
Rectificado interior
Nuestros servicios de rectificado interno de precisión ofrecen una precisión de grado IT5 y un acabado superficial Ra 0,2μm para componentes críticos de las industrias aeroespacial, automovilística y médica. Póngase en contacto con nosotros ahora para obtener soluciones de mecanizado personalizadas y recibir un presupuesto detallado en 24 horas.
- Precisión de hasta 0,001
- Rectificado de superficies internas de metal y plástico
- Certificación ISO 9001:2015
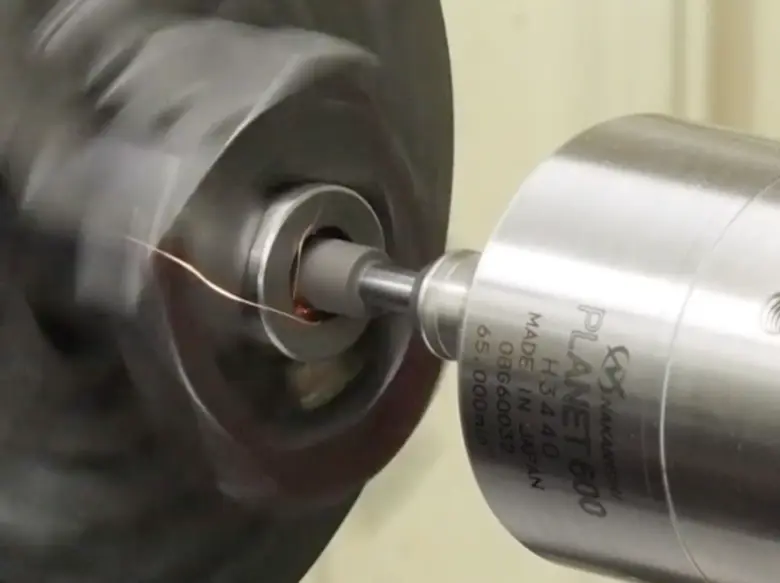
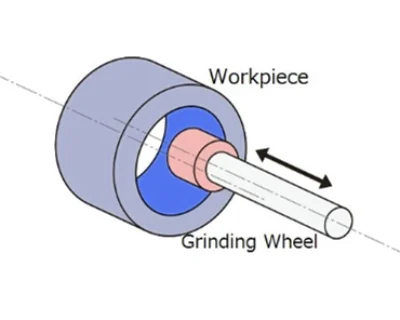
¿Qué es el rectificado interior?
El rectificado interior es un proceso compuesto que abarca simultáneamente el acabado de los orificios internos (círculos interiores) y las superficies cilíndricas externas. Mediante la integración de muelas abrasivas especializadas con sistemas de control de alta precisión, permite el control dimensional simultáneo de las características internas y externas de ejes, manguitos, superficies de acoplamiento y componentes similares. Esta tecnología tiene una amplia aplicación en industrias como la de componentes hidráulicos, sistemas de transmisión, instrumentos de precisión y equipos energéticos.
Materiales adecuados para el rectificado interior
El rectificado interior admite más de 80 materiales metálicos y no metálicos. Optimizamos los materiales y procesos en función de las necesidades de rendimiento, medio ambiente, coste y precisión.
Material metálico :

Aluminio
El aluminio es el componente mecanizado de precisión más utilizado. Tiene una densidad baja, una textura dura y un material blando. Gracias a su resistencia a la corrosión, se utiliza mucho en la industria aeroespacial, los huesos biónicos y la fabricación de piezas de automóvil.
Color : Plata.
Tipos : Aluminio 6061、7075、2024、5052、6063 y MIC-6.
Acabado superficial : Pulido, cepillado, arenado, cromado, anodizado, galvanoplastia, recubrimiento en polvo, grabado láser.
Plazo de entrega : 1-5 días.
Acero inoxidable
El acero inoxidable ofrece una gran resistencia a la corrosión y una superficie lisa y fácil de limpiar. Se utiliza principalmente en componentes de equipos de cocina, dispositivos médicos, materiales de construcción y construcción, así como en piezas de automoción.
Color : Plata.
Tipos : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Acabado superficial : Pulido, cepillado, arenado, galvanoplastia, pulverización, PVD (deposición física de vapor), pasivación, decapado, coloración.
Plazo de entrega 2-5 días.

Cobre
Posee conductividad eléctrica, ductilidad a la tracción y propiedades antimicrobianas, y se utiliza principalmente para su transformación en artesanía, artículos decorativos y equipos médicos.
Color Naranja, amarillo.
Tipos : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Acabado superficial : Pasivado, galvanoplastia, revestimiento químico, granallado, chorro de arena, tratamiento químico de películas, pulido, limpieza brillante.
Plazo de entrega : 1-5 días.

Bronce
El bronce (aleación Cu-Sn) tiene bajo punto de fusión y buena fluidez. Resistente a la corrosión, se utiliza en cojinetes, engranajes, válvulas, esculturas y piezas marinas.
Color oro/marrón.
Tipos : Bronce al estaño, bronce al aluminio, bronce al berilio, bronce al silicio, bronce al manganeso.
Acabado superficial : Chorro de arena, pulido, moleteado, esmerilado, pasivado, recubrimiento con película química, coloración por impregnación, coloración con brocha/pulverización, galvanoplastia, anodizado, recubrimiento en polvo, cepillado.
Plazo de entrega : 1-5 días.

Acero
El acero (hierro con 0,1-1,7% de carbono y aleaciones) ofrece resistencia, tenacidad, resistencia al desgaste y a la corrosión. Se utiliza para pernos, ejes, engranajes, herramientas, válvulas y piezas de turbinas.
Color : Plata .
Tipos : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Acabado superficial :Chorro de arena, acabado espejo, revestimiento PVD, acabado cepillado, revestimiento por pulverización, galvanoplastia.
Plazo de entrega : 1-5 días

Magnesio
El magnesio es ultraligero, con poca fuerza de corte y buena maquinabilidad. Su elevada relación resistencia-peso y amortiguación supera a la del aluminio, ideal para la industria aeroespacial, automovilística y electrónica.
Color : Plata.
Tipos : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Acabado superficial : Revestimiento por conversión química, anodizado, niquelado, galvanoplastia, revestimiento compuesto, pintura en spray, revestimiento en polvo, revestimiento electroforético.
Plazo de entrega : 1-5 días.
Material plástico :

PC
Termoplástico de altas prestaciones con tenacidad y rigidez, ideal para mecanizado CNC. Ligero, resistente a la fluencia y aislante. Reciclable; se utiliza en carcasas y soportes electrónicos.
Color : blanco o negro.
Tipos : General Mecanizable/Retardante de la llama/Reforzado/Blended PC.
Acabado superficial : Pulido, endurecimiento, pulverización, grabado por láser, galvanoplastia, estampación en caliente.
Plazo de entrega : 1-5 días.

POM
Alta resistencia, baja fricción y dimensiones estables. Fácil de mecanizar y puede sustituir al metal en piezas de desgaste como engranajes y cojinetes. Se utiliza en automoción, maquinaria y herramientas médicas.
Color Blanco, negro, azul, amarillo, etc.
Tipos : POM-H, POM-C.
Acabado superficial : Pulido, arenado, pulido químico, pulido láser, anodizado/pintado.
Plazo de entrega : 1-5 días.
PA
El PA (nailon) ofrece una resistencia de 62-85 MPa, baja fricción y resistencia al calor. Ideal para engranajes y cojinetes de componentes de automoción, electrónica y maquinaria industrial.
Color : De color.
Tipos : PA6, PA66, PA6T, PA9T.
Acabado superficial :Rectificado mecánico, grabado ácido/álcali, tecnología de hidrólisis, revestimiento.
Plazo de entrega : 1-5 días.

PEEK
El PEEK es un plástico de ingeniería de alta resistencia, alta temperatura y baja fricción con una excelente resistencia química, que se utiliza en la industria aeroespacial, dispositivos médicos y piezas de precisión.
Color : Beige, negro.
Tipos : CF-PEEK, GF-PEEK, PEEK con rellenos de negro de carbón/cerámica/PTFE/grafito.
Acabado superficial :Chorro de arena, pulido, revestimiento metálico, revestimiento polimérico.
Plazo de entrega : 1-5 días.
Rectificado interior
| Artículo | Especificación |
|---|---|
| Redondez | ≤0,001 mm (grado de precisión), ≤0,005 mm (grado de precisión media) |
| Cilindricidad | ≤0,002 mm/m (grado de precisión) |
| Rugosidad superficial | Ra 0,025μm (rectificado espejo) ~ Ra 3,2μm (rectificado basto). |
| Diámetro máximo de mecanizado | ≤500mm (exterior) / ≤300mm (interior) |
| Longitud máxima de mecanizado | ≤2000mm |
| Diámetro mínimo de mecanizado | ≥0,5 mm (exterior) / ≥2 mm (interior) |
| Ciclo medio de entrega | 5-7 días para piezas de precisión, 3-5 días para piezas normales |
| Índice de capacidad de proceso | CPK≥1.33 (dimensiones clave) |
Guía del rectificado interior
Recomendaciones para la selección de muelas abrasivas
| MATERIAL DE LA PIEZA | ABRASIVO RECOMENDADO | CARACTERÍSTICAS |
|---|---|---|
| Acero al carbono, acero aleado | Corindón blanco | Alta dureza, baja generación de calor, adecuada para el rectificado de precisión |
| Acero inoxidable/aleación de titanio | Nitruro de boro cúbico | Buena estabilidad térmica, la resistencia al desgaste es 100 veces superior a la del corindón |
| Aleación de aluminio/latón | Carburo de silicio verde | Gran nitidez, evita el atasco de virutas |
| Cerámica/vidrio | Diamante | Abrasivo superduro, adecuado para materiales duros y quebradizos |
Rectificado basto (Ra 1,6-3,2μm): Tamaño de grano 24#-60#, muela abrasiva de grado blando (G-J).
Rectificado de precisión (Ra 0,4-0,8μm): Tamaño de grano 80#-120#, muela abrasiva de grado medio (K-M).
Rectificado de superprecisión (Ra≤0,2μm): Tamaño de grano 150#-240#, muela de grado duro (N-P).
Parámetros de procesamiento para materiales de piezas comunes
Unos parámetros de procesamiento adecuados son esenciales para conseguir una calidad estable, precisión dimensional y un acabado superficial uniforme. Los siguientes parámetros se aplican tanto a rectificado exterior y rectificado interior, que abarca factores clave como la velocidad de la muela, la velocidad de avance, la profundidad de rectificado, el método de refrigeración y la rugosidad de la superficie.
En las tablas siguientes se indican los parámetros de rectificado recomendados para metálico y no metálico materiales de la pieza de trabajo.
| MATERIAL | VELOCIDAD DE LA MUELA (M/S) | VELOCIDAD DE AVANCE (MM/MIN) | PROFUNDIDAD DE RECTIFICADO (MM) | MÉTODO DE REFRIGERACIÓN |
|---|---|---|---|---|
| 45# acero | 30 – 35 | 100 – 150 | 0.05 – 0.1 | Pulverización de emulsión a alta presión |
| Acero inoxidable 304 | 25 – 30 | 80 – 120 | 0.03 – 0.08 | Extrema - fluido de corte a presión + refrigeración interna |
| Aleación de aluminio 7075 | 20 – 25 | 150 – 200 | 0.1 – 0.2 | Refrigeración por pulverización de queroseno |
| MATERIAL NO METÁLICO | TIPO DE MUELA | VELOCIDAD DE AVANCE (MM/MIN) | OBJETIVO DE RUGOSIDAD SUPERFICIAL |
|---|---|---|---|
| POM | Muela de resina de poro atmosférico | 60 – 100 | Ra 0,8μm |
| PEEK | Muela de CBN | 40 – 60 | Ra 0,4μm |
| PRFV | Muela de silicio carbonizado | 80 – 120 | Ra 1,6μm |
Ventajas del rectificado interior
Mecanizado de alta precisión
El rectificado interior/exterior alcanza una precisión de ±0,001 mm y una redondez de ≤0,0005 mm, ideal para ejes aeroespaciales y componentes hidráulicos.
Calidad de superficie superior
La rugosidad superficial alcanza Ra≤0,04μm, o Ra≤0,01μm para ultraprecisión, cumpliendo requisitos ópticos, de moldes y de alto acabado.
Amplia compatibilidad de materiales
Admite metales, cerámica, vidrio, plásticos y materiales compuestos, abarcando materiales duros, quebradizos y blandos para diversas aplicaciones.
Alta eficacia
El rectificado CNC con herramientas de alta velocidad como el CBN garantiza un mecanizado estable, mejorando la productividad y reduciendo los tiempos de ciclo.
Campos de aplicación del rectificado interior
1.Aerospace:Ejes de turbina, palas de motor, puntales del tren de aterrizaje, ejes de precisión del sistema de navegación.
2.Fabricación de automóviles: Cigüeñales, árboles de levas, engranajes de transmisión, bloques de cilindros hidráulicos, bujes del sistema de dirección.
3.Fabricación de moldes y matrices: Núcleos/cavidades de moldes de plástico, postes/casquillos guía de matrices de estampación, orificios de moldes de fundición a presión.
4.Productos sanitarios:Articulaciones artificiales (cadera/rodilla), instrumentos quirúrgicos (brocas, fresas), perforaciones para implantes.
FAQ del rectificado interior
¿Qué factores afectan a la rugosidad superficial en el rectificado cilíndrico interior-exterior y cómo ajustarlos?
Varios factores influyen en la rugosidad superficial. El tamaño de grano de la muela es un factor clave. Un tamaño de grano más fino produce generalmente una superficie más lisa, ya que puede eliminar cantidades más pequeñas de material por pasada. Sin embargo, también puede dar lugar a una tasa de eliminación de material más lenta. El material de la pieza también influye. Los materiales más blandos son más propensos a ser desbastados, lo que puede dar lugar a una superficie más rugosa si no se gestiona adecuadamente. Para ajustar la rugosidad de la superficie, puede cambiar la muela por otra con un tamaño de grano diferente. Por ejemplo, si necesita una superficie más lisa, cambie a una muela con un grano más fino. Además, puede ser útil optimizar los parámetros de rectificado, como la velocidad de avance y la profundidad de rectificado. Una velocidad de avance más lenta y una menor profundidad de rectificado suelen contribuir a un mejor acabado superficial.
¿Cómo elegir la muela abrasiva adecuada para el rectificado cilíndrico interior - exterior?
Al seleccionar una muela abrasiva para rectificado cilíndrico exterior, deben tenerse en cuenta factores como el material de la pieza de trabajo, la dureza y el acabado superficial requerido. Para piezas de materiales duros, como el acero templado, una muela de nitruro de boro cúbico (CBN) suele ser una buena elección debido a su elevada dureza y resistencia al desgaste. Para materiales más blandos, puede ser más adecuada una muela de corindón. Para el rectificado cilíndrico interior, el tamaño del agujero interior es crucial. La muela debe ser lo suficientemente pequeña para entrar en el orificio y tener suficiente resistencia para un rectificado eficaz. Para agujeros interiores de diámetro pequeño, se necesita una muela fina y de tamaño pequeño.
¿Cuáles son los defectos superficiales más comunes que pueden producirse durante el rectificado cilíndrico interior-exterior y cómo evitarlos?
Entre los defectos superficiales más comunes se incluyen arañazos, quemaduras y marcas de vibración. Los arañazos pueden deberse a impurezas en la superficie de la muela o a un avance inadecuado. Prevenga los arañazos rectificando regularmente la muela y garantizando una velocidad de avance estable. Las quemaduras se producen por un exceso de calor en el rectificado; utilice métodos de refrigeración eficaces, como la pulverización de refrigerante a alta presión, y controle los parámetros de rectificado. Las marcas de vibración pueden deberse a muelas desequilibradas o a una sujeción deficiente de la pieza; equilibre la muela y mejore los métodos de sujeción.
¿Cómo controlar la precisión dimensional durante el rectificado cilíndrico interior-exterior?
La precisión dimensional se controla mediante mediciones precisas con instrumentos como micrómetros. Optimice los parámetros de rectificado (velocidad de la muela, velocidad de avance, profundidad de rectificado) en función del material y los requisitos de precisión. Para una mayor precisión, utilice profundidades de rectificado menores y velocidades de avance más lentas. Garantice la estabilidad de la máquina mediante un mantenimiento y calibrado periódicos para reducir las vibraciones.
¿Cuáles son las ventajas de utilizar la tecnología CNC en el rectificado cilíndrico interior-exterior?
La tecnología CNC permite obtener resultados uniformes de alta precisión mediante un control exacto del movimiento de la muela y la pieza. Mejora la eficacia de la producción mediante operaciones automatizadas y procesos de rectificado continuos. Las máquinas CNC almacenan varios programas, lo que permite cambiar fácilmente entre tipos de piezas y requisitos de rectificado, proporcionando flexibilidad en diversos entornos de fabricación.
