
La lavorazione CNC (Computer Numerical Control) è un processo produttivo di alta precisione che utilizza programmi informatici per controllare le macchine utensili e tagliare automaticamente parti in metallo o plastica. I suoi vantaggi principali sono l'alta precisione, l'elevata efficienza e la forte ripetibilità.
Di seguito è riportata un'introduzione dettagliata alle fasi di esecuzione standard di Guida completa alla lavorazione CNC:
Progettazione di prodotti e modellazione 3D (progettazione e modellazione CAD)
Progettare modelli tridimensionali di parti utilizzando un sistema professionale CAD software (ad es, SolidWorks, AutoCAD, o CATIA);
Definire le dimensioni critiche, le tolleranze, le specifiche di filettatura, gli smussi e i requisiti di accoppiamento;
Esportazione di file in formati standard come .PASSO, .IGES, o .DXF;
Incorporare le tolleranze di lavorazione durante la progettazione per garantire la stabilità del processo.
Obiettivo: Generare modelli 3D conformi alla progettazione, fornendo dati accurati per la programmazione e la pianificazione dei processi.
Pianificazione del processo e programmazione CAM
Importazione di modelli CAD in CAM software (ad esempio, Mastercam, Fusion 360, UG NX);
Selezionare il tipo di macchina utensile (ad esempio, 3 assi, 4 assi, o 5 assi Macchina CNC);
Impostare gli utensili da taglio, la velocità di rotazione (RPM), l'avanzamento e la profondità di taglio;
Simulare i percorsi degli utensili per evitare interferenze o collisioni;
Uscita Codice G e Codice M-Istruzioni di controllo riconoscibili dalla macchina.
Obiettivo: Convertire i disegni di progetto in programmi di lavorazione eseguibili per una lavorazione precisa ed efficiente.
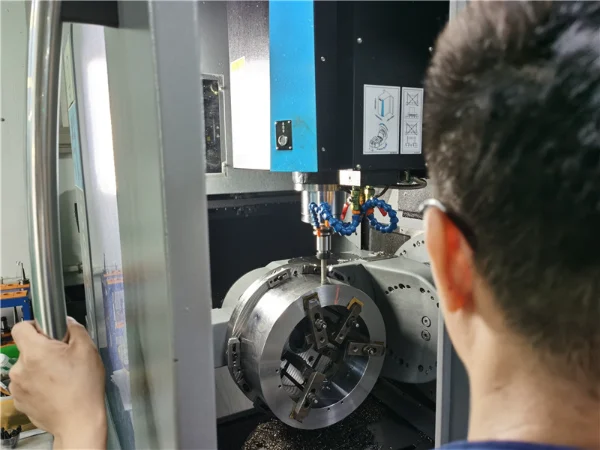
Impostazione della macchina e montaggio del pezzo
Selezionare gli utensili (frese, punte, maschi, ecc.) e i dispositivi di fissaggio (morse, mandrini magnetici, maschere, ecc.) appropriati;
Montare saldamente il pezzo sul piano di lavoro per mantenere un posizionamento stabile;
Calibrare la lunghezza dell'utensile, i punti di impostazione dell'utensile e stabilire l'origine delle coordinate del pezzo;
Ispezionare lo stato della macchina: refrigerante, lubrificante, pressione dell'aria, alimentazione e dispositivi di sicurezza.
Obiettivo: Assicurare che l'attrezzatura sia in condizioni ottimali per evitare deviazioni dimensionali causate da errori di serraggio o malfunzionamenti dell'attrezzatura.
Esecuzione a secco e simulazione
Eseguire una prova a secco per verificare i percorsi utensile;
Simulare il processo di lavorazione utilizzando la simulazione CAM o il sistema di controllo della macchina;
Verificare la presenza di errori di programma, collisioni di utensili o violazioni dei limiti del percorso;
Eseguire tagli di prova su aree di lavorazione critiche per convalidare le dimensioni e la qualità della superficie.
Obiettivo: Prevenire le collisioni degli utensili e lo spreco di materiale, garantendo la sicurezza e l'affidabilità del programma.
Lavorazione grezza
Rimuovete rapidamente il materiale in eccesso dal grezzo utilizzando velocità di avanzamento e profondità di taglio maggiori;
Utilizzare utensili resistenti all'usura (ad esempio, utensili in carburo) per migliorare l'efficienza;
Conservare una piccola quota per le successive operazioni di semifinitura;
Monitorare l'usura degli utensili e le variazioni di temperatura del pezzo durante la lavorazione.
Obiettivo: Stabilire rapidamente il contorno generale del pezzo, fornendo una base stabile per le successive operazioni di finitura.
Semifinitura e finitura
Regolare i parametri di taglio e utilizzare utensili di alta precisione per la correzione dimensionale;
Concentratevi sulla lavorazione di superfici critiche, fori di accoppiamento e aree ad alta precisione;
Eseguire la rimozione delle bave e smusso rettifica sui bordi dei pezzi verso la fine della lavorazione;
Controllare le tolleranze dimensionali all'interno delle specifiche di progetto;
La finitura utilizza in genere velocità di avanzamento inferiori e profondità di taglio ridotte;
Assicurarsi che la rugosità della superficie soddisfi i requisiti di progetto (ad esempio, Ra ≤ 0,8μm).
I pezzi lavorati post-CNC devono essere sottoposti a sbavatura per ISO 13715 standard:
Altezza della bava della superficie funzionale ≤ 0,05 mm
Le superfici di montaggio richiedono smussi di C0,3-C0,5 mm.
La rettifica automatizzata impiega robot a 6 assi + teste di rettifica in nylon (3000 giri/min.)
Obiettivo: Ottenere un'elevata precisione dimensionale e una finitura superficiale liscia.
Differenze tra lavorazione cnc a 3 assi, 4 assi e 5 assi e selezione consigliata
Lavorazione cnc a 3 assi: Di base ed efficiente, adatta a strutture semplici
Lavorazione a 3 assi: Di base ed efficiente, adatta a strutture semplici
Principio: L'utensile si muove lungo gli assi lineari X, Y e Z, mentre il pezzo rimane fermo.
Parti applicabili:
Piani, scanalature, fori, contorni 2D (come pannelli strumenti e staffe)
Superfici 3D semplici (che richiedono un serraggio multiplo)
Vantaggi:
Basso costo: L'apparecchiatura ha una struttura semplice, che comporta bassi costi di manutenzione e di esercizio.
Alta efficienza: La semplicità dei percorsi di lavorazione e la rapidità di programmazione lo rendono adatto alla produzione di piccoli e medi volumi (ad esempio, 50-5.000 pezzi).
Precisione stabile: Il problema della velocità di centratura zero della fresa a sfera può essere risolto attraverso l'ottimizzazione del processo, rendendola adatta a stampi con requisiti di precisione ridotti.
Limitazioni:
Impossibile lavorare superfici complesse; la lavorazione laterale richiede più serraggi, che possono facilmente introdurre errori.
L'efficienza diminuisce notevolmente quando si lavorano cavità profonde o fori di forma speciale.
Applicazioni consigliate:
Aziende con budget limitati che hanno bisogno di produrre rapidamente pezzi semplici.
Lavorazione di componenti non essenziali nell'industria aerospaziale e automobilistica (ad esempio, staffe in lega di alluminio).

Lavorazione cnc a 4 assi: Flessibile ed efficiente, adatta a pezzi poliedrici.
Principio: L'aggiunta di un asse rotante (A o B) a un sistema di lavorazione a tre assi consente la rotazione del pezzo, permettendo all'utensile di lavorare da più angolazioni.
Parti applicabili:
Parti cilindriche, parti con fori laterali (come turbine, ingranaggi a vite e eliche);
Pezzi scatolati, pezzi poliedrici (dove più superfici verticali devono essere lavorate in modo continuo);
Vantaggi:
Riduzione dei tempi di serraggio: È possibile lavorare più superfici con un unico serraggio, migliorando l'efficienza di 30%-50%.
Maggiore precisione: Il posizionamento preciso dell'asse rotante evita errori di serraggio secondari, rendendolo adatto a superfici inclinate o a elementi con angoli specifici.
Costo controllabile: Il costo dell'attrezzatura è simile a quello di un sistema di lavorazione a tre assi, ma la capacità di lavorazione è notevolmente migliorata.
Limitazioni:
In caso di uso intensivo, il meccanismo della vite senza fine può subire un'usura elevata.
I pezzi complessi richiedono una regolazione frequente dell'angolo dell'asse rotante, aumentando la complessità della programmazione.
Applicazioni consigliate:
Aziende con budget limitati che devono lavorare superfici curve complesse (come stampi e prodotti farmaceutici).
Parti di precisione non essenziali nell'industria aerospaziale (come stampi per scarpe e manichini).
Lavorazione cnc a 5 assi: Versatile e precisa, adatta alla produzione di alto livello.
Principio: L'aggiunta di due assi rotanti (due degli assi A/B/C) a un centro di lavoro a 3 assi consente all'utensile di avvicinarsi al pezzo con qualsiasi angolazione.
Parti applicabili:
Superfici curve complesse (come le pale di aerei e turbine);
Parti strutturali di forma speciale (come impianti ortopedici e lenti ottiche);
Parti in cavità di stampo (che richiedono lo stampaggio in un unico stadio).
Vantaggi:
Lavorazione di più superfici in un'unica configurazione di serraggio: Evita interferenze, sovratagli e sottosquadri, aumentando l'efficienza di oltre 50%.
Precisione elevatissima: Raggiunge livelli submicronici (±0,001 mm), adatti ad applicazioni di fascia alta come quelle ottiche e mediche.
Ampia compatibilità con i materiali: In grado di lavorare materiali duri come leghe di titanio e ceramiche.
Limitazioni:
Costo elevato dell'attrezzatura: 2-3 volte quello di un centro di lavoro a tre assi, manutenzione e funzionamento complessi.
Elevata difficoltà di programmazione: Richiede la pianificazione del percorso utensile multiasse, il rilevamento delle collisioni e il controllo vettoriale dell'asse utensile.
Applicazioni consigliate:
Lavorazione di componenti fondamentali in industrie manifatturiere di alto livello come quelle aerospaziali, energetiche e di generazione di energia.
Parti che richiedono una precisione estremamente elevata (come le articolazioni artificiali) nell'industria medica e degli strumenti di precisione.
Lavorazione con elettroerosione a filo (EDM)
Nella lavorazione CNC, l'elettroerosione è un processo critico per la gestione di materiali ad alta durezza (HRC 50+) e di cavità complesse. Inoltre, rimuove il materiale in eccesso dai pezzi fresati per evitare deformazioni:
Elettroerosione a filo veloce
Descrizione: L'elettroerosione a filo ad alta velocità (WEDM-HS) utilizza un filo di molibdeno come elettrodo, che oscilla a una velocità di 8-10 m/s. Rimuove il metallo attraverso una scarica di scintille, ottenendo un taglio singolo.
Precisione: ±0,01 mm, rugosità superficiale Ra 1,25-2,5μm, per soddisfare le esigenze di lavorazione generali.
Velocità di lavorazione: Le velocità di taglio sono generalmente aumentate da 20-40 mm²/min a oltre 100 mm²/min, con un massimo di 260 mm²/min.
Costo di lavorazione: Il basso costo, la struttura semplice e il prezzo accessibile lo rendono adatto alla lavorazione di grandi volumi e a bassa precisione.
Elettroerosione a filo media
Descrizione: Le macchine per elettroerosione a filo medio (MS-WEDM) rientrano nella categoria del taglio a filo ad alta velocità e consentono tagli multipli. La sgrossatura con filo di molibdeno avviene a velocità elevate (8-12 m/s), mentre la finitura avviene a velocità inferiori (1-3 m/s).
Precisione: ±0,003 mm, rugosità superficiale Ra 0,65 μm, con conseguente qualità di lavorazione superiore rispetto al taglio a filo rapido.
Velocità di lavorazione: Approssimativa al taglio rapido del filo, con velocità ridotta per migliorare la qualità durante i tagli multipli.
Costo di lavorazione: Un moderato equilibrio tra costo ed efficienza, che mantiene i vantaggi del taglio a filo veloce e migliora la qualità grazie ai tagli multipli. Adatto per lavorazioni di media precisione.
Elettroerosione a filo lento
Descrizione: L'elettroerosione a filo a bassa velocità (WEDM-LS) utilizza un elettrodo a filo lento e unidirezionale, che si muove a velocità inferiori a 0,2 m/s e viene interrotto dopo la scarica.
Precisione: ±0,001 mm, rugosità superficiale Ra minima 0,05μm, per ottenere un'elevata qualità di lavorazione. Velocità di lavorazione: massimo 400 mm/min, più lenta del taglio a filo veloce, per una lavorazione di alta qualità di pezzi complessi.
Costo di lavorazione: costo elevato e attrezzature costose, con filo elettrodico monouso. Adatto alla lavorazione di stampi complessi e di alta precisione.

Le differenze tra elettroerosione a filo veloce, elettroerosione a filo lento e elettroerosione a filo medio:
Elettroerosione a filo veloce
Offre la massima velocità di lavorazione ed è adatto a forme semplici, pezzi a parete sottile, superfici piane ed elevata rugosità superficiale.
Applicazioni: Taglio rapido del metallo e produzione di stampi o pezzi di bassa o media precisione. Adatto a produzioni di piccole e medie dimensioni con scadenze ravvicinate.
Elettroerosione a filo media
Offre velocità e precisione tra l'elettroerosione a filo ad alta e a bassa velocità, bilanciando i tempi di lavorazione e la qualità della superficie.
Applicazioni: Lavorazione di stampi e taglio di media precisione di parti meccaniche. Adatto alla produzione di massa o dove è richiesto un equilibrio tra precisione ed efficienza.
Elettroerosione a filo lento
Offre velocità di lavorazione più basse ma elevata precisione e qualità superficiale, con deformazioni termiche minime, che la rendono adatta a lavorazioni complesse e di precisione.
Applicazioni: Lavorazione di pezzi di alta precisione e di elevata qualità superficiale, come quelli del settore aerospaziale, dei dispositivi medici e della produzione di stampi di alta gamma.
Ispezione e controllo qualità
Le misurazioni successive alla lavorazione vengono eseguite con strumenti specializzati:
Calibri a corsoio, micrometri, calibri di profondità (per ispezioni rapide)
Macchina di misura a coordinate (CMM) (ispezione dimensionale di alta precisione)
Tester di rugosità superficiale (misurazione del valore Ra)
Controlli di precisione geometrica (perpendicolarità, concentricità, planarità, ecc.)
I risultati delle ispezioni vengono documentati e archiviati; i parametri di processo vengono adeguati tempestivamente in caso di deviazioni.
Obiettivo: Garantire che ogni pezzo soddisfi i requisiti di tolleranza e gli standard del cliente (ad es, ISO 2768).

Post-elaborazione e finitura
Rimuovere manualmente le bave dalle aree inaccessibili agli utensili di rettifica e pulire i pezzi;
Eseguire i trattamenti superficiali necessari:
Lucidatura, sabbiatura, anodizzazione, galvanotecnica, passivazione, ecc;
Contrassegnare i numeri di parte o incidere al laser;
Imballare in modo protetto per evitare danni alla spedizione.
Obiettivo: Migliorare l'aspetto del prodotto, la resistenza alla corrosione e le prestazioni funzionali.
Feedback sui dati e ottimizzazione dei processi
Memorizzare i parametri di lavorazione, la durata degli utensili e i dati di ispezione;
Riassumere l'esperienza acquisita per ottimizzare i percorsi degli utensili, i progetti delle attrezzature o i parametri di taglio;
Stabilire un database standardizzato per la lavorazione CNC;
Fornire soluzioni di processo ripetibili e tracciabili per pezzi simili.
Obiettivo: Ottenere un miglioramento continuo, aumentare la coerenza e l'efficienza della produzione.
Sommario della Guida completa alla lavorazione CNC
Lavorazione CNC è una tecnologia di produzione di precisione altamente automatizzata in cui ogni fase, dalla modellazione del progetto all'ottimizzazione dell'ispezione, influisce direttamente sulla qualità dei pezzi e sull'efficienza della produzione.
Grazie a processi standardizzati, programmazione scientifica e ispezioni rigorose, raggiunge un'elevata precisione, stabilità e coerenza nei risultati di produzione. Se dovete produrre componenti lavorati a CNC, contattate Weldo Lavorazione per l'ultimo preventivo.









