

En un contexto marcado por la reducción del peso de los vehículos, el control de costes y la mejora continua de la calidad estética, automoción piezas de plástico Se han convertido en elementos esenciales en los acabados interiores y exteriores, los conectores funcionales, los componentes móviles resistentes al desgaste y las aplicaciones de sistemas de fluidos. En comparación con los materiales metálicos, los plásticos ofrecen una baja densidad, una alta eficiencia de conformado, una mayor libertad de diseño, una buena resistencia a la corrosión y una gran idoneidad para la fabricación integrada de estructuras complejas.
Este artículo se centra en siete tipos de materiales plásticos que se utilizan habitualmente en las piezas de automóvil: PP, ABS, PC-ABS, POM, PE, ASA y PA6, y los analiza de forma sistemática desde el punto de vista de sus características de rendimiento, aplicaciones típicas, procesos de transformación y compatibilidad con los tratamientos superficiales.

Plásticos habituales en los accesorios de automoción
PP: Material ligero y económico para revestimientos interiores y exteriores
El polipropileno (PP) es un material muy utilizado en las piezas de acabado interior y exterior de los automóviles, y presenta ventajas como su baja densidad, su escasa absorción de agua, su buena resistencia química, su buena fluidez de procesamiento y su bajo coste. El PP es especialmente adecuado para la fabricación de piezas de gran tamaño, ligeras y con un presupuesto ajustado, como revestimientos de parachoques, carcasas de salpicaderos, paneles de acabado de puertas, paneles de acabado de pilares, compartimentos portaobjetos y paneles de acabado de asientos.
Desde el punto de vista del procesamiento, el PP presenta una buena fluidez y es adecuado para el moldeo por inyección de piezas de gran superficie y paredes delgadas. Sin embargo, el PP tiene una resistencia limitada a la deformación térmica, y su rigidez y estabilidad dimensional no son tan buenas como las de los plásticos técnicos,
Durante el diseño del producto, es necesario prestar especial atención al control de la uniformidad del espesor de las paredes, la disposición de las nervaduras, la tasa de contracción y la deformación por alabeo. En el diseño del molde, se debe establecer de forma adecuada el ángulo de desmoldeo y la posición de la entrada para reducir el riesgo de que aparezcan líneas de soldadura, marcas de flujo y deformaciones.
ABS: material para componentes de automoción con un alto poder decorativo
ABS combina una resistencia mecánica, una facilidad de procesamiento, una estabilidad dimensional y un aspecto decorativo relativamente buenos. La mayor ventaja del ABS radica en su buen aspecto y en la facilidad con la que se puede pintar, galvanizar, imprimir, soldar y unir, por lo que se utiliza a menudo para rejillas galvanizadas de automóviles, molduras decorativas brillantes, carcasas de retrovisores, mandos de control central, paneles de control de aire acondicionado y cubiertas de cuadros de instrumentos.
Las limitaciones del ABS residen principalmente en que su resistencia a la intemperie, a los productos químicos y al calor es relativamente moderada. El ABS convencional no es adecuado para la exposición prolongada a la luz ultravioleta intensa, a altas temperaturas ni a entornos con medios químicos complejos. Para piezas de acabado exterior o piezas con altos requisitos de resistencia a la intemperie, se debe considerar el uso de ABS resistente a la intemperie, ASA o PC/ABS como sustitutos.
En el diseño de procesos, las piezas de ABS deben mantener un espesor de pared uniforme y evitar marcas de hundimiento, marcas de gas y líneas de soldadura. En el caso de las piezas de alto brillo, galvanizadas y pintadas, el acabado de la superficie del molde, el sistema de ventilación y el control de las tensiones internas del moldeado por inyección son aspectos especialmente críticos.
PC-ABS: plástico técnico de alta gama con un rendimiento global equilibrado
El PC-ABS es una aleación de plástico técnico obtenida mediante la mezcla de PC y ABS. Combina la resistencia al calor, la tenacidad y la resistencia al impacto del PC, al tiempo que conserva la buena procesabilidad y la calidad superficial del ABS. Se utiliza a menudo en componentes de automoción, como carcasas de salpicaderos de gama alta, paneles decorativos de la consola central, cubiertas de la columna de dirección, cubiertas de airbags, paneles de ventilación y tiradores de puerta galvanizados. El PC/ABS es adecuado para piezas de plástico de automoción de gama media-alta que requieren resistencia, buen aspecto, resistencia al calor y estabilidad dimensional.
Durante el procesamiento, las piezas de PC-ABS plantean requisitos relativamente exigentes en cuanto al control del secado del material, la temperatura de fusión y la temperatura del molde. Si el secado es insuficiente, es probable que aparezcan rayas plateadas, burbujas y defectos superficiales. El diseño del producto debe evitar que las líneas de soldadura queden en las superficies visibles y en las zonas sometidas a grandes tensiones, y debe garantizar un llenado uniforme de la masa fundida mediante un diseño adecuado de la entrada de material.
POM: material funcional para la resistencia al desgaste y la sustitución de metales
El polioximetileno (POM) es un plástico técnico semicristalino típico, que se caracteriza por su alta resistencia, gran rigidez, bajo coeficiente de fricción, excelente resistencia al desgaste y buena resistencia a la fatiga. Su resistencia específica y su rigidez específica se acercan a las de algunos materiales metálicos, por lo que se utiliza a menudo en piezas de automoción resistentes al desgaste, piezas deslizantes, clips, soportes y mecanismos de bloqueo.
Entre las aplicaciones típicas del POM se incluyen las manillas de apertura de puertas, los soportes de fijación de parachoques, los clips de alta resistencia, los mecanismos de ajuste de los asientos, los sistemas de elevalunas y los componentes de las hebillas de los cinturones de seguridad. El POM ofrece ventajas evidentes para piezas sometidas a inserciones y extracciones repetidas, fricción por deslizamiento o cargas prolongadas.
Sin embargo, el POM presenta una tasa de contracción relativamente elevada, por lo que el control dimensional resulta bastante complicado; además, su resistencia a las altas temperaturas y sus propiedades ignífugas tienen ciertas limitaciones. Durante el diseño, es necesario prever un margen de contracción suficiente y prestar especial atención a las raíces de los clips, las zonas de paredes delgadas y las zonas de concentración de tensiones. La temperatura del molde, la presión de mantenimiento, el sistema de refrigeración y la posición de la entrada afectarán a la estabilidad dimensional de las piezas de POM.

PE: Material protector con una excelente resistencia a las bajas temperaturas y estabilidad química
El polietileno (PE) se caracteriza por ser no tóxico e inodoro, presentar una baja absorción de agua, una buena resistencia a bajas temperaturas, una buena estabilidad química, un excelente aislamiento eléctrico y un bajo coste de procesamiento. El PE se utiliza habitualmente en depósitos de combustible para automóviles, fundas protectoras para mazos de cables, alfombrillas para el maletero, alfombrillas para el suelo del coche, tubos de agua de refrigeración y revestimientos de guardabarros.
Las principales ventajas de las piezas de PE son su resistencia a bajas temperaturas, su resistencia a los medios químicos y su buena flexibilidad, lo que las hace adecuadas para piezas de protección, contenedores, tuberías y piezas sometidas a cargas ligeras. Sin embargo, la resistencia al calor y la resistencia mecánica del PE son relativamente limitadas, por lo que no es adecuado para piezas estructurales sometidas a altas temperaturas, que requieran una gran rigidez o que soporten cargas elevadas. Bajo una exposición prolongada a la luz, el calor y el ozono, el PE también puede envejecer; por lo tanto, las aplicaciones de PE expuestas suelen requerir modificaciones antioxidantes y anti-ultravioleta.
En el diseño del proceso de fabricación, se debe evitar que las piezas de polietileno soporten grandes cargas estructurales, y se debe prestar especial atención al control de la uniformidad del espesor de las paredes, la deformación por contracción y el rendimiento en el desmoldeado. En el caso de los depósitos de combustible y los productos de tuberías, también es necesario tener en cuenta la resistencia a los medios, las propiedades de barrera y el comportamiento frente al envejecimiento ambiental a largo plazo.
ASA: Material altamente resistente a la intemperie, adecuado para piezas de acabado exterior de automóviles
El ASA es un copolímero de acrilonitrilo, estireno y acrilato. En comparación con el ABS, la ventaja más destacada del ASA es su mayor resistencia a la intemperie. Presenta una resistencia al impacto, al calor y a los productos químicos, así como un brillo superficial relativamente buenos, y resulta especialmente adecuado para piezas de acabado exterior de automóviles que están expuestas durante largos periodos a la luz solar, la lluvia y los cambios de temperatura.
El ASA se utiliza a menudo para las carcasas de los retrovisores, las piezas decorativas exteriores, los paneles de revestimiento de los pilares, las piezas periféricas de la parrilla y las piezas estéticas sin pintar. En el caso de las piezas de acabado exterior que deben mantener la estabilidad del color y la textura de la superficie a largo plazo, el ASA suele ser más fiable que el ABS convencional.
Las principales limitaciones del ASA son su coste relativamente elevado y el hecho de que su capacidad de unión y fusión conjunta con algunos materiales puede no ser la ideal. Durante el procesamiento, debe garantizarse un espesor de pared uniforme, deben controlarse la temperatura del molde y el acabado superficial, y deben evitarse las marcas de flujo, las líneas de soldadura y las diferencias de color en las superficies visibles. En el caso de las piezas de ASA sin pintar, la calidad de la superficie del molde y la estabilidad del moldeo determinarán directamente el efecto estético final.
PA6: Material de alta resistencia y alta tenacidad para piezas funcionales de automoción
La poliamida 6, abreviada como PA6, se caracteriza por su elevada resistencia mecánica, buena tenacidad, buena resistencia al desgaste, excelente resistencia al aceite y un comportamiento relativamente bueno a bajas temperaturas. Tras el refuerzo con fibra de vidrio, es posible mejorar aún más la rigidez, la temperatura de deformación térmica y la estabilidad dimensional de la PA6.
El PA6 se utiliza a menudo en componentes relacionados con los cinturones de seguridad, conectores, engranajes, soportes estructurales, piezas periféricas del motor, clips y piezas funcionales resistentes al aceite. En comparación con el PP y el ABS, el PA6 es más adecuado para soportar mayores tensiones mecánicas o entornos de trabajo complejos.
El inconveniente del PA6 es su elevada tasa de absorción de agua. La absorción de humedad provoca cambios dimensionales y afecta a las propiedades mecánicas y a las tolerancias de montaje. Por lo tanto, el PA6 debe secarse completamente antes de su procesamiento, y durante el diseño también deben tenerse en cuenta los cambios dimensionales tras la absorción de humedad. En el caso del PA6 reforzado con fibra de vidrio, también hay que prestar atención a la orientación de la fibra de vidrio, la deformación por alabeo y las rebabas de fibra flotantes en la superficie.

Lógica de selección de plásticos para accesorios de automoción
La selección de materiales plásticos para la industria automovilística no puede basarse únicamente en un único indicador de rendimiento, sino que debe evaluarse de forma integral teniendo en cuenta la función de la pieza, el entorno de uso, el proceso de moldeo, los requisitos estéticos y los objetivos de coste:
Para piezas de acabado interiores y exteriores de gran tamaño, económicas y ligeras, el PP suele ser la opción preferida;
En el caso de las piezas decorativas con elevados requisitos estéticos, la galvanoplastia y el pintado, el ABS ofrece mayores ventajas;
Para componentes de gama media-alta con requisitos relativamente elevados en cuanto a resistencia al calor, dureza, aspecto y estabilidad dimensional, el PC/ABS resulta más adecuado;
Para piezas de recambio resistentes al desgaste, de baja fricción y que sustituyen a las metálicas, el POM es una opción habitual en ingeniería;
En el caso de las piezas resistentes a bajas temperaturas, a los productos químicos y de protección, el PE ofrece una relación calidad-precio relativamente alta;
En el caso de los elementos decorativos exteriores destinados a un uso prolongado al aire libre, el ASA es más estable que el ABS convencional;
En el caso de piezas funcionales que requieren una alta resistencia mecánica, resistencia al desgaste y resistencia al aceite, el PA6 —especialmente los materiales de PA6 modificados y reforzados— ofrece claras ventajas en cuanto a resistencia y durabilidad.
Opciones de tratamiento superficial para accesorios de plástico
Una vez fabricados los accesorios de plástico para automóviles, no se pueden instalar ni utilizar directamente. Para reforzar su durabilidad y resistencia a la intemperie, es imprescindible aplicar un tratamiento superficial adecuado. A continuación, enumero algunos de los procesos de tratamiento que utilizamos habitualmente:
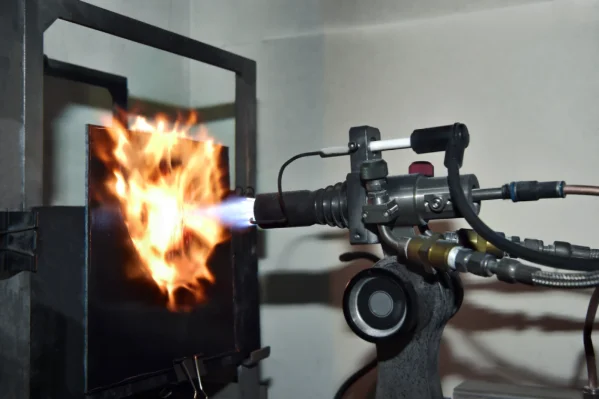
El tratamiento con llama se aplica principalmente a materiales de baja energía superficial, como el PP y el PE, y se utiliza a menudo como pretratamiento antes de pintar piezas como parachoques, faldones laterales, pasos de rueda y paneles protectores de los embellecedores exteriores. Su función es aumentar la energía superficial de los plásticos, mejorar la adherencia de la pintura y los adhesivos, y hacer que la película de pintura de las piezas de los embellecedores exteriores de los automóviles sea más estable.
El tratamiento con plasma es aplicable a numerosos plásticos, como el PP, el PE, el POM, el PA6 y el PC-ABS, y resulta especialmente adecuado para zonas de unión, revestimiento y pintura. Su función es limpiar y activar la superficie del material, mejorar la fuerza de adhesión de recubrimientos, adhesivos y selladores, y aumentar la fiabilidad del montaje en piezas revestidas del interior de automóviles, piezas decorativas de paneles de puertas y conectores funcionales.
El tratamiento Corona se utiliza principalmente en películas y láminas de PP y PE, sustratos para etiquetas y materiales de recubrimiento flexibles. Su función consiste en aumentar la tensión superficial del material mediante descargas de alta tensión, lo que facilita la adherencia de tintas, recubrimientos y capas adhesivas. Se emplea con frecuencia en películas protectoras para automóviles, películas decorativas, películas de marcado y materiales laminados para revestimientos interiores.
El tratamiento con imprimación es adecuado para plásticos difíciles de unir, como el PP, el PE y el POM, y también puede utilizarse para mejorar la adhesión antes de pintar o unir ABS, PC/ABS y PA6. Su función es formar una capa de transición entre el sustrato plástico y el recubrimiento, mejorar la resistencia al calor húmedo, al agua hirviendo y a los ciclos de calor-frío, y se utiliza a menudo para el pintado de parachoques, el revestimiento de interiores y la unión de paneles decorativos de plástico.
El tratamiento de pintura es aplicable a ABS, PC/ABS, ASA y PA6, así como a PP y PE tras la activación de la superficie. Su función es mejorar la uniformidad del color, el brillo de la superficie, la resistencia a los arañazos y la resistencia química. Se utiliza a menudo en paneles decorativos de la consola central, paneles de control del aire acondicionado, paneles de ventilación, parachoques y carcasas de los retrovisores, y puede mejorar significativamente la textura visual de los acabados interiores y exteriores de los automóviles.
El tratamiento de galvanoplastia se aplica principalmente al ABS y al PC/ABS apto para galvanoplastia. Su función es conferir a las piezas de plástico un brillo metálico y una mayor dureza superficial. Se utiliza a menudo en rejillas de automóviles, molduras decorativas brillantes, embellecedores de manillas de puertas, lengüetas de rejillas de ventilación, mandos de control central y logotipos de vehículos, logrando un efecto de aspecto metalizado en piezas de plástico ligeras.
El recubrimiento al vacío es aplicable al ABS, al PC/ABS, al PC, a algunos tipos de ASA y a piezas de plástico que hayan sido tratadas con imprimación. Su función es crear efectos decorativos metálicos, como el plateado brillante, el cromo negro y el gris plomizo, al tiempo que se mantiene la ventaja del peso ligero de las piezas de plástico. Se utiliza a menudo para molduras de control central, anillos decorativos de salidas de aire, mandos, botones y piezas decorativas de instrumentos.
La serigrafía, la tampografía y la impresión por transferencia térmica son aptas para ABS, PC/ABS, PA6 y ASA, así como para PP y PE tratados mediante activación superficial. Su función es crear texto, símbolos y motivos decorativos en la superficie de las piezas de plástico. Se utilizan a menudo en paneles de aire acondicionado, botones de interruptores, botones de control central, mandos funcionales y etiquetas de compartimentos de almacenamiento, mejorando la identificabilidad funcional y la calidad de los detalles de las piezas del interior de los automóviles.
El grabado y el marcado por láser se pueden aplicar a materiales como el ABS, el PC/ABS, el PA6, el POM y el ASA. Su función es crear caracteres, patrones, códigos QR o identificadores de lote resistentes al desgaste, nítidos y permanentes. Se utilizan a menudo en botones retroiluminados, interruptores de ventanilla, botones del volante, clips, engranajes, soportes y piezas relacionadas con la seguridad, y pueden mejorar la visibilidad nocturna y la trazabilidad de la calidad.
El granulado de piel y el grabado superficial se pueden aplicar a piezas moldeadas por inyección fabricadas en PP, ABS, PC/ABS, ASA, PA6 y otros materiales. Su función es reproducir directamente, durante el moldeado, los efectos de grano de cuero, grano de arena, grano mate o imitación de grano de cuero. Se utilizan a menudo en paneles de instrumentos, paneles de revestimiento de puertas, paneles de revestimiento de pilares, paneles de revestimiento de asientos, compartimentos de almacenamiento y paneles protectores de revestimiento exterior, y pueden reducir la sensación de plástico, disminuir los reflejos y disimular pequeños arañazos.
El recubrimiento «soft-touch» se aplica principalmente al ABS, al PC/ABS, a algunos tipos de PA6 y al PP pretratado. Su función es mejorar el tacto de las piezas de plástico y potenciar el confort interior y la sensación de calidad superior. Se utiliza a menudo en paneles de control centrales, reposabrazos de los paneles de las puertas, tapas de compartimentos de almacenamiento y zonas concretas de los salpicaderos, haciendo que las áreas de contacto con los pasajeros sean más suaves y tengan más textura.
El barniz transparente resistente a la intemperie y el recubrimiento de protección contra los rayos UV se pueden aplicar a piezas de acabado exterior de ASA, ABS, PC/ABS y PP, así como a algunas piezas de PE expuestas. Su función es mejorar la resistencia al envejecimiento por los rayos ultravioleta, la resistencia a los arañazos y la retención del color. Se utilizan a menudo en carcasas de retrovisores, molduras decorativas exteriores, paneles de acabado de pilares, piezas periféricas de la parrilla y alerones, lo que permite que las piezas de acabado exterior de los automóviles mantengan el brillo y la estabilidad del color a largo plazo.
El tratamiento de fluoración se aplica principalmente al polietileno (PE), especialmente a los depósitos de combustible y las tuberías de combustible de polietileno de alta densidad (HDPE) para automóviles. Su función consiste en reducir la permeabilidad al combustible y a los medios orgánicos, mejorar las propiedades de barrera y la resistencia a los medios químicos, y reducir la evaporación del combustible en los sistemas de combustible de los automóviles, lo que mejora el rendimiento medioambiental y la seguridad a largo plazo.
Las modificaciones autolubricantes y los recubrimientos resistentes al desgaste se aplican principalmente al POM, al PA6 y a algunas piezas funcionales de PC/ABS. Su función es reducir el coeficiente de fricción, el desgaste y el ruido anormal, y se utilizan a menudo en mecanismos de ajuste de asientos, sistemas de elevalunas, mecanismos de cierre de puertas, clips, engranajes, deslizadores y componentes de las hebillas de los cinturones de seguridad, mejorando la suavidad y la vida útil de los mecanismos móviles.
En general, el objetivo del tratamiento superficial del PP y el PE es mejorar la adhesión;
En el caso del ABS y el PC/ABS, lo más importante es el aspecto decorativo;
En el caso del POM y el PA6, lo más importante es la resistencia al desgaste, la resistencia a las marcas y la fiabilidad funcional;
ASA se centra en la resistencia a las inclemencias meteorológicas, el aspecto sin pintura y la estabilidad del color a largo plazo. Los procesos de tratamiento de superficies solo pueden mejorar realmente la calidad estética y la fiabilidad del montaje de los accesorios de plástico cuando se adaptan a las características del material y a los requisitos de uso de los accesorios.
Procesos de fabricación habituales y materiales aplicables
La elección de los procesos de fabricación para los accesorios de plástico del sector de la automoción debe evaluarse de forma exhaustiva teniendo en cuenta las características del material, la estructura de la pieza, los requisitos estéticos y el volumen de producción. A continuación, enumero los procesos de fabricación para nuestros plásticos técnicos.
El moldeo por inyección es el proceso de fabricación más utilizado para los accesorios de plástico del sector de la automoción, y es aplicable al PP, al ABS, PC-ABS, POM, PE, ASA y PA6. Entre ellos, el PP es adecuado para piezas de acabado interiores y exteriores de gran tamaño, como parachoques, paneles de las puertas y salpicaderos; el ABS y el PC-ABS son adecuados para paneles de control centrales, salidas de aire, piezas decorativas y piezas galvanizadas; el POM es adecuado para piezas funcionales resistentes al desgaste, como clips, engranajes y deslizadores; el ASA es adecuado para carcasas de retrovisores y piezas de acabado exterior; el PA6 es adecuado para soportes estructurales, conectores y piezas funcionales resistentes al aceite. Las ventajas del moldeo por inyección son su alta eficiencia de producción y su buena repetibilidad dimensional, lo que lo hace adecuado para la fabricación en serie de piezas de plástico para la automoción.
Mecanizado CNC Se aplica principalmente al ABS, PC/ABS, POM y PA6, y también puede utilizarse para el mecanizado de prototipos de PP y PE. Este proceso se utiliza a menudo para la verificación de prototipos, la producción de prueba en lotes pequeños, las pruebas de montaje y la fabricación de muestras funcionales de piezas de plástico para automoción. El ABS y el PC/ABS son adecuados para la fabricación de muestras de aspecto y de paneles interiores, mientras que el POM y el PA6 son adecuados para la fabricación de piezas de verificación funcional, como clips, engranajes, soportes y deslizadores. Las ventajas del mecanizado CNC son que no se requiere un molde formal, el ciclo de desarrollo es corto y la precisión dimensional es alta, lo que lo hace adecuado para la evaluación rápida del montaje antes de la producción en serie de accesorios de automoción.

Fabricación rápida de herramientas moldeo por inyección Es aplicable al PP, ABS, PC/ABS, POM, ASA y PA6, y se utiliza principalmente para la producción de prueba en lotes pequeños y la verificación previa a la producción en serie de accesorios plásticos para la automoción. En comparación con el mecanizado CNC, el moldeo por inyección con herramientas rápidas puede acercarse más al material de la producción en serie final y al estado de moldeo definitivo, por lo que resulta más adecuado para verificar la tasa de contracción, la deformación, las líneas de soldadura, la calidad de la superficie y la precisión del montaje. Este proceso se utiliza a menudo para la verificación de parachoques en lotes pequeños, la producción de prueba de piezas decorativas del interior, las pruebas de funcionamiento de los clips y la combinación de colores de los embellecedores exteriores.
El moldeo por extrusión se aplica principalmente al PE, PP, PA6 y ASA, y también puede utilizarse para algunos perfiles o láminas de ABS. El PE se utiliza a menudo para fundas protectoras de mazos de cables, tuberías, piezas protectoras de sellado y tuberías de agua de refrigeración; el PP puede utilizarse para láminas, paneles protectores y algunos materiales de sustrato para interiores; el PA6 puede utilizarse para tuberías resistentes al desgaste y perfiles funcionales; el ASA se utiliza a menudo como capa exterior coextruida resistente a la intemperie para mejorar la resistencia a los rayos ultravioleta y la estabilidad del color en la superficie de las piezas de acabado exterior. El moldeo por extrusión es adecuado para productos con secciones transversales continuas y presenta las ventajas de una alta eficiencia de producción, una elevada tasa de aprovechamiento del material y su idoneidad para la fabricación de piezas de automoción en tiras largas.
El moldeo por soplado se aplica principalmente al PE, especialmente al HDPE, y también puede utilizarse para algunos productos huecos de PP. Este proceso se utiliza a menudo para fabricar depósitos de combustible de automóviles, conductos de aire, depósitos, conductos de ventilación y algunas piezas protectoras huecas. Mediante el moldeo por soplado, el PE puede dar forma a piezas de automoción huecas, ligeras y resistentes a los productos químicos, y resulta especialmente adecuado para componentes que requieren resistencia a bajas temperaturas, resistencia al combustible y resistencia al impacto. La ventaja del moldeo por soplado es que es adecuado para fabricar estructuras huecas complejas y permite reducir el peso de las piezas.
El termoformado y el moldeado al vacío se aplican principalmente a láminas de ABS, PP, PE, ASA y algunas de PC/ABS. El ABS es adecuado para la fabricación de piezas de revestimiento interior y paneles decorativos con requisitos estéticos más exigentes; el PP y el PE son adecuados para alfombrillas de maletero, alfombrillas de suelo, revestimientos de guardabarros y paneles protectores; el ASA es adecuado para piezas de revestimiento exterior resistentes a la intemperie; el PC/ABS puede utilizarse para algunas piezas de láminas interiores de alta resistencia. Este proceso es adecuado para piezas de plástico de automoción de gran superficie, pared delgada y tipo carcasa, tiene un bajo coste de molde y es adecuado para la fabricación de piezas de revestimiento en lotes medianos y pequeños o de gran tamaño.
El moldeo rotacional se aplica principalmente al polietileno (PE) y resulta especialmente adecuado para piezas de contenedores huecas de gran tamaño, sometidas a pocas tensiones y resistentes a los productos químicos. En el sector de la automoción, se puede utilizar para contenedores especiales de almacenamiento de líquidos, carcasas protectoras y cajas de plástico de gran tamaño en vehículos de baja velocidad o vehículos para fines especiales. El moldeo rotacional tiene bajos requisitos de presión del molde y es adecuado para la fabricación de piezas huecas de gran tamaño con un espesor de pared relativamente uniforme, pero su precisión dimensional y su eficiencia de producción no suelen ser tan buenas como las del moldeo por inyección y el moldeo por soplado.
El moldeo por compresión se aplica principalmente al PP reforzado, a los materiales compuestos de PA6 y a algunos compuestos para moldeo de láminas, y se utiliza para paneles protectores de automóviles, protectores de los bajos, piezas de protección de baterías y piezas de recubrimiento estructural. Este proceso es adecuado para la fabricación de componentes de plástico o materiales compuestos para automoción con gran superficie, requisitos de alta resistencia y un espesor relativamente uniforme. Su ventaja es que la orientación del material y la tensión interna son relativamente controlables, lo que lo hace adecuado para algunas piezas estructurales ligeras y piezas de protección.
El procesamiento por soldadura no es un proceso de moldeo independiente, pero es muy habitual en el montaje de accesorios plásticos para automóviles y es aplicable al PP, PE, ABS, PC/ABS, PA6 y algunos tipos de ASA. Entre los métodos habituales se incluyen la soldadura por ultrasonidos, la soldadura por placa caliente, la soldadura por fricción-vibración y la soldadura por láser. El PP y el PE se utilizan a menudo para la unión de tuberías, contenedores y paneles protectores; el ABS y el PC/ABS se utilizan a menudo para piezas interiores, piezas periféricas de lámparas y el montaje de carcasas; el PA6 puede utilizarse para carcasas funcionales y conectores estructurales. La función del procesamiento de soldadura es lograr uniones fiables entre piezas de plástico y reducir el uso de tornillos, pegamento y elementos de fijación metálicos.
La impresión 3D se aplica principalmente a materiales como el ABS, el ASA, el PA6 y algunos materiales de tipo PC/ABS, y se utiliza con mayor frecuencia para la verificación inicial del diseño, la revisión de la apariencia, la simulación del montaje y las pruebas funcionales de los accesorios plásticos para automóviles. El ASA es adecuado para muestras que requieren cierta resistencia a la intemperie, el ABS es adecuado para muestras de aspecto interior y el PA6 es adecuado para algunas piezas de verificación de resistencia funcional. La impresión 3D no es adecuada como método principal de fabricación para piezas de plástico de automoción producidas en serie, pero en la fase de I+D permite verificar rápidamente los esquemas estructurales y acortar el ciclo de desarrollo.
Pasos para la creación de prototipos de accesorios de plástico personalizados para el sector de la automoción
El proceso para la creación de prototipos de accesorios de plástico personalizados para el sector de la automoción suele ser el siguiente: en primer lugar, se definen la posición de instalación, la función, las dimensiones, las tolerancias, el aspecto y los requisitos de rendimiento del accesorio; a continuación, se crea el modelo mediante planos, modelado 3D o escaneo 3D, y se seleccionan los materiales plásticos adecuados, como ABS, POM, etc.; a continuación, se eligen procesos como el mecanizado CNC o la impresión 3D, según los requisitos, para fabricar las muestras; una vez finalizado, se llevan a cabo tratamientos superficiales como el lijado, el pintado, el pulido y la serigrafía, y se realizan inspecciones dimensionales, verificaciones de montaje y pruebas funcionales; por último, se modifica el material o el diseño según los resultados de las pruebas y se optimiza gradualmente para pasar a la producción en lotes pequeños o a la producción en serie.
Conclusión
El desarrollo de piezas de plástico para la automoción consiste, en esencia, en encontrar un equilibrio entre el rendimiento del material, los procesos de transformación, la calidad de la superficie, la fiabilidad del montaje y el control de costes. El PP es adecuado para aplicaciones ligeras y muy rentables; el ABS, para piezas de gran valor decorativo; y el PC/ABS, para componentes de gama media-alta con requisitos de rendimiento global relativamente elevados; el POM es adecuado para piezas resistentes al desgaste y de sustitución de metal, el PE es adecuado para piezas de protección resistentes a bajas temperaturas y a productos químicos, el ASA es adecuado para piezas de acabado exterior con alta resistencia a la intemperie, y el PA6 es adecuado para piezas funcionales de alta resistencia, alta tenacidad y resistentes al aceite.
Si tienes alguna duda sobre el procesamiento de componentes plásticos para la automoción o quieres informarte sobre comparativas de precios en un solo sitio, puedes póngase en contacto con nuestros ingenieros profesionales en Mecanizado Weldo.








