
En Mecanizado CNCPara el desbaste de piezas, el fresado dinámico y el fresado por capas son dos estrategias de fresado habituales. Aunque ambos métodos tienen como objetivo eliminar material, difieren significativamente en los métodos de mecanizado, los materiales aplicables, la velocidad del husillo, el avance y la eficacia del mecanizado. Comprender sus definiciones, ventajas, desventajas, factores de influencia y criterios de selección puede ayudarnos a tomar mejores decisiones en distintos escenarios de mecanizado.
Fresado dinámico
Definición:
El fresado dinámico es un método de fresado que mantiene una alta eficacia de mecanizado y reduce la carga de la herramienta ajustando continuamente los parámetros de corte, como la profundidad de corte y el avance. Al ajustar con flexibilidad la trayectoria de la herramienta, cada corte mantiene un compromiso relativamente pequeño, lo que evita una carga excesiva en la herramienta causada por cortes profundos y reduce la acumulación de calor durante el mecanizado.
Materiales aplicables:
Aleaciones de aluminio, aleaciones de cobre, plásticos, acero blando, aleaciones de titanio y otros metales o materiales poliméricos relativamente blandos. El fresado dinámico es adecuado para materiales blandos o de dureza media, especialmente en situaciones en las que es necesario eliminar rápidamente una gran cantidad de material.
Rango de velocidad del cabezal:
El fresado dinámico suele utilizar velocidades de husillo más altas, generalmente entre 5000-12000 RPM. La velocidad específica debe ajustarse en función de la herramienta y la dureza del material.
Para materiales duros como las aleaciones de titanio, la velocidad del husillo debe reducirse adecuadamente para evitar la rotura de la herramienta.
Velocidad de avance:
La velocidad de avance del fresado dinámico es relativamente alta, normalmente entre 2000-8000 mm/minen función de las características del material, la profundidad de corte y el rendimiento de la máquina.
Ventajas e inconvenientes:
Ventajas:
- Menor carga de la herramienta, prolongando su vida útil.
- Alta eficacia, especialmente adecuada para eliminar grandes superficies de material.
- Proporciona una mayor estabilidad de corte y mayores velocidades de arranque de material.
- Reduce la acumulación de calor y el desgaste de la herramienta.
Desventajas:
- Mayores requisitos para las máquinas herramienta, incluida la estabilidad y la velocidad del husillo.
- En algunos casos (como las formas complejas), el fresado dinámico puede generar trayectorias de herramienta en bucle que crean un movimiento de la herramienta en vacío.
- La calidad de la superficie durante el acabado es relativamente mala.
Eficacia de mecanizado:
El fresado dinámico muestra una gran eficacia cuando se eliminan grandes cantidades de material. Debido a su alta velocidad de avance y a su mayor profundidad de corte, puede mejorar significativamente la eficacia del mecanizado. Sin embargo, puede ser menos estable que el fresado por capas en operaciones de mecanizado fino.
Factores que afectan a la eficacia del mecanizado:
Rendimiento de la máquina: Se requieren altas velocidades de husillo y una buena estabilidad de la máquina. El fresado dinámico funciona especialmente bien en máquinas de cinco ejes.
Características del material: Los materiales más blandos, como las aleaciones de aluminio y cobre, son los más adecuados.
Selección de herramientas: El tamaño y el tipo de herramienta influyen en el rendimiento del fresado dinámico, sobre todo cuando se mecanizan materiales más duros.

Fresado por capas
Definición:
El fresado por capas es una estrategia de mecanizado que divide la profundidad de corte en varias capas finas. Cada corte elimina una pequeña cantidad de material, lo que controla eficazmente la carga de la herramienta, reduce su desgaste excesivo y mantiene una elevada precisión de mecanizado.

Materiales aplicables:
Aceros duros (aceros para herramientasaceros aleados), acero inoxidable, hierro fundido, aleaciones de titanio utilizadas para el acabado y otros materiales duros.
El fresado por capas suele ser adecuado para materiales de mayor dureza y tareas de mecanizado que requieren una mayor calidad superficial y precisión.
Rango de velocidad del cabezal:
El fresado por capas suele funcionar a velocidades de husillo relativamente bajas, normalmente entre 3000-8000 RPM.
Para materiales duros como las aleaciones de titanio y los aceros templados, las velocidades del husillo deben reducirse adecuadamente para minimizar el desgaste de la herramienta.
Velocidad de avance:
La velocidad de avance del fresado por capas suele ser inferior, normalmente 500-5000 mm/min. Las velocidades de avance más bajas ayudan a garantizar la estabilidad del corte y la precisión del mecanizado.
Ventajas e inconvenientes:
Ventajas:
- Condiciones de mecanizado estables, adecuadas para materiales duros y operaciones de acabado.
- La reducida profundidad de corte por pasada reduce la carga de la herramienta y mejora la calidad superficial y la precisión dimensional.
- Proporciona alta precisión y es adecuado para el mecanizado de precisión.
Desventajas:
- Una profundidad de corte reducida conlleva un menor índice de arranque de material y una menor eficiencia.
- Como cada corte elimina sólo una pequeña cantidad de material, los ciclos de mecanizado son más largos y no son adecuados para eliminar rápidamente grandes volúmenes de material.
Eficacia de mecanizado:
El fresado por capas tiene una eficacia relativamente menor, especialmente cuando se eliminan grandes volúmenes de material, debido a que las velocidades de avance son más lentas y las tasas de eliminación de material más bajas. Sin embargo, en mecanizados de precisión y requisitos de gran exactitud, puede ofrecer mejores resultados.
Factores que afectan a la eficacia del mecanizado:
Dureza del material: Los materiales duros son adecuados para el fresado por capas, pero la eficacia es baja cuando se mecanizan materiales más blandos.
Selección de herramientas: La geometría de la herramienta, la profundidad de corte y el avance influyen en la eficacia y la precisión.
Parámetros de corte: La profundidad de corte, el avance y la velocidad del husillo adecuados determinan el rendimiento general del mecanizado.
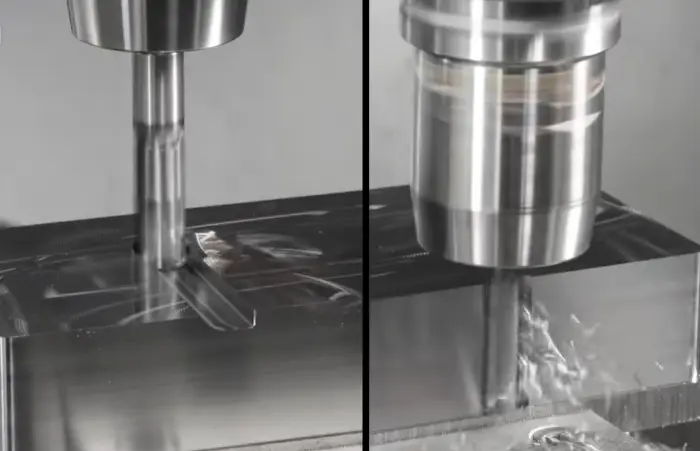
Fresado Dinámico CNC vs Fresado por Capas: ¿Cuál es más eficiente?
Para comparar la eficacia de desbaste de ambos métodos, creamos una pieza de cavidad que mide 10 mm × 10 mm con una profundidad de 25 mm. El material de la pieza es Aluminio 7075con unas dimensiones totales de 150 mm × 150 mm × 30 mm y una cavidad interna. La sobremedida de mecanizado de la pieza en bruto se fija en 5 mmy 25 mm necesita ser eliminado de los bordes.
Velocidad de eliminación de material (Q) se utiliza como medida de comparación. Cuanto mayor sea el volumen de material retirado por unidad de tiempo, mayor será el valor Q. La unidad es cm³/min.
Los otros dos parámetros que influyen son profundidad de corte (AP) y anchura de corte (AE).
Fórmula conocida:
Q = (F × AP × AE) / 1000
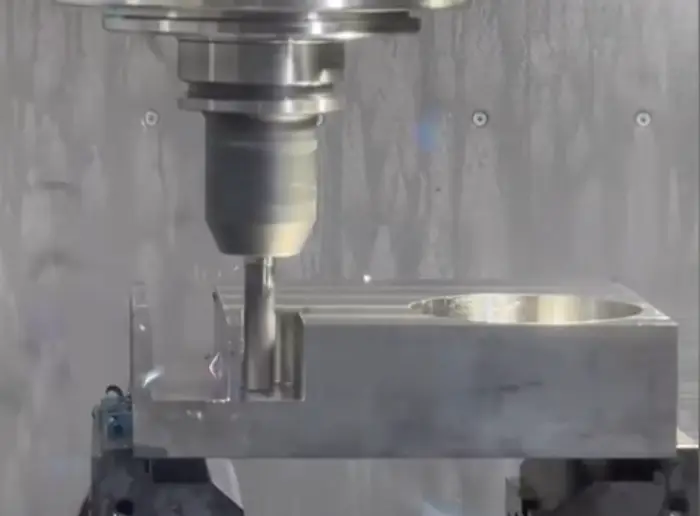
Cálculo dinámico del desbaste
Diámetro de la herramienta: Herramienta estándar de 10 mmLongitud del filo de corte 30 mm.
Dado que el mecanizado dinámico requiere herramientas ligeramente más grandes para reducir el riesgo de rotura, el diámetro de la herramienta se selecciona como 12 mm.
Velocidad del cabezal S = 8000
Avance medio F = 5000 mm/min
Profundidad de corte AP = 30 mm (una sola pasada)
Anchura de corte AE = 2,5 mm
Cálculo:
Q = 5000 × 30 × 2.5 / 1000
Resultado:
Q = 375 cm³/min
Cálculo del desbaste por capas
Para el desbaste de capas se utiliza una fresa de plaquitas. El diámetro de la herramienta debe cubrir la anchura de corte, por lo que se utiliza un Cortador de 32 mm de diámetro está seleccionada.
Velocidad del cabezal S = 4500
Velocidad de avance F = 4000 mm/min
Profundidad de corte AP = 2 mm
Anchura de corte AE = 25 mm
Resultado del cálculo:
Q = 200 cm³/min
A partir de los resultados de los cálculos, la velocidad de arranque de material del fresado dinámico es efectivamente superior a la del fresado por capas, y la velocidad de mecanizado teórica es más rápida. Sin embargo, en el mecanizado real, el fresado dinámico no siempre es más rápido. Durante el mecanizado de cavidades y el desbaste circundante, a menudo se producen muchos movimientos en bucle y trayectorias de herramienta ociosas, que hacen perder tiempo de mecanizado. Además, las condiciones de desbaste dinámico no siempre son estables. Al eliminar grandes porciones de material, la carga de la herramienta puede aumentar repentinamente y provocar la rotura de la herramienta.
Por el contrario, el fresado por capas tiene menos movimientos en bucle y trayectorias de herramienta en vacío más cortas, lo que se traduce en un ritmo de mecanizado más estable. Algunos pueden plantearse utilizar el fresado por capas y convencional para mejorar la velocidad del desbaste dinámico, pero esto aumenta la carga de la herramienta y acelera su desgaste, lo que en última instancia eleva los costes de mecanizado.
Sin embargo, cuando el material cambia de Aluminio 7075 aleación a titanio aleación (como TC-4)la situación es diferente. Las aleaciones de titanio tienen una baja conductividad térmica. Si se utiliza el fresado por capas, la disipación del calor de la herramienta se hace difícil, y alrededor del 80% del calor se concentra en la punta de la herramienta, provocando un rápido desgaste de la herramienta y reduciendo la estabilidad del mecanizado y la rentabilidad. Con el fresado dinámico, el corte utiliza principalmente el filo lateral de la herramienta. Siempre que se controle la velocidad de arranque de material y se evite un engrane excesivo, mejora la disipación del calor y aumenta la velocidad de mecanizado.
Por tanto, la tasa de arranque de material es sólo un factor de referencia. También debe combinarse con el tipo de material y las características del mecanizado para determinar la mejor estrategia. Por ejemplo, al mecanizar piezas de aleación de aluminio, el desbaste en cavidad puede utilizar fresado por capasmientras que el resto Esquinas R o filetes en los bordes de la pieza puede borrarse utilizando fresado dinámicoque puede ahorrar más tiempo de mecanizado.
Criterios de selección para el fresado dinámico y el fresado por capas
La elección entre el fresado dinámico y el fresado por capas depende principalmente de los siguientes factores:
Tipo de material:
Para materiales blandos como las aleaciones de aluminio y cobre, el fresado dinámico proporciona una mayor eficacia.
Para materiales duros como las aleaciones de titanio, el acero inoxidable y el acero templado, el fresado por capas es más adecuado porque mantiene una mayor precisión de mecanizado y calidad superficial.

Objetivos del mecanizado:
Si el objetivo es eliminar una gran cantidad de material rápidamente, el fresado dinámico es más adecuado después de optimizar las trayectorias de herramienta en vacío y los movimientos en bucle, ya que ofrece mayores tasas de eliminación y velocidades de avance más rápidas.
Si el objetivo es el mecanizado de precisión con gran calidad superficial o exactitud, el fresado por capas presenta ventajas, especialmente para operaciones de acabado complejas. Sin embargo, hay que prestar atención a la concentración de calor en la punta de la herramienta para evitar un desgaste rápido.
Rendimiento de las máquinas herramienta:
El fresado dinámico requiere velocidades de husillo más altas y una mayor estabilidad de la máquina, por lo que es más adecuado para máquinas de cinco ejes o de alta precisión.
El fresado por capas requiere menos maquinaria y es apto para la mayoría de las máquinas convencionales de tres ejes.
Eficacia de mecanizado:
El fresado dinámico es más eficaz para eliminar grandes volúmenes de material, mientras que el fresado por capas es más adecuado para las operaciones de acabado, ya que ofrece menor eficacia pero mayor precisión.
Conclusión
Tanto el fresado dinámico como el fresado por capas tienen sus propias ventajas en el mecanizado CNC. El fresado dinámico es adecuado para los materiales más blandos y la eliminación rápida de material, mientras que el fresado por capas es mejor para los materiales más duros y el mecanizado de precisión. La elección de la estrategia adecuada depende del material, las características del mecanizado y la capacidad de la máquina. póngase en contacto con con nosotros.








