuro que ha pasado por un proceso de anodizado; en realidad, describe un acabado anodizado bronce antiguo oscuro—un color específico dentro de la familia de acabados anodizados. Este acabado tiene una apariencia rústica y vintage y no produce reflejos intensos cuando se expone a la luz. Es un color comúnmente utilizado para componentes de aluminio en villas clásicas, como cercas, barandillas de escaleras, puertas y ventanas.
Propiedades de la película anodizada bronce oscuro
Considero necesario proporcionar una explicación detallada de este recubrimiento anodizado bronce para ayudarle a comprender mejor su función, características y propiedades.
En cuanto a la apariencia, el recubrimiento anodizado bronce presenta un color profundo, uniforme y estable que es resistente a la decoloración. La intensidad del tono bronce puede ajustarse controlando la concentración y composición de la solución electrolítica, así como el voltaje.
En cuanto a propiedades físicas, el recubrimiento anodizado bronce ofrece excelente resistencia a arañazos y desgaste, con alta dureza. La dureza del recubrimiento puede alcanzar 450–550 HV, lo que es 15–25 veces más duro que el aluminio puro. Además, este recubrimiento anodizado bronce es aproximadamente 5,5 veces más duro que 6061-T6 el aluminio. Asimismo, esta capa de óxido marrón ultrafina posee cierto grado de elasticidad, lo que la hace resistente a grietas bajo flexión o deformación menor. Su superficie también es relativamente lisa, así que no se deje engañar por su apariencia mate—en realidad tiene baja fricción.
En cuanto a la estabilidad química, esta capa de óxido bloquea eficazmente la humedad, el oxígeno y la corrosión ácido-base. También muestra una fuerte resistencia a la radiación UV y a las fluctuaciones de temperatura, gracias a la estructura densa y las propiedades químicas estables de la película anodizada de color bronce.
Respecto a las propiedades de aislamiento, esta película anodizada de color bronce tiene alta resistencia eléctrica; no se descompone ni se vuelve conductora a bajos voltajes, y cada micrómetro de espesor puede soportar aproximadamente 25V.

Disponible en acabado anodizado bronce oscuro
El tiempo de electrólisis, la concentración del tinte, la concentración del electrolito, la corriente y el voltaje pueden afectar el color y el grosor del recubrimiento. Las siguientes son las clasificaciones de color:
Bronce antiguo claro: Normalmente de color champán o marrón claro, logrado mediante un tiempo de reacción de oxidación más corto y menor concentración de tinte. Estos accesorios metálicos marrón claro son adecuados para ambientes suaves y delicados.
Bronce estándar: Logrado mediante oxidación con sales de estaño o níquel, este acabado se utiliza ampliamente en decoración arquitectónica y herrajes metálicos para muebles.
Bronce profundo: Comúnmente aparece como marrón o marrón oscuro, este acabado se obtiene extendiendo el tiempo de coloración electrolítica para piezas como aleaciones de aluminio, aumentando la concentración del tinte y elevando la corriente. Estos accesorios presentan una textura destacada y son adecuados para artesanía y decoraciones de alta gama (como marcos de lámparas de araña).
Degradado: Este tipo de bronce antiguo es relativamente raro; el color cambia al observarlo desde diferentes ángulos. Se logra variando el voltaje y la duración de la oxidación o ajustando la profundidad de inmersión de la pieza. Como resultado, los costes laborales para producir acabados de bronce antiguo degradado son más elevados.
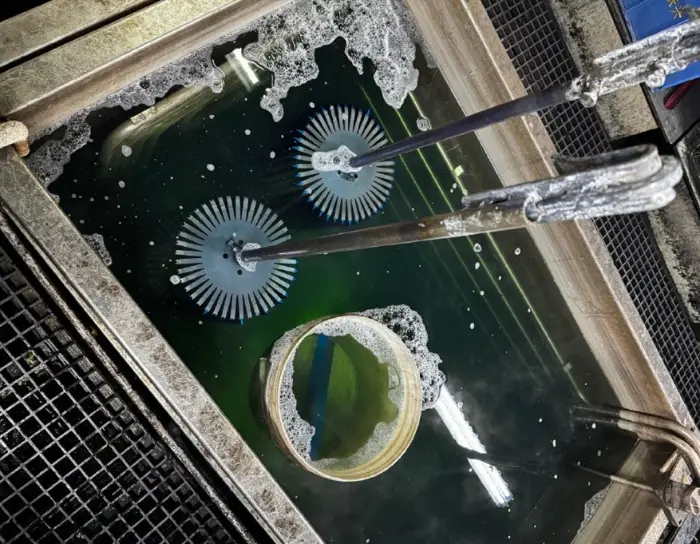
Tipos de proceso de anodizado
Según las diferencias en la composición del electrolito, los clasificamos de la siguiente manera.
Anodizado con ácido sulfúrico (Tipo II): Este es el proceso de coloración electrolítica más utilizado. Utiliza una solución de ácido sulfúrico al 15–20% ácido sulfúrico para formar una película de óxido de 5–25 μm de grosor, ofreciendo excelente dureza, resistencia al desgaste y a la corrosión. Las variantes comunes incluyen colores anodizados transparentes, utilizados principalmente para el anodizado de acabado natural de aleaciones de aluminio. Además, debido a la estructura uniforme de los poros en la película, puede absorber partículas de pigmento, permitiendo una amplia gama de colores. Este proceso se utiliza ampliamente en componentes de aluminio para electrónica, automoción, construcción y utensilios de cocina donde tanto la apariencia como el rendimiento son críticos.
Anodizado con ácido crómico (Tipo I): Este proceso utiliza un electrolito de ácido crómico al 3–10% para formar una película delgada de 2–10 μm que varía de gris claro a gris oscuro. Ofrece excelente resistencia a la corrosión y tiene un impacto mínimo en la resistencia a la fatiga de la pieza, lo que lo hace adecuado para piezas con altos requisitos de resistencia a la corrosión, como las de aviación, embarcaciones navales e instrumentos de precisión. Sin embargo, debido a los importantes riesgos medioambientales que supone el residuo de ácido crómico y el alto coste de su tratamiento, este método se utiliza raramente en la actualidad.
Anodizado duro (Tipo III): Forma un recubrimiento de 25–150 μm bajo condiciones de baja temperatura y alta corriente, con una dureza de HV 350–550. Ofrece excelente resistencia al desgaste, resistencia al calor y aislamiento eléctrico, lo que lo hace adecuado para componentes mecánicos de uso intensivo y resistentes al desgaste. El recubrimiento es denso y con mínima porosidad, lo que dificulta su teñido; los colores del anodizado duro suelen aparecer en tonos oscuros como gris y negro.
Anodizado con ácido oxálico: Utilizando ácido oxálico como electrolito se produce una película de óxido de 10–60 μm. Posee tonos naturales verde oliva o amarillos y ofrece excelentes propiedades de dureza y aislamiento; sin embargo, el proceso es complejo y relativamente caro, por lo que se utiliza principalmente para alambre de aluminio, fleje y piezas de instrumentos de precisión que requieren alta resistencia al desgaste y aislamiento.
Anodizado con ácido fosfórico: Utilizando una solución de ácido fosfórico al 15–30% como electrolito, este proceso produce una película de óxido extremadamente fina y porosa. Su objetivo principal no es la protección ni la decoración, sino mejorar la adhesión superficial en el aluminio, proporcionando un sustrato óptimo para recubrimientos, pintura o adhesión posteriores. Se utiliza principalmente en aplicaciones como el pegado estructural en la fabricación de aeronaves y el pretratamiento para imprimaciones industriales.
Anodizado cerámico: Este proceso utiliza un electrolito que contiene sales de titanio. El recubrimiento resultante tiene un brillo similar a la porcelana, alta dureza, excelente resistencia al desgaste y a la corrosión, y buen aislamiento eléctrico. Permite el teñido y tiene una textura similar a la cerámica, por lo que se utiliza comúnmente en utensilios de cocina de alta gama, componentes decorativos y otros productos que requieren tanto atractivo estético como alto rendimiento.
¿Qué materiales se pueden anodizar?
El anodizado es principalmente adecuado para los siguientes materiales:
Aleaciones de aluminio
Estos son los materiales que se anodizan con mayor frecuencia. Mediante el tratamiento electroquímico, se forma una capa densa de óxido de aluminio (Al₂O₃) en la superficie del aluminio, mejorando significativamente la resistencia a la corrosión y al desgaste. El material también puede teñirse para lograr una variedad de colores, lo que lo hace ampliamente utilizado en piezas de automóviles, componentes aeroespaciales, carcasas de dispositivos electrónicos, decoración arquitectónica y otros campos.
Aleaciones de titanio
El anodizado de aleaciones de titanio utiliza el fenómeno de la interferencia de la luz para formar una película de óxido resistente a los arañazos. El rango de voltaje varía de 10 a 110 V, obteniéndose diferentes colores de titanio anodizado, como transparente natural, dorado, bronce, púrpura, azul, verde, naranja e iridiscente. Se utiliza comúnmente en aeroespacial, implantes médicos (como prótesis de cadera e implantes dentales) y relojes de alta gama, ofreciendo excelente biocompatibilidad y resistencia a la corrosión.
Aleaciones de magnesio
Las aleaciones de magnesio, tras el anodizado, se utilizan comúnmente en componentes estructurales ligeros, como cuadros de bicicletas, carcasas de baterías de vehículos y piezas de drones. Sin embargo, es importante tener en cuenta que el magnesio es altamente reactivo químicamente, por lo que los parámetros del proceso electrolítico deben controlarse estrictamente durante el tratamiento. Se pueden lograr colores base controlando la composición del electrolito, y se pueden añadir tintes para crear otros esquemas de color.
Aleaciones de zinc
El anodizado del zinc se divide en teñido químico y teñido electrolítico. El teñido electrolítico produce colores más duraderos y resistentes, y se utiliza comúnmente para fijaciones de automóviles, herrajes arquitectónicos y carcasas electrónicas. Sin embargo, en comparación con el aluminio y el titanio, el rendimiento y el alcance de aplicación de su película de óxido son relativamente limitados.
Cabe señalar que el anodizado no es adecuado para metales ferrosos como el hierro y el acero, ya que sus películas de óxido se disuelven fácilmente en el electrolito y no pueden formar una capa de óxido estable.
Categorías comunes de colores para anodizado
Las clasificaciones comunes de colores para el anodizado dependen principalmente del tipo de proceso, el sistema electrolítico y si se aplica un tratamiento de teñido. Las siguientes son las categorías de colores más comunes:
Color natural/ Anodizado transparente (Plateado-Blanco/Gris claro)
Las superficies de metales como el aluminio y el titanio que no han sido teñidas o que solo han pasado por un anodizado básico muestran el tono natural gris claro o plateado-blanco del metal. Este es el color predeterminado más común y es adecuado para componentes industriales sin requisitos específicos de color o para aplicaciones básicas de protección.
Negro anodizado
Los acabados anodizados en negro ofrecen excelente resistencia a la corrosión y al desgaste. Absorben la mayor parte de la luz, reduciendo eficazmente la contaminación lumínica.
Dorado/Amarillo dorado anodizado
Logrado mediante coloración electrolítica o la adición de tintes, este color vibrante se utiliza comúnmente en componentes decorativos, pendientes de joyería y productos electrónicos de consumo para realzar una estética premium.
Azul anodizado
Obtenido mediante procesos específicos de teñido o coloración electrolítica, este color fresco se utiliza a menudo en componentes decorativos, señalización y piezas exteriores de productos electrónicos de consumo para aumentar el atractivo visual.

Rojo anodizado
Logrado mediante teñido o coloración electrolítica, este color vibrante y llamativo se utiliza comúnmente en componentes decorativos, señales de advertencia y carcasas de productos electrónicos de consumo.
Verde anodizado
Obtenido mediante procesos de teñido o coloración electrolítica, este color de aspecto natural se utiliza frecuentemente en componentes decorativos y elementos de productos ecológicos.
Morado anodizado
Logrado mediante teñido o coloración electrolítica, este color único se utiliza a menudo en componentes decorativos de alta gama y artesanías artísticas.
Colores degradados anodizado
Como se mencionó anteriormente, similar al anodizado degradado en bronce, los degradados de color se logran controlando los parámetros de corriente eléctrica y las áreas de oxidación. Esto se utiliza comúnmente en componentes decorativos de alta gama e instalaciones artísticas para mejorar la profundidad visual.
Cabe señalar que el anodizado de aleaciones de titanio puede utilizar el fenómeno de la interferencia de la luz para producir una variedad de colores, incluyendo gris, dorado claro, azul y púrpura. Estos colores se logran sin teñido; como no se requieren tintes, no hay una capa de partículas de pigmento, y la capa de óxido resultante es más resistente a la intemperie que la de las aleaciones de aluminio.
Aquí hay un resumen de la tabla:
| Categoría de color | Color anodizado | Características del color | Accesorios comunes y escenarios de aplicación |
|---|---|---|---|
| Colores industriales básicos | Color natural (plateado-blanco / gris claro) | Mantiene la apariencia metálica natural, simple y versátil | Piezas estructurales CNC, componentes mecánicos, disipadores de calor, carcasas industriales, conectores |
| Colores protectores funcionales | Anodizado negro | Excelente resistencia al desgaste y a la corrosión, absorbe la luz y reduce el reflejo | Accesorios para cámaras, carcasas de instrumentos ópticos, piezas automotrices, cajas electrónicas |
| Colores decorativos premium | Anodizado dorado / amarillo dorado | Apariencia lujosa con fuerte atractivo decorativo | Accesorios de joyería, pendientes, componentes de relojes, piezas de acabado para electrónica de consumo |
| Colores de tecnología moderna | Anodizado azul | Efecto visual fresco, moderno y de alta tecnología | Carcasas de teléfonos, accesorios de computadoras, señalización de marca, componentes de bicicleta |
| Colores de advertencia e identificación | Anodizado rojo | Brillante, llamativo, altamente visible | Señales de seguridad, carcasas de dispositivos electrónicos, accesorios para equipos deportivos |
| Colores inspirados en la ecología | Anodizado verde | Apariencia natural y respetuosa con el medio ambiente | Piezas de productos ecológicos, accesorios para equipos de exterior, componentes decorativos |
| Colores artísticos y personalizados | Anodizado púrpura | Único, elegante y altamente distintivo | Decoraciones artísticas, artesanías de alta calidad, accesorios de joyería personalizados |
| Colores artísticos degradados | Anodizado con colores degradados | Transiciones de color ricas con gran profundidad visual | Electrónica de consumo de alta gama, componentes de exhibición, instalaciones artísticas, productos personalizados de marca |
Cómo controlar las variaciones de color en el anodizado
Dado que el color no es simplemente un efecto bidimensional, no se puede personalizar únicamente proporcionando un código de color Pantone. La percepción del color es un fenómeno de tres a cuatro dimensiones influenciado por factores como el ángulo de visión del observador, el material de la pieza, el grosor de la capa anodizada, el brillo superficial y las condiciones de iluminación.
En Weldo, nuestros ingenieros de postratamiento a veces solicitan a los clientes que primero confirmen nuestras muestras de color anodizado. Una vez confirmadas, procedemos con la producción en masa basándonos en el producto previamente registrado con el número de serie correspondiente de la tarjeta de color de anodizado;
En ocasiones, los clientes pueden solicitar que comencemos la producción solo después de recibir sus muestras de color. Esto nos permite ajustar y confirmar el color anodizado bajo condiciones idénticas. Si necesita colores anodizados personalizados, puede proporcionarnos tanto una muestra de color Pantone como una muestra física para una comparación directa. Este enfoque garantizará una colaboración más fluida en el futuro.
Si surgen discrepancias de color, reprocesaremos el material, controlando estrictamente el tiempo de reacción y otros parámetros eléctricos para asegurar la entrega dentro del rango de tolerancia de color acordado (ya que los colores anodizados no pueden ser 100% idénticos; pueden producirse ligeras variaciones en diferentes áreas de una pieza o entre piezas individuales; cumplir el pedido dentro del rango de color mutuamente acordado es la solución estándar, similar a las tolerancias dimensionales).
Cómo resolver disputas sobre variaciones de color en piezas anodizadas
Si detecta variaciones significativas de color al recibir el producto, puede contactar con el fabricante para rehacerlo o devolverlo. Si la colaboración no es satisfactoria, considere asociarse con fabricantes de mecanizado de alta calidad como Weldo Machining; seleccionar fabricantes con capacidades de procesamiento superiores generalmente reduce las complicaciones postventa. Al recibir una reclamación por variación de color, verificaremos el problema con la muestra retenida y el vídeo del cliente. Tras la confirmación en una reunión, podemos gestionar una devolución, nueva producción, envío de reemplazo o reembolso.

Cómo evitar disputas de transacciones relacionadas con el anodizado
Aclarar los términos del contrato: El contrato debe especificar los parámetros del proceso, como el tipo de anodizado, el grosor de la película y el color, y establecer los criterios de aceptación, los hitos de pago y los requisitos de facturación. También debe detallar los procedimientos para gestionar los incumplimientos de contrato y los estándares de compensación.
Mejorar la comunicación y la confirmación: Durante la fase inicial de coordinación, confirme la idoneidad de los materiales del producto y los requisitos de rendimiento. Antes de la producción en masa, confirme las
muestras de la carta de colores de anodizado. Ambas partes deben sincronizar el progreso en tiempo real y negociar soluciones de manera oportuna ante cualquier problema.
Control de calidad estricto: El Cliente (Parte A) y el Proveedor (Parte B) deben asegurar que el sustrato cumpla con los estándares de anodizado. El Proveedor debe controlar estrictamente los parámetros del proceso de producción y proporcionar un informe de inspección de calidad con cada envío. El Cliente debe inspeccionar y aceptar la mercancía de acuerdo con los estándares contractuales.
Conservar pruebas y registros: Almacene de forma segura documentos como contratos y confirmaciones de muestras. El Proveedor debe conservar los registros de producción e inspección de calidad para su trazabilidad, y ambas partes deben guardar registros de todas las comunicaciones para la resolución de disputas.
Factores que contribuyen a las variaciones de color en el anodizado
1. Pueden producirse ligeras variaciones en la capa anodizada entre diferentes lotes de materias primas metálicas; esto es aceptable siempre que la diferencia de color se mantenga dentro del rango permitido.
2. Variaciones en la duración de la reacción de oxidación-reducción;
Problemas con los ajustes de los parámetros de corriente y voltaje;
Cambios en la concentración de la solución: a medida que avanza la reacción, la velocidad de reacción disminuye, por lo que es necesario comprobar regularmente la concentración de la solución y añadir ingredientes activos;
Las diferencias en el material y la composición de las piezas también pueden provocar variaciones de color incluso dentro de la misma celda electrolítica;
El tamaño, grosor y forma de las piezas pueden causar diferencias de color. Es necesario establecer métodos de procesamiento adecuados para piezas de diferentes grosores, tamaños y formas para asegurar que la variación de color se mantenga dentro de los límites aceptables.
3. La forma del material base también influye. Por ejemplo, cuando bobinas, chapas y alambres de aleación de aluminio se someten a reacciones electroquímicas en la misma celda electrolítica, los colores resultantes serán diferentes. Esto sigue el mismo principio que las variaciones de color causadas por la forma y el ángulo mencionadas anteriormente.
4. El método de sellado utilizado después del anodizado, así como el grosor y la suavidad de la película de sellado, también afectan la variación de color y la textura:
El sellado con agua hirviendo a alta temperatura suele hacer que las piezas teñidas parezcan blanquecinas, turbias o con brillo desigual; las piezas anodizadas y teñidas son propensas a la decoloración, sangrado de color y tonos inconsistentes dentro del mismo lote.
Las soluciones de sellado con sal de níquel a temperatura media, debido a la concentración, pH y temperatura inestables, pueden hacer que las piezas parezcan grisáceas, verdosas o desarrollen manchas localizadas; si se excede el tiempo de sellado, la pieza se oscurecerá en general.
El sellado en frío a temperatura ambiente suele provocar niveles elevados de iones fluoruro, lo que puede corroer ligeramente la película de óxido, generando manchas blancas, moteado y tonos locales más claros; un desequilibrio en la formulación causa cambios generales de color.
El sellado con cromato tiene inherentemente un matiz marrón amarillento, lo que hace que tanto las piezas naturales como las teñidas parezcan amarillas en general, resultando inevitablemente en diferencias de color fijas.
Un grosor desigual del recubrimiento en el sellado con silano/orgánico puede causar una apariencia turbia y áreas claras y oscuras inconsistentes; las diferencias en el brillo resultan directamente en variaciones visuales de color.
Todos los procesos de sellado convencionales conllevan el riesgo de inducir variaciones de color en el anodizado, siendo el agua hirviendo, la sal de níquel y el sellado en frío las fuentes más comunes de discrepancias diarias de color. Al estandarizar los parámetros del baño, sellar las piezas del mismo lote a la misma temperatura y durante el mismo tiempo, y utilizar agua pura, el rango de variaciones de color puede reducirse significativamente.
Sobre Weldo Machining
En Weldo Machining, nos hemos especializado en componentes mecanizados a medida durante más de 15 años, con experiencia que abarca Mecanizado CNC, fundición, forja, moldeo por inyección, extrusión de aluminio, impresión 3D y más de 50 tipos de procesos de tratamiento superficial. Si desea obtener más información sobre nuestra experiencia en proyectos de anodizado o busca un socio fiable de fabricación a medida, por favor Contacto.









{kind=link}