
ステンレスの素材とは?
ステンレス鋼は、鉄を主成分とする合金鋼であり、クロムなどの合金元素の添加により不動態化保護膜を形成し、優れた耐食性を有する。組成によりオーステナイト系、フェライト系、マルテンサイト系などに分類され、同時に強度と成形性のバランスに優れています。

ステンレス鋼の CNC 機械化のための主要なタイプ

304ステンレス鋼
特徴最も一般的に使用されるオーステナイト系ステンレス鋼として、優れた耐食性、耐熱性、成形性を有し、溶接や加工が容易である。
アプリケーション厨房機器、化学容器、医療機器部品など、食品加工、化学、医療分野で広く使用されている。
引張強さ、降伏 (MPa):215
せん断弾性率 (GPa) :77
破断伸度 (%) :70
硬度 (ブリネル) :123
密度 (g/cm^3) :8

316ステンレス鋼
特徴304ステンレス鋼にモリブデンを添加すると、良好な高温性能を維持しながら、耐食性、特に塩化物イオン腐食に対する耐食性が大幅に向上する。
アプリケーション海水処理装置、化学反応器、医療機器など、海洋環境、化学処理、医薬品などの過酷な環境にある装置や部品に適しています。
引張強さ、降伏 (MPa):205
せん断弾性率 (GPa) :74
破断伸度 (%) :40
硬度 (ブリネル) :187
密度 (g/cm^3) :8.03

416ステンレス鋼
特徴 :被削性を向上させるために硫黄を添加したマルテンサイト系ステンレス鋼で、高い強度と硬度を持ち、耐食性にも優れている。
アプリケーション :ポンプボディ、バルブ、自動車トランスミッション部品など、高い強度と良好な切削性を必要とする機械部品の製造に適している。
引張強さ、降伏 (MPa):275
せん断弾性率 (GPa) :83
破断伸度 (%) :30
硬度 (ブリネル) :156
密度 (g/cm^3) :7.8

420 ステンレス鋼
特徴 マルテンサイト系ステンレス鋼で、高い硬度と耐摩耗性を有する。熱処理により機械的性質を調整でき、様々な要求に対応できる。
アプリケーション: 切削工具、金型、手術器具、その他高硬度と耐摩耗性を必要とする部品の製造に適している。
引張強さ、降伏 (MPa):345
せん断弾性率 (GPa) :80.7
破断伸度 (%) :25
硬度 (ブリネル) :198
密度 (g/cm^3) :7.8
303ステンレス鋼
特徴硫黄は、基本的な耐食性を維持しつつ、被削性と加工性を向上させるために添加される。
アプリケーション:ナット、ボルト、シャフト、自動機器用部品など、頻繁に機械加工を必要とし、極端に高い耐食性が要求されない部品の製造に適している。
引張強さ、降伏 (MPa):240
せん断弾性率 (GPa) :77.2
破断伸度 (%) :50
硬度 (ブリネル) :160
密度 (g/cm^3) :8

2205二相ステンレス鋼
特徴 :オーステナイト系ステンレス鋼とフェライト系ステンレス鋼の長所を併せ持ち、優れた耐食性、高強度、良好な溶接性を有し、コストパフォーマンスにも優れている。
アプリケーション :石油、ガス、化学などの産業において、パイプ、バルブ、ポンプ本体など、高ストレス、高腐食環境にある機器や部品に適しています。
引張強さ、降伏 (MPa):620~900
せん断弾性率 (GPa) :220
破断伸度 (%) :27
硬度 (ブリネル) :300
密度 (g/cm^3) :7.8

410ステンレス鋼
特徴 クロムを含有するマルテンサイト系ステンレス鋼は、高い硬度と強度、優れた耐摩耗性、若干の耐食性を有する。熱処理が可能で、磁性を持ち、ニッケル含有量は少ない。
申し込み :ナイフや食器の製造、機械部品加工、一部の医療機器製造、石油化学工業における耐候性部品の製造などに広く使用されている。(ベアリング、ギア、ポンプシャフト、バルブ部品、メス、パイプ、ファスナー)
引張強さ、降伏 (MPa):310
せん断弾性率 (GPa) :73
破断伸度 (%) :25
硬度 (ブリネル) :148
密度 (g/cm^3) :7.8

17-4PHステンレス鋼
特徴:高強度、高硬度、耐食性に優れた析出硬化マルテンサイト系ステンレス鋼で、総合的な機械的特性が優れている。熱処理によって性能を調整でき、磁性が強く、寸法安定性に優れ、高精度の作業条件に適している。
申し込み:航空宇宙部品、石油・ガス機器、高強度機械部品、バルブアセンブリ、ポンプシャフト、ファスナー、化学機器、強度と耐食性の両方を必要とする構造部品に広く使用されている。
引張強度 (MPa):1150
降伏強度 (MPa):810
破断伸度 (%): 13
硬度 (ブリネル):340
密度 (g/cm³):7.8

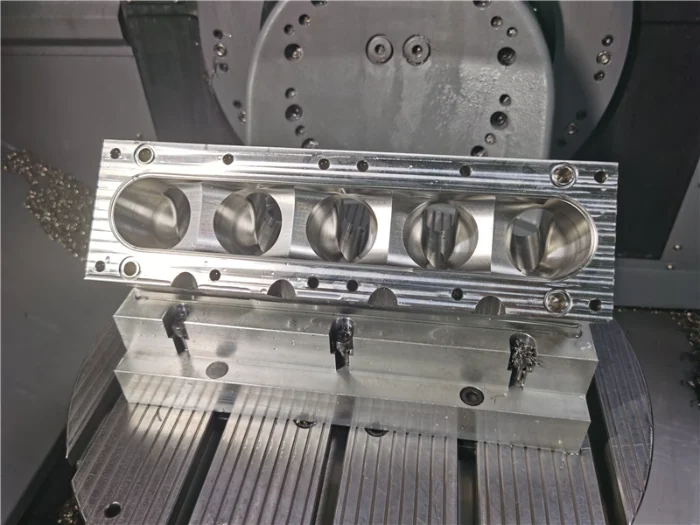
削り出し仕上げ
工作機械で加工された試作品には、工具で加工された痕跡が残っている。

陽極酸化処理
金属の耐食性と耐摩耗性を向上させ、着色や保護コーティングが可能。

ポーランド語
金属、セラミック、プラスチック、PMMAの表面平滑性と外観を向上させます。

サンドブラスト
高圧砥粒を使用し、クリーンでざらつきのないマットな表面仕上げを実現。

ブラッシュ仕上げ
金属表面にテクスチャー模様を付け、美観を向上させる。

パウダーコーティング
静電塗布と熱硬化により緻密な層を形成し、部品の耐食性を向上させる。

電気めっき 終了
金属層を形成し、耐食性と耐摩耗性を向上させる。

ブラック・オキシダイズ
簡単な化学酸化により、金属表面に低コストの反射防止コーティングを形成する。

アロジン
化成処理により耐食性皮膜を形成し、密着性と導電性を向上させる。

熱処理
金属の微細構造を改質し、硬度、強度、靭性、耐摩耗性を向上させる。
ステンレス鋼のCNC加工のガイドライン:
材料検査 :ステンレス鋼の組成は、分光計を使用して分析されます。304系ステンレス鋼の場合、Cr≥16%とNi≥8%を確認し、材料レポートを作成する。
プロセス・プランニング :3次元モデル(STEP/IGS)に沿って工程を細分化し、高速加工(HSC)を優先し、切削速度は100~300m/min。
ツール選択 :超硬TiAlNコーティング工具、送り速度0.1~0.3mm/r、切り込み0.5~2mm。PCD工具は316Lなどの難削材に使用される。
主な管理ポイント :粗加工後、200℃で2時間の低温エージングを行い、内部応力を緩和し変形を防止する。
切削パラメータ :304ステンレス鋼のフライス加工, VC = 150 m/min, f = 0.15 mm/z, ap = 1.5 mm, オイルミスト潤滑および冷却.
第一条検査 :各バッチの最初の製品はCMMで寸法検査され、PPAP文書が作成される。
検査頻度 :バッチ生産された50個から無作為に3個が選ばれ、重要な寸法はレーザー直径計を使ってオンラインでモニターされる。
記録要件 :加工パラメータの完全な記録(切削速度、送り速度、工具寿命)を少なくとも3年間維持しなければならない。
ステンレス鋼の加工能力
最大寸法 :1500mm×800mm×600mm
最小加工寸法 :5mm×5mm×0.5mm
最大加工長 :3000mm
直径範囲 φ3mm-φ500mm
測位精度 :X/Y/Z軸位置決め精度±0.005mm、繰り返し精度±0.003mm
リニア寸法公差 :IT5等級まで(±0.013mm/300mm)
角度公差 : ±5″
表面品質 :鏡面仕上げRa≤0.2μm、精密研削Ra≤0.4μm、通常のフライス加工Ra≤1.6μm
幾何公差 :平坦度≤0.01mm/1000mm、円筒度≤0.005mm、垂直度≤0.008mm/300mm
ステンレス素材の利点
1.耐食性に優れ、多湿、酸性、アルカリ性の環境下でも錆びにくい。
2.強度と靭性に優れ、安定した構造で変形に強い。
3.食品業界や医療業界などの衛生的な用途に理想的な、洗浄しやすい魅力的な表面。
4.耐高温・耐低温性に優れ、広い温度範囲で安定した性能を発揮。
5.環境に優しく、リサイクル可能で、耐用年数が長く、有害物質を放出しない。
ステンレス部品の用途
航空宇宙過酷な条件下での耐熱性・耐食性(例:310S、最高1900°F)を生かしたタービンブレードや油圧部品の加工。
医療機器厳しい無菌性と生体適合性の要件を満たすインプラント、生検チューブ、ホルダーを製造。
自動車産業耐摩耗性と美観を兼ね備えたシャフト、ギア、燃料部品を製造。
食品加工機器:304/304Lステンレス鋼を使用した機械バルブと継手、耐食性と簡単なクリーニングを保証します。
マリンエンジニアリング耐海水腐食性に優れた316Lステンレス鋼を使用した船舶・海洋部品を製造。
化学・石油酸、アルカリ、高温・高圧環境に耐えるよう設計されたポンプ、バルブ、リアクターを製造。







ステンレス鋼のよくある質問
ステンレス鋼は自己修復するのか?
ステンレス鋼には真の自己修復機能はないが、表面に形成されたクロム酸化物の不動態皮膜は、軽微な損傷を受けても酸素に触れることで再生し、自己修復に似た保護効果を発揮する。
ステンレスは304と316のどちらが良いですか?
304は、屋内、乾燥した環境、一般的な食品機器に対 してより費用対効果が高い。316は、モリブデン含有量に より耐食性が大幅に向上し、湿度の高い、沿岸、海水、酸 性条件下での耐久性が高くなる。
ステンレス鋼の最も良いグレードは?
最適なステンレス鋼種は用途によっ て異なるため、単一の「最良」ステンレス鋼種はあ りません。性能とコストのバランスが取れた汎用用途には、304が最も一般的な選択であり、海洋、化学、または過酷な環境における優れた耐食性には316Lが好まれ、高い強度と熱処理性を必要とする用途には、17-4PHのような析出硬化型鋼種が適している。
