

Fabricación de chapas metálicas
- Plazo de entrega del prototipo ≤ 3 días
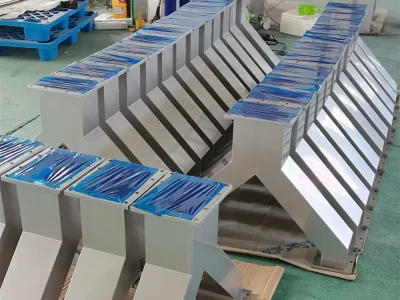
- precisión de la superficie curva ±0,1 mm
- índice de deformación por flexión < 1%
- Entrega:3-5 días
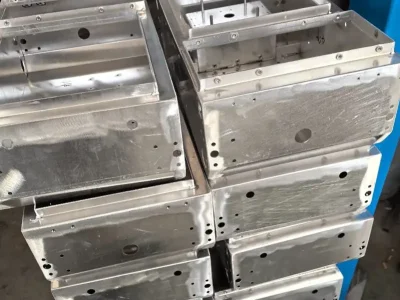
Nos especializamos en la fabricación de chapa a medida, la entrega de alta calidad, mano de obra confiable.
Nuestro rápido programa de entregas le garantiza que cumplirá los plazos.
Póngase en contacto con Weldo hoy mismo para obtener un presupuesto competitivo.
¿Qué es la fabricación de chapas metálicas?
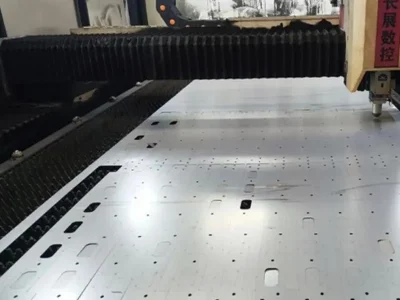
La fabricación de chapas metálicas es una técnica de construcción que consiste en cortar, doblar y ensamblar acero conformado en frío para crear estructuras robustas. Permite una fabricación precisa y ofrece soluciones de construcción duraderas y flexibles.
Los principales procesos son:
Corte por láser: La precisión alcanza ±0,1 mm, adecuado para el procesamiento de contornos complejos
CNC flexión: Radio de curvatura mínimo ≥ espesor del material para evitar fisuras.
Soldadura/remachado: AWS D1.1 las normas de soldadura garantizan la resistencia estructural

Material para la fabricación de chapas
La selección de materiales afecta a la solidez, la resistencia a la corrosión y la fabricabilidad en la fabricación de chapas metálicas.
| TIPO ACERO | RESISTENCIA A LA TRACCIÓN (MPA) | LÍMITE ELÁSTICO (MPA) | ELONGACIÓN (%) | ESCENARIOS TÍPICOS DE APLICACIÓN |
|---|---|---|---|---|
| SPCC Acero laminado en frío | 320-400 | 180-250 | 28 | Armarios de control eléctrico, carcasas de equipos |
| Q235 | 375-500 | 235 | 26 | Soportes estructurales del edificio |
| A36 | 400-550 | 250 | 20 | Bases de maquinaria pesada |
| ACERO INOXIDABLE | ENSAYO DE RESISTENCIA A LA NIEBLA SALINA | DUREZA (HV) | SOLDABILIDAD | ESCENARIOS TÍPICOS DE APLICACIÓN |
| 304 | 5000 horas sin óxido rojo | 150 | Excelente | Marcos para equipos médicos |
| 316 | 10000 horas sin óxido rojo | 160 | Bien | Estructuras de ingeniería marina |
| 430 | 3000 horas sin óxido rojo | 180 | Medio | Soportes para equipos de cocina |
| ALEACIÓN DE ALUMINIO | DENSIDAD (G/CM³) | RESISTENCIA A LA TRACCIÓN (MPA) | TRATAMIENTO SUPERFICIAL | ESCENARIOS TÍPICOS DE APLICACIÓN |
| 6061-T6 | 2.7 | 310 | Anodizado | Carcasas de equipos electrónicos |
| 5052-H32 | 2.68 | 230 | Pulverización | Estructuras de cubierta |
| 3003-H14 | 2.73 | 150 | Electroforesis | Elementos decorativos de la estructura |
Guía de fabricación de chapa metálica:
Los problemas de calidad en la fabricación de chapa metálica surgen de un control deficiente de los equipos, materiales y procesos; conocer las causas y las soluciones ayuda a mejorar la precisión y la eficacia.
| PROBLEMAS COMUNES | CAUSAS | SOLUCIONES |
|---|---|---|
| Corte inexacto | Precisión insuficiente del equipo de corte, fijación inestable de la placa, etc. | Comprobar y ajustar el equipo de corte, garantizar la fijación estable de la placa. |
| Desviación dimensional en el conformado | Moldes desgastados de plegadoras o punzones, grosor desigual de la chapa, etc. | Sustituya los moldes desgastados, compruebe y ajuste el grosor de la placa. |
| Defectos de soldadura | Ajuste incorrecto de los parámetros de soldadura, mala calidad de los materiales de soldadura, etc. | Ajustar los parámetros de soldadura, sustituir por materiales de soldadura de alta calidad. |
| Tratamiento superficial deficiente | Selección inadecuada de los procesos de tratamiento de superficies, funcionamiento incorrecto durante el tratamiento, etc. | Elegir los procesos de tratamiento de superficies adecuados, operar estrictamente de acuerdo con los requisitos del proceso. |
Capacidad de fabricación de chapas metálicas:
| PUNTO | ESPECIFICACIÓN |
|---|---|
| PARÁMETROS FUNDAMENTALES | Precisión de posicionamiento ±0,03 mm, Velocidad de corte de hasta 8 m/min (para acero inoxidable de 1 mm) |
| LONGITUD MÁXIMA DE FLEXIÓN | 3100mm, Precisión del ángulo ±0,1° |
| CAPACIDAD DE PRODUCCIÓN | Producción mensual de 80.000 piezas de chapa de precisión, Tasa de defectos en el armazón de los dispositivos médicos < 1% |
| COMPATIBILIDAD DE MATERIALES | Admite materiales especiales como aluminio, cobre, aleación de titanio, etc. |



Ventajas de la fabricación de chapas metálicas
Fabricación de alta precisión: La tolerancia de corte por láser alcanza ±0,1 mm y la repetibilidad de plegado ±0,5°, cumpliendo los requisitos aeroespaciales de alta precisión.
Utilización optimizada del material: El anidado avanzado aumenta el uso de material hasta 92%, lo que reduce los residuos y disminuye los costes de producción.
Iteración rápida: Desde el diseño en 3D hasta la entrega de muestras en 72 horas, lo que acorta considerablemente los ciclos de desarrollo.
Estructura ligera: Las estructuras de aluminio con topología optimizada reducen el peso en 40% manteniendo una gran resistencia y rigidez.
Sostenible desde el punto de vista medioambiental: El recubrimiento en polvo reduce las emisiones de COV en 90%, con tasas de reciclado de materiales que superan los 95%.
Aplicación de la fabricación de chapas metálicas
Industria del automóvil: El Tesla Model 3 utiliza aluminio de la serie 5 con largas soldaduras láser, lo que reduce el peso en 180 kg y mejora la eficiencia.
Muros cortina arquitectónicos: Los bastidores de aluminio 6061-T6 de hasta 12 m de longitud garantizan una gran resistencia con un error de rectitud ≤ 2 mm.
Equipos electrónicos: Los armarios SGCC con recubrimiento de polvo consiguen una protección IP65 y un funcionamiento estable de -40°C a 70°C.
Equipos médicos: Los marcos de acero inoxidable 316L ofrecen Ra ≤ 0,8 μm, resisten la esterilización y cumplen las normas ISO 10993.
Preguntas más frecuentes sobre la fabricación de chapas metálicas
¿Cómo resolver la deformación de la soldadura de acero inoxidable?
Utilice la soldadura por láser pulsado con una anchura de la zona afectada por el calor inferior a 0,1 mm.
Suelde desde el centro hacia fuera, utilizando fijaciones para la sujeción.
Efectuar un recocido de distensión a baja temperatura (300°C durante 1 hora) después de la soldadura.
Causas y medidas preventivas del agrietamiento en aleaciones de aluminio tras el doblado.
El material se encuentra en el estado de envejecimiento T6, lo que provoca una plasticidad insuficiente.
Radio de curvatura inferior al espesor del material (por ejemplo, un radio de curvatura de 1 mm de espesor de 6061 T6 requiere ≥1,5 mm).
Medidas preventivas:
Utilizar material recocido O o H32.
Realizar un recocido local (temperatura 410°C ± 10°C) antes del plegado.
¿Cómo mejorar la adherencia de los revestimientos superficiales sobre piezas de chapa?
Chorro de arena: Arena de alúmina de malla 80, presión 0,3 MPa
Fosfatado: Espesor del recubrimiento de fosfato de zinc 5-8 μm, resistencia a la corrosión ≥ 500 horas.
Pulverización: Espesor del recubrimiento en polvo 60-80 μm, temperatura de curado 180°C x 20 minutos.
¿Diseño de estabilidad estructural para pórticos de grandes luces (>6 m)?
Utilizar una sección en C de acero + refuerzo para aumentar el momento de inercia en 30%
Instalar soportes a intervalos ≤ 1,5 m, y controlar la deflexión a L/200 (L = vano).
Utiliza acero de alta resistencia Q355B, límite elástico ≥ 355 MPa.
¿Cómo controlar los costes de los bastidores de chapa?
Normalizar las especificaciones de grosor del material (por ejemplo, utilizar grosores de 1,2 mm y 2,0 mm en el mismo producto).
Utilice el diseño modular para reducir las variaciones de número de pieza en 30%
Cambiar la producción en serie a la estampación progresiva, reduciendo el tiempo de procesamiento de una sola pieza a 15 segundos.