

Mecanizado por hilo edm
Nuestros profesionales Servicio de mecanizado por electroerosión por hilo puede satisfacer los requisitos de mecanizado de piezas de alta precisión y formas complejas, sin tensiones de corte.
Tolerancia±0,001 pulgadas
Gama de precios: 20~500 USD/CP
Material de mecanizado:
- Aluminio
- Acero inoxidable
- Carburo
- Acero
- Titanio
- Cobre
- Latón
- tungsteno
- molibdeno
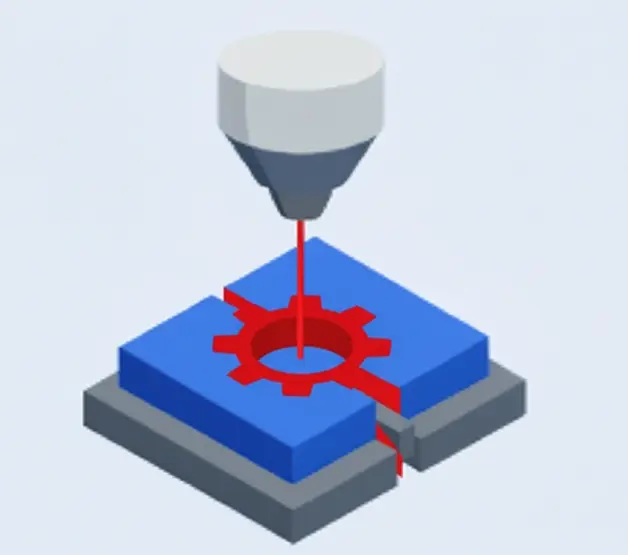
¿Qué es el mecanizado por hilo?
La electroerosión por hilo (electroerosión) es un proceso de mecanizado de precisión que utiliza hilo metálico fino (normalmente cobre o molibdeno) para crear chispas eléctricas entre el hilo y la pieza. Las chispas funden o vaporizan el material, permitiendo un corte preciso. La electroerosión por hilo se utiliza ampliamente para el mecanizado de formas complejas, piezas de alta precisión y materiales duros en sectores como la fabricación de moldes, el aeroespacial y la automoción. Sus principales ventajas son la ausencia de desgaste de la herramienta y una gran precisión.
La electroerosión se divide en cable rápido, cable lento y cable medio EDM
Material para el mecanizado por electroerosión por hilo
El mecanizado por electroerosión por hilo puede procesar materiales conductores de gran dureza, formas complejas o difíciles de procesar con el mecanizado tradicional.
Material :

Aluminio
El aluminio es un material muy utilizado para el mecanizado de precisión debido a su baja densidad, buena resistencia y resistencia a la corrosión. Se aplica habitualmente en la industria aeroespacial, implantes biomédicos y piezas de automoción.
Color : Plata.
Tipos : Aluminio 6061、7075、2024、5052、6063 y MIC-6.
Acabado superficial : Pulido, cepillado, arenado, cromado, anodizado, galvanoplastia, recubrimiento en polvo, grabado láser.
Plazo de entrega : 1-5 días.
")
Acero inoxidable
El acero inoxidable ofrece una excelente resistencia a la corrosión y una superficie lisa y fácil de limpiar.Muy utilizado en equipos de cocina, dispositivos médicos, construcción y piezas de automoción.
Color : Plata.
Tipos : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Acabado superficial : Pulido, cepillado, arenado, galvanoplastia, pulverización, PVD (deposición física de vapor), pasivación, decapado, coloración.
Plazo de entrega 2-5 días.

Cobre
Posee conductividad eléctrica, ductilidad a la tracción y propiedades antimicrobianas, y se utiliza principalmente para su transformación en artesanía, artículos decorativos y equipos médicos.
Color Naranja, amarillo.
Tipos : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Acabado superficial : Pasivado, galvanoplastia, revestimiento químico, granallado, chorro de arena, tratamiento químico de películas, pulido, limpieza brillante.
Plazo de entrega : 1-5 días.

Bronce
El bronce es una aleación de cobre y estaño (a menudo con elementos como plomo o zinc) con un punto de fusión bajo, buena fluidez y fuerte resistencia a la corrosión.Se utiliza mucho para esculturas, cojinetes, engranajes, válvulas y componentes marinos como hélices, accesorios de casco y bombas.
Color oro/marrón.
Tipos : Bronce al estaño, bronce al aluminio, bronce al berilio, bronce al silicio, bronce al manganeso.
Acabado superficial : Chorro de arena, pulido, moleteado, esmerilado, pasivado, recubrimiento con película química, coloración por impregnación, coloración con brocha/pulverización, galvanoplastia, anodizado, recubrimiento en polvo, cepillado.
Plazo de entrega : 1-5 días.

Acero
El acero es una aleación de hierro y carbono con propiedades ajustables como resistencia, tenacidad y resistencia a la corrosión.
Se utiliza ampliamente para piezas mecánicas, herramientas de corte y componentes de motores.
Color : Plata .
Tipos : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Acabado superficial :Chorro de arena, acabado espejo, revestimiento PVD, acabado cepillado, revestimiento por pulverización, galvanoplastia.
Plazo de entrega : 1-5 días

Magnesio
El magnesio tiene baja densidad, baja dureza y buena conductividad térmica. Su relación resistencia-peso supera la de las aleaciones de aluminio y acero, y sus excelentes propiedades de amortiguación lo hacen adecuado para aplicaciones aeroespaciales, de automoción y electrónicas.
Color : Plata.
Tipos : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Acabado superficial : Revestimiento por conversión química, anodizado, niquelado, galvanoplastia, revestimiento compuesto, pintura en spray, revestimiento en polvo, revestimiento electroforético.
Plazo de entrega : 1-5 días.

Grafito
La conductividad del grafito se utiliza en el moldeo de precisión para evitar la contaminación por polvo causada por el mecanizado. Se utiliza principalmente para la fabricación de electrodos y moldes de electroerosión.
Color : Negro.
Acabado superficial : Corte mecánico, decapado, tratamiento electrolítico, revestimiento, pulido, refuerzo de superficies por electroerosión.
Plazo de entrega : 3-5 días

Pieza cerámica conductora
Las cerámicas conductoras, utilizadas en la industria aeroespacial y en componentes como sensores y piezas electrónicas, ofrecen gran dureza y estabilidad química, pero son difíciles de mecanizar.
La descarga pulsada permite el procesamiento a alta temperatura y sin contacto, reduciendo la tensión y las grietas.
Tipo : Cerámicas conductoras óxido/no óxido, cerámicas conductoras compuestas
Color : blanco, dorado, rosa negro, etc.
Plazo de entrega : 3-5 días
Acabado superficial para el mecanizado por electroerosión por hilo
Las piezas de electroerosión por hilo suelen presentar marcas de fusión en la superficie y ligeras deformaciones tras el mecanizado.
Es necesario un tratamiento posterior para mejorar su rendimiento y aspecto.

Acabado mecanizado
El prototipo procesado por la máquina herramienta conserva huellas del mecanizado de la herramienta.

Anodizado
Mejora la resistencia de los metales a la corrosión y el desgaste puede ser de color y revestimientos protectores.

Polaco
Mejora la suavidad y el aspecto de las superficies de metales, cerámica, plásticos y PMMA.

Chorro de arena
Utiliza abrasivos de alta presión para crear un acabado superficial limpio, rugoso y mate.

Acabado cepillado
Añade texturas a las superficies metálicas, mejorando la estética.

Recubrimiento en polvo
Utiliza la aplicación electrostática y el curado térmico para formar una capa densa que mejora la resistencia a la corrosión de las piezas.

Galvanoplastia acabado
Deposita una capa metálica para mejorar la resistencia a la corrosión y al desgaste.

Óxido negro
Forma un revestimiento antirreflectante de bajo coste sobre superficies metálicas mediante una sencilla oxidación química.

Alodine
Forma un revestimiento resistente a la corrosión mediante conversión química, mejorando la adherencia y la conductividad.

Tratamiento térmico
Modifica la microestructura del metal para mejorar la dureza, la resistencia, la tenacidad y la resistencia al desgaste.
Ventajas del mecanizado por electroerosión por hilo
Alta precisión: Alcanza una precisión ultraelevada de hasta ±0,001 mm, ideal para piezas complejas de alta tolerancia.
Sin contacto físico: El mecanizado sin contacto evita el desgaste de la herramienta y la deformación térmica, apto para diversos materiales.
Mecanizado de formas complejas: Produce fácilmente geometrías intrincadas y detalles finos como pequeños orificios y cortes estrechos.
Adecuado para materiales de gran dureza: Capaz de mecanizar materiales por encima de 60 HRC, incluidas aleaciones de carburo y titanio.
Sin tensión mecánica: Elimina la concentración de tensiones, preservando la estabilidad y precisión de la pieza.
Alta calidad superficial: Produce superficies lisas con baja rugosidad, reduciendo las necesidades de postprocesado.
Funcionamiento estable a largo plazo: Admite el mecanizado continuo y estable para la producción de grandes volúmenes.
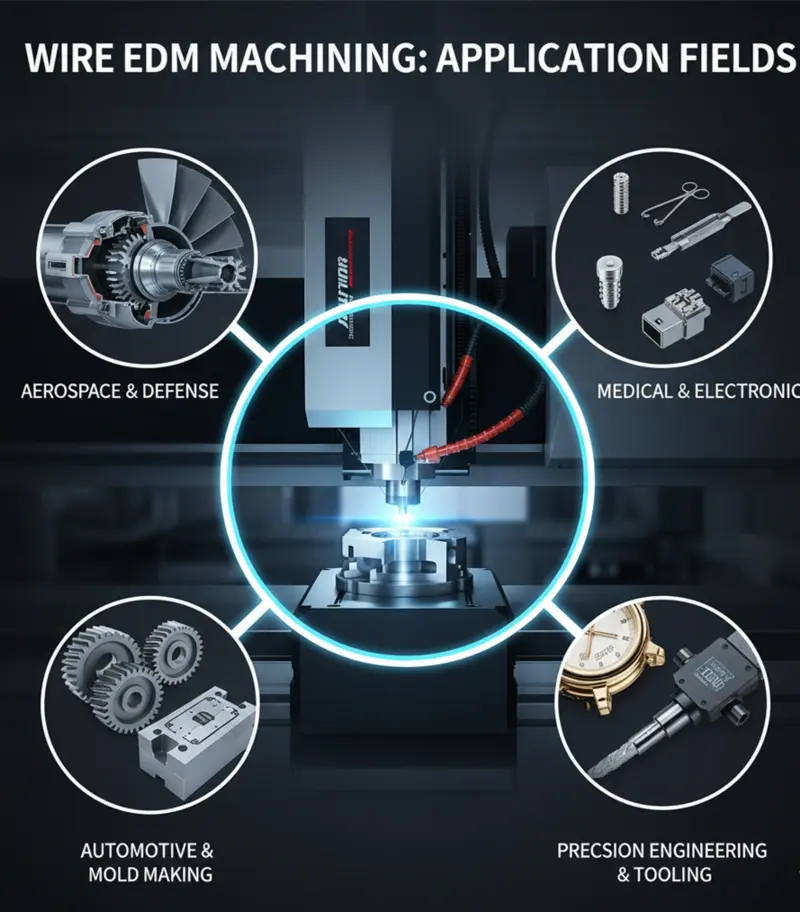
Aplicación del mecanizado de piezas por electroerosión por hilo
Fabricación de moldes: Produce componentes de moldes de alta precisión, como cavidades, insertos y canales de refrigeración.
Aeroespacial: Mecaniza piezas complejas de alta precisión, como componentes de motores, álabes de turbinas y engranajes.
Automóvil: Fabrica piezas de precisión para automóviles, incluidos componentes de motor, orificios de refrigeración y boquillas de combustible.
Productos sanitarios: Se utiliza para instrumentos quirúrgicos de alta precisión y equipos dentales con un excelente acabado superficial.
Maquinaria de precisión: Produce engranajes, cojinetes y herramientas de corte con geometrías complejas y gran precisión.
Industria energética: Crea piezas de alta resistencia a la corrosión para aplicaciones nucleares y de energía eólica.
Metalurgia y Arte: Permite realizar intrincados grabados y diseños decorativos para joyería y trabajos artísticos.
Preguntas más frecuentes sobre el mecanizado por electroerosión por hilo
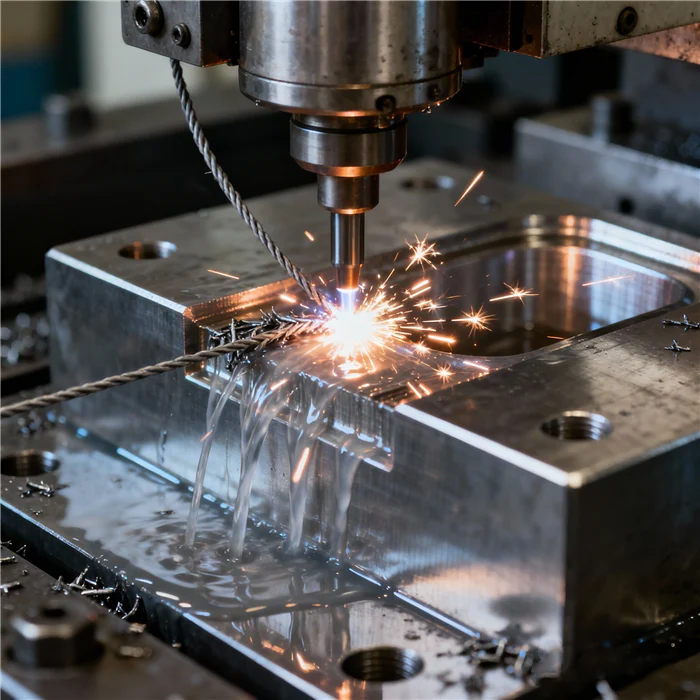
¿Cuál es el principio de funcionamiento de la electroerosión por hilo?
La electroerosión por hilo (EDM) corta materiales conductores generando chispas eléctricas de alto voltaje entre un fino hilo metálico (normalmente de molibdeno o latón) y la pieza. La alta temperatura instantánea (hasta varios miles de grados Celsius) funde y vaporiza el material, mientras que el agua desionizada elimina los restos fundidos. Todo el proceso se controla con precisión mediante un sistema CNC.
¿Qué precisión puede alcanzar la electroerosión por hilo?
La electroerosión por hilo suele alcanzar una precisión de ±0,002-0,005 mm con una rugosidad superficial inferior a Ra0,8μm.
Ventajas:
- Puede cortar ranuras estrechas (0,05 mm de ancho) y esquinas internas afiladas (R0,1 mm o menos);
- Alta precisión de posicionamiento repetitivo para la producción en serie;
- A menudo no requiere pulido posterior.
Caso: En el sector aeroespacial, los orificios de refrigeración de los álabes de las turbinas deben mecanizarse con una tolerancia de ±0,003 mm, por lo que la electroerosión por hilo es la única solución viable.
¿Cuál es la eficacia de la electroerosión por hilo en comparación con el fresado?
Características de eficiencia:
- Velocidad de una pieza: Más lenta que la de fresado (~50-200mm²/min), pero ideal para formas complejas;
- Ventaja de la producción en serie: Permite el funcionamiento desatendido 24/7 con enhebrado automático de hilo (AWT) y programación CNC;
- Adaptabilidad a los materiales: Más eficaz que el fresado para materiales duros (por ejemplo, HRC60+).
Comparación con el fresado:
– Ventajas: Sin fuerza de corte (evitando la deformación de la pieza); puede procesar materiales ultraduros;
– Desventajas: Más lento que el fresado; puede formar capas de óxido que requieren una limpieza posterior.
¿La electroerosión por hilo crea capas de óxido en las superficies? ¿Cómo tratarlas?
Causas de la capa de óxido: Las chispas a alta temperatura oxidan la superficie, formando una capa negra/gris de 0,01-0,05 mm de espesor.
Métodos de tratamiento:
- Eliminación mecánica: Lijado con papel de lija, chorro de arena;
- Limpieza química: Lavado ácido o alcalino;
- Pulido electroquímico: Mejora el acabado superficial.
Práctica del sector: En el caso de los implantes médicos, las capas de óxido deben eliminarse por completo para garantizar la biocompatibilidad.
¿Qué riesgos de seguridad existen en la electroerosión por hilo? ¿Cómo prevenirlos?
Principales riesgos:
- Choque eléctrico: Las chispas de alta tensión pueden causar electrocución;
- Lesión mecánica: Rotura del hilo o expulsión de la pieza;
- Incendio: Conductividad anormal del agua desionizada o refrigerantes inflamables a base de aceite.
Medidas de prevención:
- Protección de los equipos: Instalar protección contra rayos y pulsadores de parada de emergencia;
- Normas de funcionamiento: No tocar nunca el cable; mantener cerrados los armarios eléctricos durante el proceso;
- Control del medio ambiente: Mantener las zonas de trabajo secas e inspeccionar periódicamente los refrigerantes.
¿Qué factores afectan a los costes de la electroerosión por hilo?
Componentes del coste:
- Amortización del equipo: Las máquinas de gama alta cuestan ~$70.000-$280.000;
- Consumibles: Alambre (~$70-$280 por rollo), agua desionizada (requiere sustitución periódica);
- Consumo de energía: ~5-15kWh por hora de mecanizado;
- Costes laborales: Requiere programadores/operadores cualificados.
Sugerencias de optimización:
- Producción en serie: Reduzca la intervención manual con la programación CNC;
- Selección de materiales: Dar prioridad a los materiales altamente conductores (por ejemplo, el cobre) para acortar el tiempo de procesamiento;
- Optimización del proceso: Utilice el mecanizado en dos pasos de desbaste+acabado para equilibrar eficiencia y precisión.
