
CNC加工ステンレス鋼
高い硬度と強度、耐食性、優れた熱安定性、優れた剛性と耐久性が特徴で、要求の厳しい構造部品に適している。


ステンレス鋼とは何か?
ステンレス鋼は、クロムやその他の合金元素を含む鉄を主成分とする合金です。クロムは、下地の金属を保護し、優れた耐食性を発揮する不動態皮膜を形成します。.
組成に基づいて、ステンレス鋼はオーステナイト系、フェライト系、マルテンサイト系、およびその他の系統に分類され、それぞれが強度、成形性、硬度、および被削性の異なるバランスを備えています。.
受動的保護
腐食耐性を向上させる Cr保護表面フィルム。.
バランスの取れた性能
強度、成形性、剛性、耐久性のバランス。.
複数のマテリアルファミリー
構造が異なれば、 アプリケーションの要件も異なります。.
ステンレス鋼材のCNC加工
一般的なステンレス鋼のグレードを、 被削性、強度、耐摩耗性、耐食性の観点から比較します。.

オーステナイト系ステンレス鋼
ステンレス鋼304
信頼性の高い耐食性、 優れた成形性、そして安定した加工性能を兼ね備えた汎用性の高い鋼種です。.

オーステナイト系ステンレス鋼
ステンレススチール316
海洋用および産業用部品において、塩化物や腐食性 環境に対する高い耐性を備えています。.

切削性良好なステンレス鋼
ステンレス鋼 303
加工性の向上により、 細部まで精巧な旋削・フライス加工部品の効率的な生産が可能になります。.

マルテンサイト系ステンレス鋼
ステンレス鋼 416
熱処理が可能で、 強度と硬度を向上させることができる、加工性に優れたグレードです。.

焼入れ可能なステンレス鋼
ステンレス鋼420
熱処理後の高い硬度と耐摩耗性を備え、 耐久性に優れた精密部品を実現します。.

マルテンサイト系ステンレス鋼
ステンレス鋼410
適度な耐食性と 熱処理による強度を兼ね備えた汎用グレード。.

二相ステンレス鋼
二相ステンレス鋼 2205
高い機械的強度と、 塩化物応力腐食割れに対する優れた耐性を兼ね備えています。.

析出硬化型ステンレス鋼
17-4 PHステンレス鋼
高強度、耐食性、および寸法 安定性を兼ね備え、厳しい要件が求められる精密部品に最適です。.
ステンレス鋼部品の表面仕上げ
表面処理を行うことで、部品の外観、表面 品質、耐食性、および耐摩耗性が向上します。.

不動態化
金属表面に保護用の不動態層を形成し、 ステンレス鋼の耐食性を向上させます。.

研磨
表面粗さを低減し、光沢、精度、 および機械加工部品の外観を向上させます。.

ブラッシング
きめ細やかな仕上がりを実現し、外観を向上させるとともに、 表面のわずかな欠陥を目立たなくします。.
サンドブラスト
表面を洗浄・粗面化して、均一な マットな外観を作り出し、塗膜の密着性を向上させます。.
CNCによるステンレス鋼の加工能力
コンパクトな精密部品から大型のステンレス鋼 部品に至るまで、当社の加工および検査能力は、 複雑な形状、厳しい公差、および厳密に管理された表面仕上げに対応しています。.
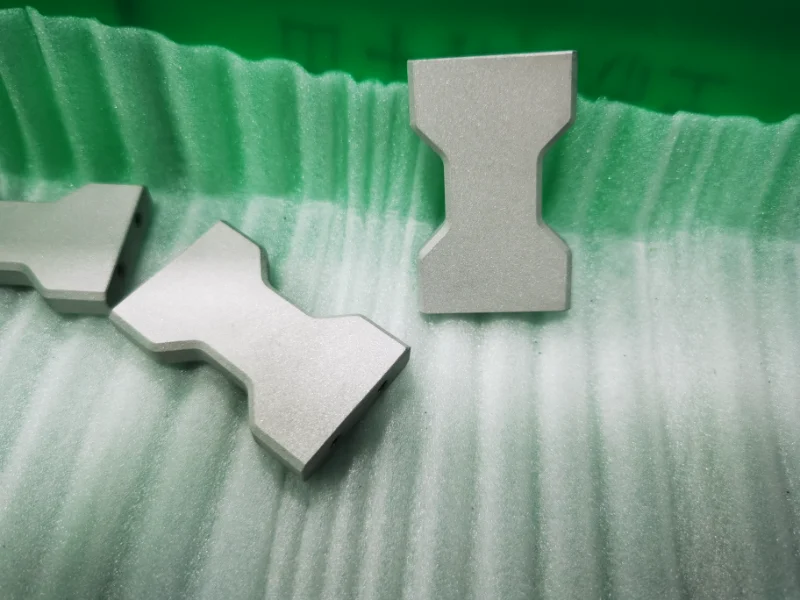
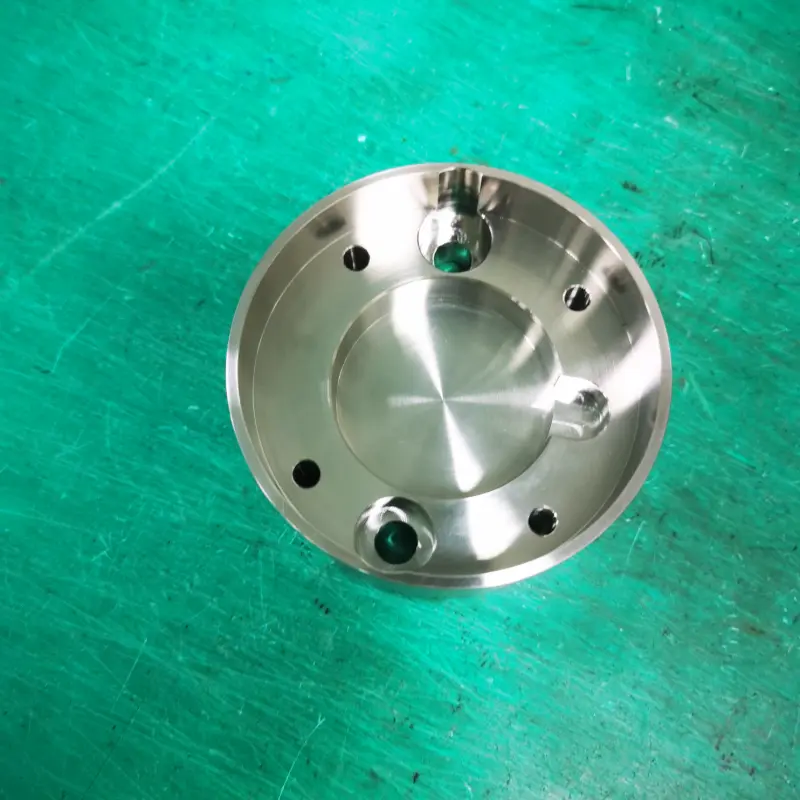
CNC加工されたステンレス鋼部品
高精度、 構造用、および耐食性を要する用途向けに製造された、本物のステンレス鋼製部品。.




ステンレス鋼加工のワンストップパートナー
加工、設計レビュー、検査、納品を 1つの生産チームが一貫して管理しています。.



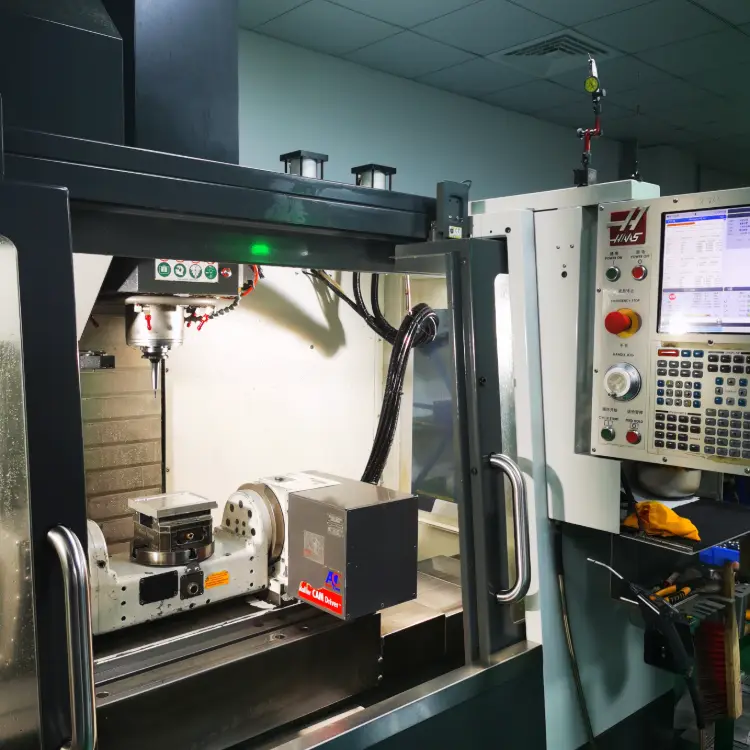
CNC工作機械
多軸CNCおよび放電加工機により、安定した ロット生産が可能となります。.
設計レビュー
実用的な提言は、コスト削減と 加工効率の向上に役立ちます。.
検査能力
CMMおよび関連する検査装置を用いて、重要な 部品の寸法を検証します。.
柔軟な配送
サンプルは1日で発送可能で、製品は通常 3~15日で発送されます。.