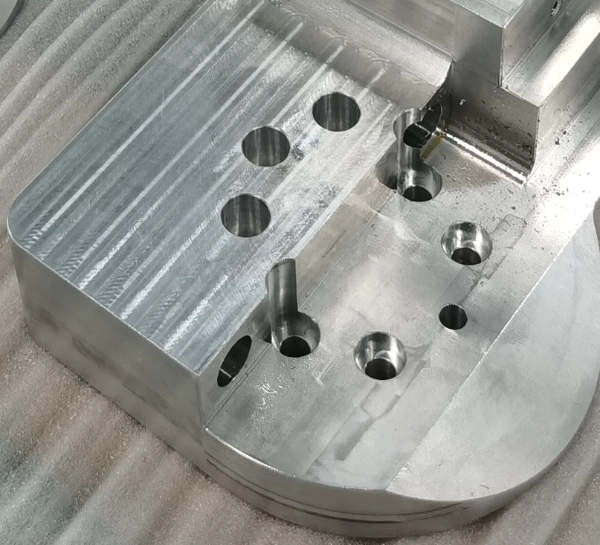
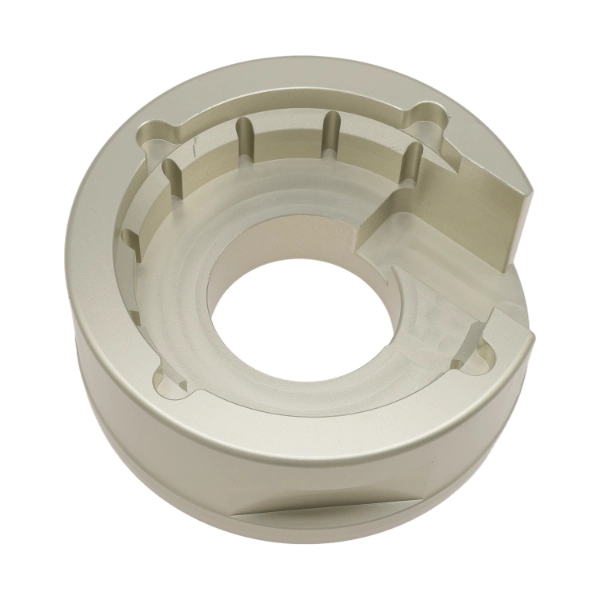
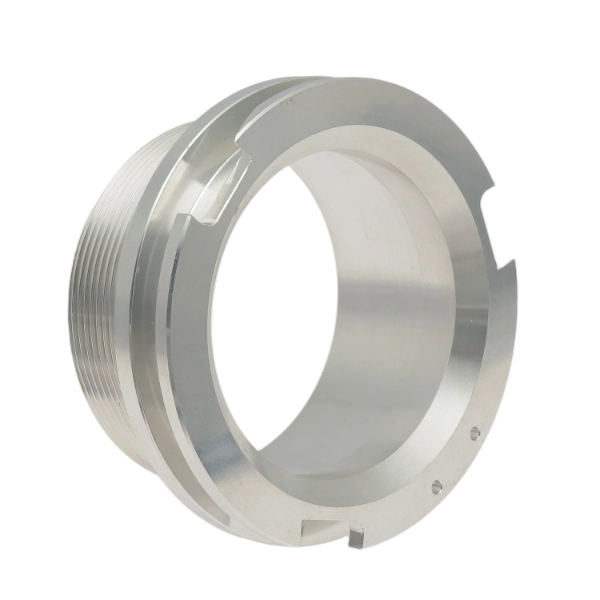
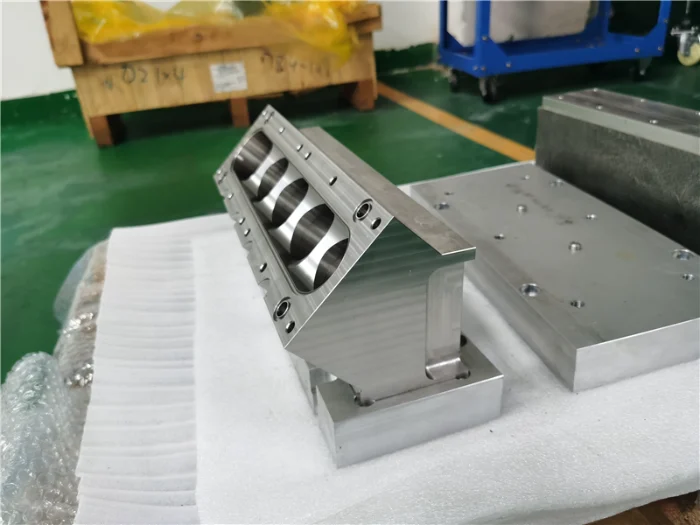
中型ワイヤー放電加工 中型ワイヤーカット放電加工(EDM)-ミクロンレベルの精度で加工の境界を再定義し、複雑な部品製造の効率と品質を大幅に向上! お見積もり 中ワイヤー放電加工機とは?高速荒加工と低速仕上げ加工を組み合わせ、リアルタイムCNCパラメータ制御と組み合わせることで、中速ワイヤ放電加工機は従来の高速ワイヤカットの精度ボトルネックを克服し、高い加工効率を維持します。また、誘電流体循環システムにより加工の安定性を確保し、金型や航空宇宙などの高精度製造用途に適しています。エレクトロスパーク放電の原理:高周波パルススパークにより、ワイヤー電極(モリブデンワイヤー)と被加工物の間に過渡的な高温(6,000~12,000℃)を発生させ、被加工物の材料を局所的に溶融・気化させ、誘電性流体(脱イオン水など)で洗い流すことで、非接触切断を実現する。複合ワイヤ送りとマルチパス制御:荒加工では高速ワイヤーフィード(8-12 m/s)を使用し、効率を向上。仕上げ加工では、低速ワイヤーフィード(1~3 m/s)とマルチカット(通常3~7回)に切り替わります。放電パラメータ(パルス幅、パルス間隔、出力)は、表面粗さ(Ra ≤ 0.8 μm)と寸法精度(±0.003 mm)を徐々に最適化するように動的に調整され、効率と品質のバランスを保ちます。 中型ワイヤー放電加工用素材 中線放電加工(ワイヤー放電加工)は、非接触加工の特性と高精度な制御能力により、様々な導電性材料の加工が可能です。特に、従来の切断方法では加工が困難な硬い材料、脆い材料、複雑な形状の材料に適しています。以下に代表的な加工材料と適用シーンを示す: 素材: アルミニウム ステンレス 銅 ブロンズ スチール マグネシウム グラファイト 導電性セラミックス アルミニウムアルミニウムは、最も一般的に使用される精密機械加工部品である。密度が低く、質感が硬く、柔らかい素材である。耐食性に優れているため、航空宇宙、バイオニックボーン、自動車部品製造に広く使用されている。カラー :シルバー種類 :アルミニウム6061、7075、2024、5052、6063およびMIC-6。表面仕上げ :研磨、ブラッシング、サンドブラスト、クロムメッキ、陽極酸化、電気メッキ、パウダーコーティング、レーザーエッチング。納期 :1-5日 ステンレスステンレス鋼は強い耐食性を持ち、表面は滑らかでお手入れが簡単です。主に厨房機器部品、医療機器、建材、建築、自動車部品などに使用されている。カラー :シルバー種類 :Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.表面仕上げ :研磨、ブラッシング、サンドブラスト、電気めっき、溶射、PVD(物理蒸着)、不動態化、酸洗、着色。納期 2-5日。 銅導電性、引張延性、抗菌性を持ち、主に工芸品、装飾品、医療機器などに加工される。カラー オレンジ、イエロー種類 : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.表面仕上げ: 不動態化処理、電気メッキ、化学メッキ、ショットピーニング、サンドブラスト、化学皮膜処理、研磨、光沢洗浄。納期 :1-5日 ブロンズ銅と錫(鉛、亜鉛、リンを含むこともある)の合金で、融点が800~900℃と低く、流動性に優れ、耐食性に優れている。低錫青銅は黄金色に輝き、高錫青銅は灰白色や銀灰色に見える。主に彫刻、軸受、歯車、バルブなどの機械製造や、プロペラなどの海洋工学部品、船体継手やウォーターポンプなどの海洋工学部品に使用される。カラー ゴールド/ブラウン種類 :錫青銅、アルミニウム青銅、ベリリウム青銅、シリコン青銅、マンガン青銅。表面仕上げ :サンドブラスト、研磨、ローレット、研削、不動態化、化学皮膜コーティング、含浸着色、刷毛/スプレー着色、電気メッキ、陽極酸化、粉体塗装、刷毛塗り。納期 :1-5日 スチール鉄に炭素(通常0.1%~1.7%)と他の合金元素(クロム、ニッケル、マンガンなど)を合金化したもの。組成や熱処理工程の調整により、高強度、高靭性、耐摩耗性、耐食性など多様な特性を得ることができる。ボルト、シャフト、ギア、ドリルビット、フライスカッター、旋削工具などの部品の製造に適しており、エンジンバルブやタービンブレードの製造にも頻繁に使用されている。カラー :シルバー .種類 :Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.表面仕上げ:サンドブラスト、鏡面仕上げ、PVDコーティング、ブラッシュ仕上げ、スプレーコーティング、電気メッキ。納期 :1-5日 マグネシウムマグネシウムの密度はアルミニウムの約3分の2、鋼の4分の1である。硬度が低いため、切削力が最小限に抑えられ、工具の摩耗が減少します。アルミニウムに比べて熱伝導性に優れているため、CNC加工の時間と材料を節約できます。強度対重量比はアルミニウム合金と鋼の両方を凌ぎ、減衰能力はアルミニウムの1.5倍で、振動や騒音を効果的に吸収します。これらの特性により、航空宇宙、自動車、エレクトロニクス産業にとって理想的な材料となっている。カラー :シルバー種類 :Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.表面仕上げ: 化成皮膜処理、陽極酸化処理、ニッケルメッキ、電気メッキ、複合皮膜処理、スプレー塗装、粉体塗装、電気泳動塗装。納期 :1-5日 グラファイト導電性黒鉛は、機械加工による粉塵汚染を避けるため、精密成形に使用される。主に電極製造や放電加工金型に使用される。カラー :ブラック表面仕上げ :機械的切断、酸洗、電解処理、コーティング、研磨、放電表面強化。納期 :3-5日 導電性セラミック部品導電性セラミックスは、高硬度で脆く、化学的安定性に優れているため、航空宇宙分野などで使用されているが、加工が難しい。パルス放電を用いて高温(約10,000℃)を発生させ、セラミックスを部分的に溶融させることで、非接触加工が可能となり、機械加工による応力集中やクラックの発生を回避することができる。タイプ: 酸化物/非酸化物導電性セラミックス、複合導電性セラミックス色: ホワイト、ゴールド、ピンク・ブラックなど納期 :3-5日 中ワイヤーEdm部品の表面仕上げ 中速ワイヤ放電加工機で加工されるアクセサリーの表面処理オプションには、機械的処理、化学的処理、コーティング、研磨、放電加工による表面強化があります。具体的なオプションと操作ポイントは以下の通り: 削り出し仕上げ工作機械で加工された試作品には、工具で加工された痕跡が残っている。 陽極酸化処理アルマイト処理は金属の耐食性と耐摩耗性を高め、着色やコーティングを可能にし、アルミニウム、マグネシウム、チタンなどの金属に適している。 ポーランド語金属、セラミック、プラスチック、PMMAなどの素材に適しています。 サンドブラストサンドブラストでは、研磨材を高圧で、または機械的にワークピースに噴射して、クリーンで粗くマットな仕上げを実現します。 ブラッシュ仕上げブラッシュ仕上げにより、金属表面にテクスチャー模様を作り出し、美的魅力を高めます。アルミニウム、銅、ステンレス、その他の素材に適しています。 パウダーコーティングパウダーコーティングは、静電接着によってワークピースの表面に塗布され、高温で硬化して緻密な皮膜を形成し、金属やプラスチック表面の耐食性を高める。 電気メッキ仕上げ金属メッキは、耐食性と耐摩耗性を高めるために、電解プロセスを通じて材料表面に析出される。この技術は、金属や特定のプラスチックに適しています。 ブラック・オキシダイズ黒色酸化皮膜は化学酸化によって金属表面に形成され、低コスト、シンプルなプロセス、光の反射の低減を実現する。 電解研磨電気化学的陽極溶解により金属表面の微細な突起を除去し、残留応力のない平滑で緻密な表面を形成し、高い耐食性を実現。複雑な金属や導電性材料の加工が可能。 アロジン化学変化により表面に保護皮膜を形成し、耐食性と密着性を向上させる。環境にやさしく、導電性に優れ、アルミニウムやマグネシウム合金に適しています。 熱処理加熱により金属材料の内部組織を変化させ、硬度、強度、靭性、耐摩耗性を向上させる。鋼、アルミニウム合金、銅合金、チタン合金などの金属に適している。 その他の表面仕上げ 中型ワイヤー放電加工機 私たちの ISO 9001 認証は、当社のWire Edm部品が厳しい公差要件を満たしていることを証明するものです。弊社は精密金属の公差規格ISO-2768fを遵守しており、高精度の加工基準を備えた精密部品を入手することができます。 スペック表 ポジショニング精度 ±0.005~0.01 mm 表面品質 Ra≤1.0~1.6 µm 幾何公差 真円度誤差≤0.015 mm、平行度≤0.01 mm/100 mm 最大切断厚さ 標準200~300mm、オプションで500mmまで対応可能 テーパー加工 ±6°~±15°/100 mm 中型ワイヤーEDMガイド 材料の厚さ 電極線径 テンション設定 ガイドワイヤノズルタイプ 適用シナリオ ≤50mm 0.18 mm 8~10 N Φ0.2 mm 精密部品 50~200 mm 0.20 mm 10~12 N Φ0.22 mm レギュラー・パーツ >200mm 0.25 mm 12~15 N Φ0.3 mm 厚い部品 カット数 パルス幅 (μs) パルス間隔(μs) ピーク電流 (A) サーボ電圧 (V) ワイヤー送り速度 (m/s) 加工能率(mm²/分) 表面粗さ(μm) ラフ・カット 60 150 8 70 10 120 Ra3.2 フィニッシュ・カット1 30 100 4 60 4 50 Ra1.6 フィニッシュ・カット2 15 80 2 50 2 25 Ra0.8 問題点 原因分析 ソリューション サーフェス・ストリーク ワイヤーガイドの磨耗または作動油の汚れ ワイヤーガイドの交換(摩耗が0.1 mmを超えた場合);フィルターエレメントの交換 断線 過度の張力または高すぎるピーク電流 10%~20%の張力減少;2~3Aのピーク電流減少 許容範囲外のサイズ 不安定な放電ギャップ サーボ電圧を±5V調整し、ワーク表面の油汚れを落とす。 中型ワイヤー放電加工部品 中型ワイヤーEDMの利点 中程度の精度と効率一般的な精度は±0.01mmで、中精度の加工に適している。速度は、高速ワイヤ放電加工と低速ワイヤ放電加工の中間に位置する。幅広い適用材料鋼、銅、アルミ合金など様々な導電性金属に対応。複雑形状部品の加工が可能。機械的ストレスがなく、変形を防ぐEDMはワークピースに機械的ストレスを与えないため、精密部品の切断に適しています。優れた表面仕上げRa値が通常0.5~1.6μmの滑らかな表面を実現し、二次加工の必要性を低減。複雑形状加工複雑な輪郭や微細な開口の切断に最適で、精密金型、航空宇宙、その他の分野で広く使用されている。 中型ワイヤ放電加工部品の用途 金型製造金型鋼と精密金型キャビティを加工するために使用され、広く射出成形金型とダイカスト金型製造に適用されます。航空宇宙航空宇宙構造部品やエンジン部品などの高精度部品に適しています。自動車産業主にパワートレインやトランスミッション部品の加工に使用され、加工精度と効率を高める。エレクトロニクスと医療機器極小部品や医療器具の精密加工に使用され、厳しい表面品質要件を満たす。 中型ワイヤ放電加工機のFAQ 1.中型ワイヤ放電加工機とは? ミディアムワイヤーEDMは、中程度の太さのワイヤー電極を使用し、放電により導電性材料を切断します。複雑な形状や硬い材料の切断速度と精度のバランスがとれています。 2.ミディアムワイヤー放電加工の利点は何ですか? 主な利点は、複雑な形状の高精度、硬い/エキゾチックな材料の加工能力、最小限の機械的応力、優れた表面仕上げ、厳しい公差、高度な自動化などである。 3.中型ワイヤ放電加工機で加工できる材料は何ですか? 鋼、ステンレス鋼、アルミニウム、真鍮、銅、エキゾチック合金(チタン、インコネル)のような導電性材料、特に従来の機械加工では困難な材料を扱うことができる。 4.中型ワイヤ放電加工機の精度と仕上げ面に影響を与えるものは何ですか? 要因としては、ワイヤーの張力、パルスパラメータ(ピーク電流、パルス持続時間、間隔)、サーボ電圧、誘電流体の品質、機械の安定性、ワイヤーの選択、ガイド/ノズルの状態などがある。 5.中型ワイヤ放電加工機はどのように最適化できますか? 適切なワイヤー/誘電体液の選択、速度/品質バランスのためのパルス・パラメーターの調整、機械のクリーン度/アライメントの維持、パラメーター最適化のためのソフトウェアの使用により、最適化を図ります。