
Acero inoxidable
Se caracteriza por su gran dureza y resistencia, su resistencia a la corrosión y su buena estabilidad térmica, así como por su excelente rigidez y durabilidad, lo que lo hace adecuado para componentes estructurales exigentes.
Opciones de proceso:
- Mecanizado CNC
- Corte por láser
- Chapa metálica
- Acabado superficial
Acabado superficial : Pulido mecánico, cepillado / satinado, chorro de arena / granallado, pasivado, electropulido, PVD, niquelado / cromado.
¿Qué es el acero inoxidable?
El acero inoxidable es un acero aleado con base de hierro que adquiere una excelente resistencia a la corrosión mediante la adición de elementos de aleación -como el cromo- que forman una película protectora pasivante. Según su composición, puede clasificarse en categorías como austenítico, ferrítico y martensítico, al tiempo que posee un equilibrio favorable de resistencia y conformabilidad.

Principales tipos de mecanizado cnc de acero inoxidable

Acero inoxidable 304
Característica:Al ser el acero inoxidable austenítico más utilizado, posee una excelente resistencia a la corrosión, resistencia al calor y conformabilidad, y es fácil de soldar y procesar.
Aplicación:Ampliamente utilizado en los sectores alimentario, químico y médico, como equipos de cocina, contenedores de productos químicos y componentes de dispositivos médicos.
Resistencia a la tracción, límite elástico (MPa):215
Módulo de cizallamiento (GPa) :77
Alargamiento a la rotura (%) :70
Dureza (Brinell) :123
Densidad (g/cm^3) :8

Acero inoxidable 316
Característica:La adición de molibdeno al acero inoxidable 304 mejora significativamente la resistencia a la corrosión, en particular frente a la corrosión por iones cloruro, al tiempo que mantiene un buen comportamiento a altas temperaturas.
Aplicación:Adecuado para equipos y componentes en entornos difíciles, como entornos marinos, procesamiento químico y productos farmacéuticos, incluidos equipos de tratamiento de agua de mar, reactores químicos y dispositivos médicos.
Resistencia a la tracción, límite elástico (MPa):205
Módulo de cizallamiento (GPa) :74
Alargamiento a la rotura (%) :40
Dureza (Brinell) :187
Densidad (g/cm^3) :8.03

Acero inoxidable 416
Característica : El acero inoxidable martensítico, con azufre añadido para mejorar la maquinabilidad, también posee una gran resistencia y dureza, así como una buena resistencia a la corrosión.
Aplicaciones : Adecuado para la fabricación de piezas mecánicas que requieren alta resistencia y buena maquinabilidad, como cuerpos de bombas, válvulas y componentes de transmisión de automóviles.
Resistencia a la tracción, límite elástico (MPa):275
Módulo de cizallamiento (GPa) :83
Alargamiento a la rotura (%) :30
Dureza (Brinell) :156
Densidad (g/cm^3) :7.8

420 acero inoxidable
Característica Acero inoxidable martensítico de gran dureza y resistencia al desgaste. Sus propiedades mecánicas pueden ajustarse mediante tratamiento térmico para satisfacer diversos requisitos.
Aplicación : Adecuado para la fabricación de herramientas de corte, moldes, instrumentos quirúrgicos y otros componentes que requieren gran dureza y resistencia al desgaste.
Resistencia a la tracción, límite elástico (MPa):345
Módulo de cizallamiento (GPa) :80,7
Alargamiento a la rotura (%) :25
Dureza (Brinell) :198
Densidad (g/cm^3) :7.8
Acero inoxidable 303
Característica:El azufre se añade para mejorar la maquinabilidad y la facilidad de mecanizado, manteniendo al mismo tiempo la resistencia básica a la corrosión.
Aplicaciones: Adecuado para la fabricación de piezas que requieren un mecanizado frecuente y no tienen requisitos de resistencia a la corrosión extremadamente altos, como tuercas, pernos, ejes y piezas para equipos automatizados.
Resistencia a la tracción, límite elástico (MPa):240
Módulo de cizallamiento (GPa) :77.2
Alargamiento a la rotura (%) :50
Dureza (Brinell) :160
Densidad (g/cm^3) :8

Acero inoxidable dúplex 2205
Característica : Combinando las ventajas de los aceros inoxidables austeníticos y ferríticos, posee una excelente resistencia a la corrosión, gran solidez y buena soldabilidad, además de ser rentable.
Aplicaciones : Adecuado para equipos y componentes en entornos de alta tensión y corrosión en industrias como las del petróleo, gas y productos químicos, como tuberías, válvulas y cuerpos de bombas.
Resistencia a la tracción, límite elástico (MPa):620~900
Módulo de cizallamiento (GPa) :220
Alargamiento a la rotura (%) :27
Dureza (Brinell) :300
Densidad (g/cm^3) :7.8

Acero inoxidable 410
Característica El acero inoxidable martensítico con cromo posee gran dureza y resistencia, buena resistencia al desgaste y cierta resistencia a la corrosión. Es termotratable, magnético y tiene un bajo contenido en níquel.
Aplicación : Se utiliza ampliamente en la fabricación de cuchillos y vajillas, el procesamiento de piezas de máquinas, la producción de algunos dispositivos médicos y la producción de componentes resistentes a la corrosión atmosférica en la industria petroquímica. (Cojinetes, engranajes, ejes de bombas, componentes de válvulas, escalpelos, tuberías, elementos de fijación).
Resistencia a la tracción, límite elástico (MPa):310
Módulo de cizallamiento (GPa) :73
Alargamiento a la rotura (%) :25
Dureza (Brinell) :148
Densidad (g/cm^3) :7.8

Acero inoxidable 17-4PH
Característica: Acero inoxidable martensítico endurecido por precipitación de gran resistencia, alta dureza y excelente resistencia a la corrosión, excelentes propiedades mecánicas generales. Rendimiento ajustable mediante tratamiento térmico, fuerte magnetismo, excelente estabilidad dimensional, adecuado para condiciones de trabajo de alta precisión.
Aplicación: Ampliamente utilizado en componentes aeroespaciales, equipos de petróleo y gas, piezas mecánicas de alta resistencia, ensamblajes de válvulas, ejes de bombas, elementos de fijación, equipos químicos y piezas estructurales que requieren tanto resistencia como resistencia a la corrosión.
Resistencia a la tracción (MPa): 1150
límite elástico (MPa): 810
Alargamiento a la rotura (%): 13
Dureza (Brinell): 340
Densidad (g/cm³): 7.8
Acabado superficial para piezas de acero inoxidable
Acabado superficial es crucial para mejorar el rendimiento y el aspecto de las piezas. No sólo mejora la calidad de la superficie y aumenta la resistencia a la corrosión y al desgaste, sino que también aumenta su atractivo estético. A continuación se presentan varios métodos prácticos de acabado superficial de piezas de acero inoxidable.

Acabado mecanizado
El prototipo procesado por la máquina herramienta conserva huellas del mecanizado de la herramienta.

Anodizado
Mejora la resistencia de los metales a la corrosión y el desgaste puede ser de color y revestimientos protectores.

Polaco
Mejora la suavidad y el aspecto de las superficies de metales, cerámica, plásticos y PMMA.

Chorro de arena
Utiliza abrasivos de alta presión para crear un acabado superficial limpio, rugoso y mate.

Acabado cepillado
Añade texturas a las superficies metálicas, mejorando la estética.

Recubrimiento en polvo
Utiliza la aplicación electrostática y el curado térmico para formar una capa densa que mejora la resistencia a la corrosión de las piezas.

Galvanoplastia acabado
Deposita una capa metálica para mejorar la resistencia a la corrosión y al desgaste.

Óxido negro
Forma un revestimiento antirreflectante de bajo coste sobre superficies metálicas mediante una sencilla oxidación química.

Alodine
Forma un revestimiento resistente a la corrosión mediante conversión química, mejorando la adherencia y la conductividad.

Tratamiento térmico
Modifica la microestructura del metal para mejorar la dureza, la resistencia, la tenacidad y la resistencia al desgaste.
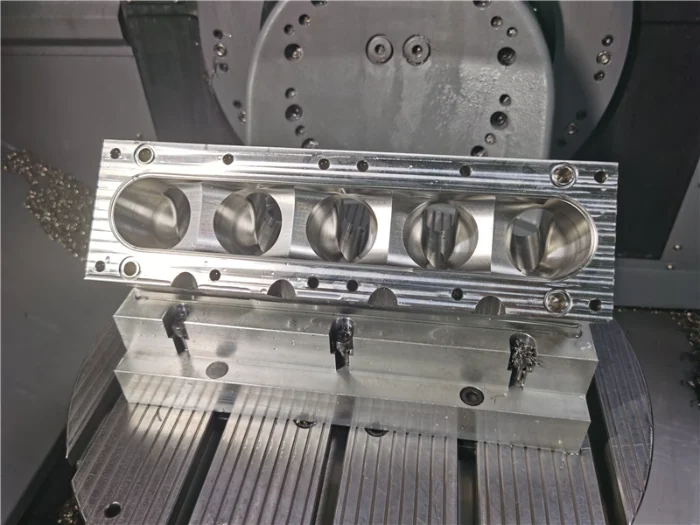
Guía de mecanizado cnc de acero inoxidable :
Inspección de materiales : La composición del acero inoxidable se analiza con un espectrómetro. Para el acero inoxidable de la serie 304, asegúrese de que Cr ≥ 16% y Ni ≥ 8%, y genere un informe del material.
Planificación de procesos : El proceso se descompone según el modelo 3D (STEP/IGS), dando prioridad al mecanizado de alta velocidad (HSC), con una velocidad de corte de 100-300 m/min.
Selección de herramientas : Herramientas de metal duro recubiertas de TiAlN, velocidad de avance 0,1-0,3 mm/r, profundidad de corte 0,5-2 mm. Las herramientas de PCD se utilizan para materiales difíciles de mecanizar como el 316L.
Puntos clave de control : Después del mecanizado en bruto, envejecimiento a baja temperatura a 200℃ durante 2 horas para aliviar la tensión interna y evitar la deformación.
Parámetros de corte : Fresado de acero inoxidable 304, VC = 150 m/min, f = 0,15 mm/z, ap = 1,5 mm, lubricación y refrigeración por neblina de aceite.
Inspección del primer artículo : El primer artículo de cada lote se inspecciona dimensionalmente utilizando una MMC, y se genera un documento PPAP.
Frecuencia de inspección : Se seleccionan al azar 3 piezas de cada 50 producidas por lotes y se controlan en línea las dimensiones críticas mediante un medidor de diámetro láser.
Requisitos de registro : Deben mantenerse registros completos de los parámetros de mecanizado (velocidad de corte, avance, vida útil de la herramienta) durante al menos 3 años.
Capacidad de mecanizado de acero inoxidable :
Dimensiones máximas : 1500mm×800mm×600mm
Dimensiones mínimas de mecanizado : 5mm×5mm×0,5mm
Longitud máxima de mecanizado : 3000mm
Diámetro : φ3mm-φ500mm
Precisión de posicionamiento : Precisión de posicionamiento de los ejes X/Y/Z hasta ±0,005 mm, repetibilidad ±0,003 mm
Tolerancia dimensional lineal : Hasta grado IT5 (±0,013mm/300mm)
Tolerancia angular : ±5″
Calidad de la superficie : Acabado espejo Ra≤0,2μm, rectificado de precisión Ra≤0,4μm, fresado convencional Ra≤1,6μm.
Tolerancias geométricas : Planitud ≤0,01mm/1000mm, Cilindricidad ≤0,005mm, Perpendicularidad ≤0,008mm/300mm
Ventajas del material de acero inoxidable
1. Excelente resistencia a la corrosión, evitando la oxidación incluso en ambientes húmedos, ácidos o alcalinos.
2. Buena resistencia y tenacidad con estructura estable y alta resistencia a la deformación.
3. Superficie atractiva y fácil de limpiar, ideal para aplicaciones higiénicas como la industria alimentaria y médica.
4. Excelente resistencia a altas y bajas temperaturas, con un rendimiento fiable en una amplia gama de temperaturas.
5. Respetuoso con el medio ambiente y reciclable, con una larga vida útil y sin liberación de sustancias nocivas.
Aplicación de la pieza de acero inoxidable
Aeroespacial:Mecaniza álabes de turbina y piezas hidráulicas, utilizando resistencia al calor y a la corrosión (por ejemplo, 310S hasta 1900°F) para condiciones duras.
Productos sanitarios:Produce implantes, tubos de biopsia y soportes que cumplen estrictos requisitos de esterilidad y biocompatibilidad.
Industria del automóvil:Fabrica ejes, engranajes y piezas de combustible que combinan resistencia al desgaste y calidad estética.
Equipos de procesado de alimentos:Válvulas y accesorios para máquinas de acero inoxidable 304/304L, que garantizan resistencia a la corrosión y facilidad de limpieza.
Ingeniería naval:Fabrica piezas para buques y plataformas petrolíferas utilizando acero inoxidable 316L para ofrecer una excelente resistencia a la corrosión del agua de mar.
Química y petróleo:Fabrica bombas, válvulas y reactores diseñados para resistir ácidos, álcalis y entornos de alta temperatura y presión.







Póngase en contacto con nosotros para más información:
Si desea obtener más detalles o cita para su proyector,puede sentirse libre de póngase en contacto con le responderemos lo antes posible.
FAQ de material de acero inoxidable
¿Es autorreparable el acero inoxidable?
El acero inoxidable no posee verdaderas capacidades de autocuración; sin embargo, la película de pasivación de óxido de cromo que se forma en su superficie puede regenerarse tras la exposición al oxígeno después de sufrir daños menores, proporcionando así un efecto protector similar a la autocuración.
¿Es mejor el acero inoxidable 304 o 316?
No hay un "mejor" absoluto entre el acero inoxidable 304 y el 316; depende de la aplicación.El 304 es más rentable para entornos interiores y secos y para equipos alimentarios en general.El 316 ofrece una resistencia a la corrosión significativamente mayor gracias a su contenido en molibdeno, lo que lo hace más duradero en condiciones húmedas, costeras, de agua de mar o ácidas.
¿Cuál es el mejor grado de acero inoxidable?
No existe un único "mejor" grado de acero inoxidable, ya que el más adecuado depende totalmente de la aplicación. Para un uso general con un rendimiento y un coste equilibrados, el 304 es la elección más común; para una mayor resistencia a la corrosión en entornos marinos, químicos o agresivos, se prefiere el 316L; y para aplicaciones que requieren una gran resistencia y capacidad de tratamiento térmico, son más apropiados los grados de endurecimiento por precipitación como el 17-4PH.
