
Che cos'è la lavorazione della plastica CNC?

Lavorazione della plastica CNCLa lavorazione della plastica a controllo numerico computerizzato è una tecnologia di produzione di precisione che utilizza istruzioni programmate dal computer per controllare macchine utensili automatizzate per la fresatura, la tornitura e il taglio. plastica materiali. A differenza della lavorazione manuale tradizionale, questa tecnologia non richiede un intervento umano continuo durante il ciclo di lavorazione. Si affida invece a codici di programma preimpostati dal computer (Codici G e Codici M) per controllare i movimenti del percorso utensile, ottenendo risultati di lavorazione di alta precisione e costanti. Di seguito sono riportati i contenuti rilevanti della linea guida completa per la lavorazione della plastica cnc.
Il suo principio fondamentale consiste nel convertire i dati di progettazione bidimensionali o tridimensionali (in genere in formato CAD) in codice CNC. Questo codice aziona i componenti della macchina, come gli utensili da taglio, i mandrini, le tavole di lavoro e gli assi rotanti, per farli muovere lungo assi multipli (comunemente 3 assi, 4 assi, o 5 assi configurazioni). In base alle proprietà dei materiali plastici, gli operatori selezionano utensili da taglio specializzati per rimuovere la plastica in eccesso dal materiale grezzo in modo controllato. Questo processo produce infine pezzi con forme definite con precisione e tolleranze estremamente strette, ottenendo così tolleranze fino a ±0,005 mm in applicazioni di alta precisione.
Sia che si tratti di produrre semplici rondelle in plastica e guarnizioni o componenti di precisione complessi per dispositivi medici, staffe in plastica aerospaziale, o cornici dello schermo-Strutture difficili da ottenere con la lavorazione manuale.Lavorazione della plastica CNC offre soluzioni efficienti. Supporta la produzione in lotti con pezzi che si incastrano perfettamente tra loro, garantendo una forte integrità. Questo ha permesso di stabilire Lavorazione CNC come tecnologia di base nella moderna produzione di materie plastiche.

Perché scegliere la lavorazione della plastica CNC?
Nella produzione di parti in plastica, Lavorazione della plastica CNC risolve efficacemente i limiti dei processi alternativi, come lo stampaggio a iniezione, l'estrusione e la stampa 3D, grazie ai suoi vantaggi unici in termini di precisione, efficienza e adattabilità, che la rendono la soluzione preferita in numerosi settori industriali.
Precisione elevatissima per requisiti di tolleranza esigenti
Settori come l'aerospaziale, il medicale e l'elettronica richiedono ai componenti in plastica un'eccezionale precisione di adattamento e stabilità operativa. I pezzi devono integrarsi perfettamente con altri gruppi o funzionare in modo affidabile in ambienti estremi e ad alto rischio. Lavorazione della plastica CNC raggiunge un controllo della tolleranza di ±0,01 mm o una precisione ancora maggiore (minimo 0,005 mm), a seconda del materiale e delle prestazioni della macchina. Ad esempio, gli assemblaggi di valvole in plastica negli strumenti chirurgici per il settore medico richiedono un controllo preciso delle dimensioni dei canali del fluido per evitare perdite dovute a tolleranze eccessive: un requisito fondamentale che viene costantemente soddisfatto dalla lavorazione CNC della plastica.
Elevata economicità per la produzione di piccoli lotti
Lo stampaggio a iniezione e l'estrusione richiedono un costoso attrezzaggio iniziale. Se da un lato la stampa 3D elimina i costi di attrezzaggio, dall'altro soffre di una bassa efficienza di produzione dei lotti. Lavorazione della plastica CNC non richiede investimenti in attrezzature e offre costi controllabili dalla prototipazione di un singolo pezzo a piccoli lotti (da decine a migliaia di unità). Ciò riduce significativamente l'investimento iniziale e accorcia il time-to-market per la convalida dei campioni in fase di R&S e la produzione di pezzi personalizzati (ad esempio, alloggiamenti per dispositivi elettronici specializzati).
Capacità di lavorare strutture geometriche complesse
Alcuni componenti dell'industria presentano design intricati, tra cui superfici complesse, cavità e profonde rientranze, che i metodi tradizionali faticano a replicare con precisione. Lavorazione della plastica CNC sfrutta la tecnologia multiasse (ad esempio, la lavorazione a 5 assi) per tagliare i pezzi di plastica da più angolazioni, ottenendo senza sforzo geometrie complesse. Ad esempio, le carenature in plastica per il settore aerospaziale richiedono una struttura leggera e superfici aerodinamiche.Lavorazione CNC replica con precisione queste intricate specifiche di progettazione.
Ampia compatibilità con i materiali
Sia che si tratti di lavorazione di tecnopolimeri ad alta durezza (ad esempio, PEEK), PC) o elastomeri altamente resilienti (ad esempio, nylon, TPE), Lavorazione della plastica CNC raggiunge risultati stabili regolando i parametri di taglio (velocità del mandrino, velocità di alimentazione, profondità di taglio) e dimensione/tipo di utensile. In questo modo si eliminano i frequenti cambi di attrezzatura o di processo dovuti alle proprietà del materiale, migliorando la flessibilità della produzione.
Tipi di servizi di lavorazione della plastica CNC
Plastica CNC Fresatura
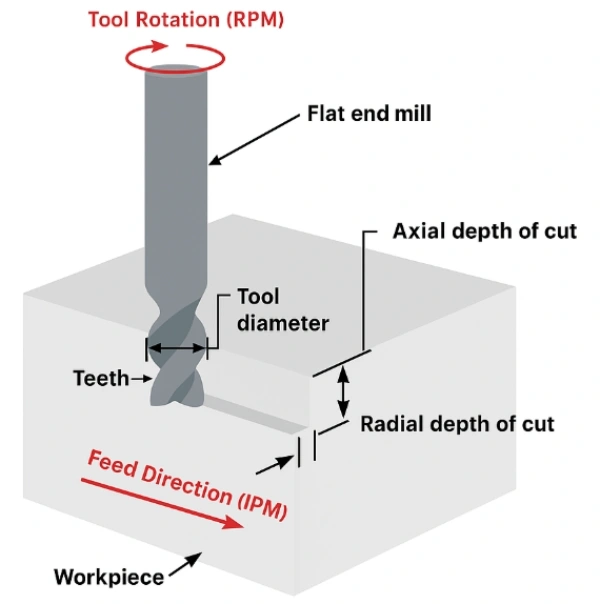
La fresatura di plastica CNC è un processo che utilizza frese rotanti (end mills) per tagliare pezzi in plastica, consentendo la lavorazione di strutture come superfici piane, scanalature, contorni, fori e superfici curve complesse. Questo processo supporta l'interpolazione multiasse (comunemente a 3, 4 o 5 assi) e può produrre vari pezzi, da semplici coperture in plastica a complessi alloggiamenti per strumenti medici. Per esempio, nell'industria elettronica, le camere di dissipazione del calore in plastica dei router sono fresate a CNC per controllare con precisione la profondità della camera e la levigatezza della parete interna, garantendo una dissipazione ottimale del calore. Nel settore automobilistico, anche i motivi tridimensionali dei componenti interni in plastica sono ottenuti mediante fresatura, migliorando la consistenza e la qualità visiva.
Plastica CNC Trasformazione
La tornitura plastica CNC lavora principalmente pezzi cilindrici, conici e cubici con simmetria rotazionale. Questo processo prevede che il pezzo in lavorazione ruoti ad alta velocità attorno a un mandrino mentre un utensile da taglio fisso si muove lungo l'asse del pezzo o radialmente per rimuovere la plastica in eccesso. Grazie all'elevata efficienza, alla precisione stabile e alla velocità di lavorazione, è ideale per la produzione in lotti di alberi, manicotti e dischi. Ad esempio, nel settore degli elettrodomestici, anelli per cuscinetti in plastica subiscono la rotazione per assicurare l'allineamento coassiale tra il foro interno e il diametro esterno, garantendo un funzionamento regolare dei cuscinetti. In campo medico, gli stantuffi delle siringhe monouso in plastica ottengono un controllo preciso del diametro attraverso la tornitura, evitando inceppamenti durante l'uso.
Foratura plastica CNC
La foratura CNC della plastica è un processo specializzato che utilizza punte da trapano per creare fori circolari in pezzi di plastica, consentendo il posizionamento preciso del foro, il controllo del diametro e della profondità. Rispetto alla foratura manuale, Foratura CNC elimina problemi come il disallineamento dei fori e i diametri incoerenti e supporta la foratura simultanea a più stazioni per aumentare l'efficienza. Ad esempio, le staffe dei circuiti stampati in plastica dei dispositivi elettronici richiedono più fori di montaggio in posizioni precise. La foratura CNC garantisce il perfetto allineamento di questi fori con i fori per le viti del circuito stampato. Nell'industria del mobile, connettori in plastica beneficiano dei fori passanti creati dalla foratura, garantendo la stabilità dell'assemblaggio.
Fresatura di plastica CNC
Fresatura di plastica CNC lavora principalmente motivi intricati, testi, scanalature poco profonde e altre strutture sulla superficie o all'interno della plastica. pezzi da lavorare. In genere utilizza frese di piccolo diametro e sfrutta sistemi CNC ad alta precisione per ottenere un'accuratezza di incisione a livello di micron. Questo processo è ampiamente utilizzato nella produzione di componenti decorativi e di identificazione. Ad esempio, nell'elettronica di consumo, custodie per telefoni in plastica possono essere incisi con loghi o disegni personalizzati. I pannelli degli strumenti presentano linee di scala e incavi per i pulsanti incisi, migliorando la comodità operativa e il riconoscimento visivo.
Tipi di materiale per la lavorazione della plastica CNC
ABS (Copolimero acrilonitrile-butadiene-stirene)
La plastica ABS combina robustezza, rigidità e resistenza agli urti. La sua superficie è facilmente lavorabile (ad esempio, verniciatura, galvanoplastica) e il suo costo moderato lo rende uno dei materiali più utilizzati in ambito industriale. Lavorazione CNC. I pezzi lavorati in ABS presentano un'eccellente stabilità dimensionale e sono resistenti alla deformazione. È adatto per gli involucri di dispositivi elettronici (ad esempio, telai di computer, alloggiamenti di stampanti), componenti interni di automobili (ad esempio, pannelli del cruscotto), parti di giocattoli e altro ancora.
PC (policarbonato)
La plastica PC offre un'elevata trasmissione della luce (circa 90%, paragonabile al vetro), un'eccezionale resistenza agli urti (250 volte più forte del vetro ordinario) e una buona resistenza al calore (intervallo di temperatura di esercizio: da -40°C a 120°C). Durante Lavorazione CNCLe temperature di taglio devono essere attentamente controllate per evitare cricche da stress. Le applicazioni principali includono componenti ottici (ad esempio, coperture di lampade a LED, montature di occhiali), alloggiamenti di dispositivi medici (che richiedono trasparenza e resistenza alla sterilizzazione) e coperture di lampade per autoveicoli.
SETTIMANA (Polietereterchetone)
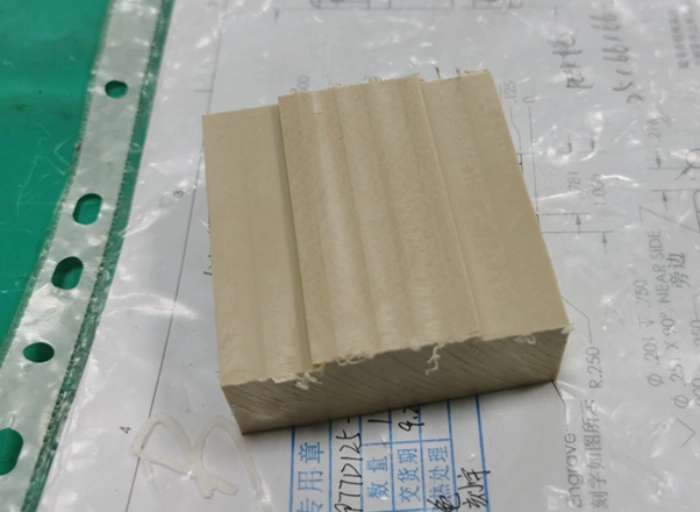
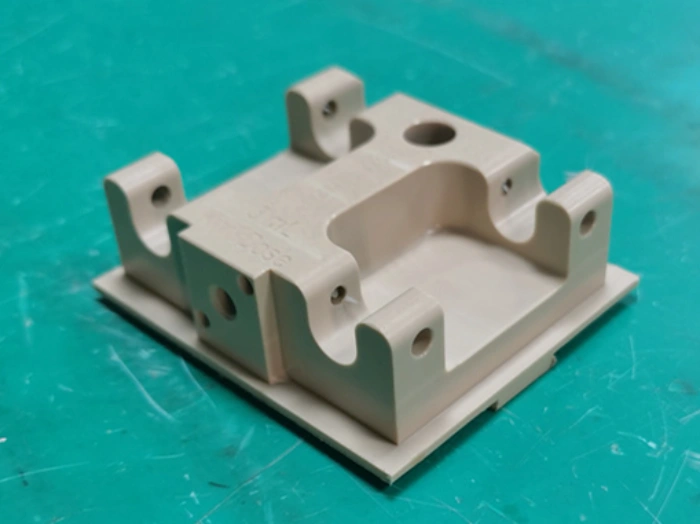
Il PEEK è un materiale plastico ingegneristico ad alte prestazioni che offre un'eccezionale resistenza al calore (servizio a lungo termine fino a 250°C), alla corrosione chimica (resiste alla maggior parte delle soluzioni acide/alcaline) e alla forza meccanica, soddisfacendo al contempo gli standard di biocompatibilità dell'industria medica. A causa della sua elevata durezza e della complessità della lavorazione, il PEEK viene tipicamente lavorato con precisione su macchine CNC a 5 assi. Oggi ho osservato un progetto di lavorazione del PEEK su un centro di lavoro a 5 assi. Cinque superfici planari sono state sottoposte a operazioni di foratura e fresatura. L'applicazione specifica rimane riservata al cliente. Di seguito sono riportate le foto reali del pezzo. Progettato per l'uso ripetuto in ambienti di sterilizzazione ad alta temperatura, richiede una lavorazione precisa. forza di serraggio controllo. Le proprietà del PEEK e la precisione della lavorazione a 5 assi soddisfano perfettamente queste esigenze. Il PEEK viene utilizzato anche nel settore aerospaziale per i componenti strutturali ad alta temperatura (ad esempio, gli assemblaggi in plastica intorno ai motori).
POM (poliossimetilene, noto anche come acetale)
POM La plastica offre elevata durezza, eccellente resistenza all'usura, basso coefficiente di attrito e stabilità dimensionale superiore. Le parti lavorate presentano superfici lisce, che spesso eliminano la necessità di una post-lucidatura. È ideale per i componenti che richiedono movimenti frequenti e bassa usura, come ingranaggi (ad esempio, ingranaggi di giocattoli, ingranaggi di trasmissione di elettrodomestici), cuscinetti e dispositivi di fissaggio (ad esempio, viti, dadi). POM è ampiamente utilizzato nell'industria automobilistica e degli elettrodomestici.
Nylon (PA)
Nylon La plastica offre elevata tenacità, resistenza alla fatica, moderata resistenza all'olio e all'usura. Tuttavia, l'assorbimento dell'umidità richiede attenzione durante la lavorazione: la pre-essiccazione è essenziale per prevenire le cricche post-lavorazione. A seconda del grado (ad esempio, PA6, PA66, PA610), può essere utilizzato per i raccordi delle tubazioni del carburante per autoveicoli, per le protezioni dei cavi dei dispositivi elettronici e per le protezioni delle tubazioni dei dispositivi elettronici. spessori resistenti all'usura nei macchinari industriali.
PE (Polietilene, incluso HDPE/LDPE)
Le plastiche PE sono classificate in polietilene ad alta densità (HDPE) e polietilene a bassa densità (LDPE): HDPE L'LDPE offre una durezza e una resistenza chimica superiori, adatte ai serbatoi per lo stoccaggio di sostanze chimiche e ai contenitori per l'imballaggio degli alimenti; l'LDPE offre una tenacità e una flessibilità superiori, comunemente utilizzate per pellicole di plastica, tubi flessibili e componenti per giocattoli. Quando la lavorazione CNC PE, notare la sua tendenza a deformarsi. Fissare correttamente i pezzi e controllare la velocità di taglio.
PMMA (polimetilmetacrilato, comunemente noto come acrilico)
PMMA vanta un'eccezionale trasmissione della luce (fino a 92%, superando PC), l'eccellente lucentezza superficiale e la facilità di incisione e lucidatura, che lo rendono il materiale preferito per la "lavorazione della plastica trasparente". Tuttavia, PMMA è relativamente fragile e richiede di evitare forti impatti durante la lavorazione per prevenire la frattura del materiale. Le applicazioni principali includono scatole luminose per la pubblicità, espositori, lenti ottiche e pannelli trasparenti per strumenti e contatori.
PP (polipropilene)
PP La plastica ha una bassa densità (circa 0,9 g/cm³, una delle plastiche più leggere), un'eccellente resistenza chimica (tollera la maggior parte delle solventi organici), buona resistenza al calore (può sopportare un uso a breve termine intorno ai 100°C) e superiore resistenza alla fatica da flessione (comunemente nota come "plastica resistente alla flessione"). Durante la lavorazione CNC PPSi noti la sua tendenza ad attaccarsi agli utensili da taglio; sono necessari strumenti antiaderenti specializzati. È adatto per le parti a contatto con gli alimenti (ad esempio, stoviglie in plastica, bicchieri per l'acqua), per le condutture chimiche e per i rivestimenti dei paraurti delle automobili.
PBT (polibutilene tereftalato)
La plastica PBT offre un'eccellente resistenza alle alte temperature (temperatura di servizio a lungo termine compresa tra 120°C e 150°C), resistenza agli agenti atmosferici e proprietà di isolamento elettrico, oltre a un'elevata resistenza meccanica. Viene spesso rinforzato con fibra di vetro (per esempio, PBT+30% GF) per migliorare durezza. Adatto per i componenti che richiedono resistenza e isolamento ad alta temperatura nell'industria elettronica, come connettori, alloggiamenti per relè e involucri per sensori automobilistici.
PEI (Polieterimmide)
Il PEI è un materiale plastico ad alte prestazioni e resistente alle alte temperature, con una temperatura di servizio a lungo termine fino a 170°C. Offre un'eccellente resistenza meccanica, isolamento elettrico, e resistenza alle radiazioni rispettando gli standard di biocompatibilità medica. La lavorazione CNC è impegnativa e richiede utensili da taglio di elevata durezza. Utilizzato principalmente negli alloggiamenti dei componenti elettronici aerospaziali, nei componenti per la sterilizzazione con radiazioni dei dispositivi medici e nei componenti resistenti alle alte temperature degli elettrodomestici di alta gamma.
PET (polietilene tereftalato)
La plastica PET offre elevata resistenza meccanica, resistenza all'usura, eccellente resistenza chimica e forti proprietà barriera (in particolare contro l'ossigeno e il vapore acqueo). Tra le applicazioni più comuni vi sono gli imballaggi alimentari (ad esempio, le bottiglie di plastica per bevande - anche se in genere sono stampate per soffiaggio, i tappi e le capsule personalizzate possono essere lavorati a macchina CNC), gli interruttori a membrana nell'elettronica e i tappi di plastica per bevande. componenti di rivestimento interno nell'industria automobilistica.
PS (Polistirolo)
La plastica PS offre una buona trasparenza (il PS standard ha una trasmittanza luminosa di circa 80%), una bassa difficoltà di lavorazione e un costo contenuto. Tuttavia, è relativamente fragile e ha una scarsa Resistenza agli urti. È adatto per applicazioni con requisiti di bassa resistenza meccanica, come stoviglie monouso, involucri di giocattoli, componenti di supporto interno per dispositivi elettronici e modelli di display pubblicitari.
PVC (Cloruro di polivinile)
Le plastiche in PVC si dividono in PVC rigido e PVC flessibile: il PVC rigido offre un'elevata durezza e un'eccellente resistenza chimica, che lo rendono adatto a tubi di plastica, profili di porte/finestre e alloggiamenti di apparecchiature industriali. Il PVC flessibile (contenente plastificanti) offre flessibilità superiore e viene comunemente utilizzato nei tubi flessibili, nell'isolamento dei cavi elettrici e nelle membrane impermeabili. Quando Lavorazione CNC PVC rigido, si noti che durante la lavorazione possono essere rilasciati gas nocivi, che richiedono un dispositivo di ventilazione.
Teflon (Politetrafluoroetilene, PTFE)
La plastica Teflon vanta una bassissima coefficiente di attrito (tanto da meritarsi il titolo di "re delle plastiche"), un'eccezionale resistenza chimica (sopporta soluzioni fortemente corrosive come l'acqua regia) e una tolleranza alle alte temperature (intervallo operativo da -200°C a 260°C circa). Tuttavia, presenta notevoli difficoltà di lavorazione, costi elevati e una bassa resistenza meccanica. È adatto per la produzione di componenti di tenuta nell'industria chimica (ad esempio, guarnizioni per valvole), di parti resistenti alla corrosione nel settore medico e di guarnizioni personalizzate tramite Lavorazione CNC.
Di seguito riassumiamo in una tabella le caratteristiche e le applicazioni della lavorazione delle materie plastiche a CNC
| Materiale | Proprietà chiave | Applicazioni tipiche |
|---|---|---|
| ABS | Robusto, dimensionalmente stabile, facile da trattare in superficie (verniciatura, galvanica), costo moderato | Alloggiamenti elettronici (telai di computer, stampanti), parti interne di autoveicoli, componenti di giocattoli |
| PC | Alta trasparenza (~90%), eccellente resistenza agli urti, buona resistenza al calore (-40~120°C) | Componenti ottici (coprilampada, montature per occhiali), alloggiamenti medici, coprilampada per autoveicoli |
| SETTIMANA | Elevata resistenza, resistenza al calore a lungo termine fino a 250°C, resistenza chimica, biocompatibile | Parti strutturali aerospaziali, impianti medicali, componenti per alte temperature |
| POM | Elevata durezza, resistenza all'usura, basso attrito, eccellente stabilità dimensionale, finitura superficiale liscia | Ingranaggi, cuscinetti, cursori, viti, dadi |
| PA | Elevata tenacità, resistenza alla fatica e all'usura, ma elevato assorbimento di umidità (richiede una pre-essiccazione). | Raccordi per linee di alimentazione per autoveicoli, protezioni per cavi, cuscinetti di usura industriali |
| PE | HDPE: elevata durezza, resistenza chimica; LDPE: elevata tenacità, flessibilità | Serbatoi chimici, contenitori per alimenti, pellicole di plastica, parti di giocattoli |
| PMMA | Eccellente trasparenza (92%), superficie lucida, facile da lucidare ma fragile | Scatole luminose, espositori, lenti ottiche, pannelli trasparenti |
| PP | Bassa densità (~0,9 g/cm³), resistenza chimica, buona resistenza al calore (~100°C a breve termine), resistenza alla fatica da flessione | Parti a contatto con gli alimenti, condutture chimiche, rivestimenti per paraurti di autoveicoli |
| PBT | Resistenza al calore (120~150°C), resistenza agli agenti atmosferici, elevato isolamento elettrico, forti proprietà meccaniche | Connettori elettronici, alloggiamenti per relè, alloggiamenti per sensori automobilistici |
| PEI | Alta resistenza, resistenza al calore (fino a 170°C), isolamento elettrico, resistenza alle radiazioni, biocompatibilità | Alloggiamenti elettronici aerospaziali, componenti medicali sterilizzabili, parti di elettrodomestici di fascia alta |
| PET | Alta resistenza, resistenza all'usura, resistenza chimica, eccellenti proprietà barriera. | Imballaggi per alimenti (tappi, tappi), interruttori elettronici a membrana, finiture per autoveicoli |
| PS | ~80% trasparenza, basso costo, facile da lavorare ma fragile e con bassa resistenza agli urti | Stoviglie monouso, involucri di giocattoli, supporti per dispositivi elettronici |
| PVC | PVC rigido: elevata durezza, resistenza chimica; PVC flessibile: elevata flessibilità. | Tubi, profili di finestre e porte, isolamento dei cavi, membrane impermeabili. |
| PTFE | Attrito estremamente ridotto, eccezionale resistenza chimica, ampio intervallo di temperatura (-200~260°C), ma bassa resistenza e costo elevato. | Guarnizioni chimiche, parti mediche resistenti alla corrosione, componenti di tenuta delle valvole |

Come selezionare la plastica più adatta per la lavorazione?
Quando si scelgono i materiali plastici per lavorazione di precisioneSi raccomanda di considerare in modo completo lo scenario applicativo del pezzo, i requisiti di prestazione, i costi di lavorazione e la compatibilità del processo. Seguire i seguenti passaggi specifici:
Definire i requisiti di base delle prestazioni
In primo luogo, è necessario determinare le metriche di prestazione chiave della parte:
Se è richiesta la trasparenza (ad esempio, componenti ottici), dare priorità a PMMA (massima trasmittanza luminosa) o PC (migliore resistenza agli urti); per la resistenza alle alte temperature (ad esempio, aerospaziale, sterilizzazione medica), scegliere SETTIMANA (uso a lungo termine a 250°C), PEI (170°C), o Teflon (260°C); per la resistenza all'usura (ad esempio, ingranaggi, cuscinetti), selezionare POM (basso coefficiente di attrito), Nylon (resistenza alla fatica) o Teflon (basso attrito); per le applicazioni a contatto con gli alimenti (ad es. stoviglie), selezionare PP (resistenza chimica, non tossico) o PET (sicuro e stabile).
Considerare l'ambiente operativo
Valutare i fattori ambientali:
Ambienti chimici (esposizione ad acidi/alcali): Teflon (elevata resistenza alla corrosione), HDPE (resistenza chimica) o PP (resistenza alla maggior parte dei solventi); per gli ambienti umidi (ad es. bagni, sott'acqua) scegliere POM (non assorbenti) o PE (resistenti all'acqua), evitando di Nylon (assorbente all'acqua). Per gli ambienti a bassa temperatura (ad esempio, le apparecchiature per la catena del freddo), scegliere PE (eccellente resistenza alle basse temperature) o PP (utilizzabile fino a -40°C), evitando di PMMA (diventa fragile a basse temperature).
Bilanciare i costi di elaborazione e l'efficienza
Materiali ad alte prestazioni (ad es. PEEK), PEI) offrono proprietà superiori, ma hanno costi elevati e requisiti di lavorazione complessi (macchine a 5 assi, utensili specializzati), che li rendono adatti ad applicazioni di precisione di alto livello (medicale, aerospaziale). Per i pezzi di consumo generici (ad esempio, giocattoli, involucri standard), è preferibile optare per i prodotti a basso costo e facili da lavorare. ABSPS o PP per ridurre l'investimento iniziale e i tempi di lavorazione del CNC.
Adattamento ai processi di lavorazione CNC
Alcuni materiali hanno requisiti di lavorazione specifici che devono essere verificati rispetto alle capacità delle macchine utensili: Il PEEK richiede macchine a 5 assi ad alta precisione; se sono disponibili solo macchine a 3 assi, è necessario sostituire il materiale. Nylon richiede un trattamento di essiccazione; se gli impianti di produzione non dispongono di attrezzature per l'essiccazione, è essenziale una pianificazione anticipata. PMMA presenta un'elevata fragilità; per i pezzi con cavità profonde e complesse, valutare il rischio di frattura durante la lavorazione e passare al PC resistente agli urti, se giustificato.
Casi simili e standard industriali di riferimento
Per le applicazioni industriali consolidate (ad esempio, connettori per l'industria automobilistica, involucri elettronici), consultare i materiali comuni del settore: gli interni dell'automobile utilizzano tipicamente ABS (equilibrio costi-prestazioni), utilizzo di connettori elettronici PBT (resistenza alle alte temperature + isolamento) e gli strumenti medico-chirurgici utilizzano il PEEK (biocompatibilità + resistenza alla sterilizzazione). Allo stesso tempo, rispettano gli standard industriali (ad esempio, le applicazioni mediche richiedono la conformità alla norma ISO 10993 sulla biocompatibilità; il contatto con gli alimenti richiede la certificazione FDA).
6 Finiture di superficie comuni per Lavorazione della plastica CNC

Sabbiatura
La sabbiatura utilizza un flusso d'aria ad alta pressione per spingere abrasivi fini (ad esempio, perle di vetro, perle di plastica) sulle superfici dei pezzi in plastica, creando una texture uniforme opaca o smerigliata. Questo processo senza contatto previene i graffi e nasconde i segni di lavorazione (ad esempio, le linee degli utensili CNC), migliorando l'aspetto dei pezzi. Adatto per ABS, PC, PMMAe materiali simili, è comunemente utilizzato per gli alloggiamenti dei dispositivi elettronici (ad esempio, le basi dei computer portatili) e per i componenti interni delle automobili (ad esempio, i pannelli delle bocchette di ventilazione) per l'estetica e la resistenza alle impronte digitali.
Pittura
La verniciatura consiste nel rivestire uniformemente i pezzi con vernici plastiche specializzate (ad esempio, acriliche, poliuretaniche) utilizzando apparecchiature a spruzzo. In questo modo si ottengono diversi effetti cromatici (ad esempio, nero opaco, finiture metalliche) e livelli di brillantezza (lucido, opaco), migliorando al contempo la resistenza ai graffi e agli agenti atmosferici. Prima della lavorazione, la superficie del pezzo deve essere pulita (rimuovendo grasso e polvere). Alcuni materiali (ad es,PP) richiedono un trattamento di attivazione superficiale per garantire adesione della vernice. Adatto a tutti i tipi di plastica, questo processo è ampiamente utilizzato per gli involucri dell'elettronica di consumo (ad esempio, le custodie dei telefoni), i giocattoli e i componenti esterni degli elettrodomestici.
Spazzolatura/Lucidatura
Spazzolatura: l'attrito unidirezionale applicato alla superficie del pezzo con mole o panni per spazzolatura crea motivi lineari uniformi, esaltando una texture metallica (anche se applicata alla plastica, simula un effetto di metallo spazzolato). Adatto a materiali moderatamente duri come ABS e PCcomunemente utilizzati nei rivestimenti interni degli autoveicoli e nelle cornici dei dispositivi elettronici (ad esempio, le cornici dei tablet).
Lucidatura: affinamento della superficie del pezzo con strumenti come mole e composti di lucidatura per ottenere una finitura a specchio (particolarmente adatta per materiali trasparenti come PMMA e PC). Ad esempio, gli espositori in acrilico migliorano la trasmissione della luce e la qualità visiva grazie alla lucidatura; le lenti in plastica richiedono la lucidatura per garantire le prestazioni ottiche.
Rivestimento in polvere
Il rivestimento in polvere prevede l'applicazione di polvere plastica (ad esempio, polvere di resina epossidica) sulla superficie di un pezzo tramite adesione elettrostatica, seguita da un indurimento ad alta temperatura per formare un rivestimento uniforme. Questo rivestimento offre uno spessore considerevole (in genere 50-150μm), un'eccellente resistenza agli urti, una forte resistenza alla corrosione chimica e il rispetto dell'ambiente (nessuna emissione di solventi). È adatto per plastiche resistenti alle alte temperature come HDPE, PVC, e ABS (le temperature di polimerizzazione sono solitamente comprese tra 120 e 180°C, il che richiede una certa tolleranza da parte del materiale), viene comunemente utilizzato per gli alloggiamenti dei macchinari industriali e per i componenti in plastica per esterni (ad esempio, le parti in plastica per le panchine dei parchi).
Galvanotecnica
La galvanotecnica della plastica comporta attivazione della superficie (ad esempio, placcatura chimica di rame o nichel) seguita dalla deposizione elettrolitica di strati metallici (ad esempio, cromo, nichel, oro). Questo processo consente di ottenere una lucentezza metallica (ad esempio, argento, oro) e di migliorare la conduttività, la resistenza all'usura e all'ossidazione. Adatto per materiali come ABS (che offre la migliore adesione alla placcatura) e PC, è comunemente utilizzata per parti decorative (ad esempio, tappi di plastica dei mozzi delle ruote delle automobili, flaconi di confezioni cosmetiche) e componenti elettronici conduttivi (ad esempio, contatti dei connettori). Si noti che la galvanoplastica comporta processi complessi, costi più elevati e potenziali rischi di inquinamento delle acque.
Stampa a trasferimento d'acqua
La stampa a trasferimento d'acqua consiste nel far galleggiare sull'acqua una pellicola di trasferimento stampata con motivi (ad esempio, venature del legno, trama della fibra di carbonio, mimetizzazione). La pressione dell'acqua trasferisce la pellicola sulla superficie del pezzo, seguita da asciugatura e sigillatura per ottenere una replica precisa di disegni complessi. Questo processo consente di stampare su superfici curve irregolari (ad esempio, maniglie in plastica, componenti curvi dell'abitacolo automobilistico) con una forte adesione del disegno e una ricca riproduzione dei colori. Adatto alla maggior parte delle materie plastiche, tra cui ABS, PC e PMMAÈ ampiamente utilizzato nei giocattoli, nelle parti esterne degli elettrodomestici e negli interni delle automobili (ad esempio, nei pannelli delle porte in plastica che simulano le venature del legno).

Suggerimenti per l'uso della macchina di plastica CNC
Debug dell'apparecchiatura e impostazioni dei parametri
Prima della lavorazione, regolare la velocità del mandrino e l'avanzamento in base alle proprietà del materiale:
Per materiali ad alta durezza come SETTIMANA e POMaumentare la velocità del mandrino (3000-5000 giri/min) e ridurre l'avanzamento (50-100 mm/min) per evitare l'usura degli utensili. Per la lavorazione di materiali tenaci come Nylon e PEridurre opportunamente la velocità del mandrino (1500-3000 giri/min) e aumentare l'avanzamento (100-200 mm/min) per evitare l'adesione del materiale all'utensile.
Controllare la precisione e l'usura degli utensili: Calibrare la compensazione del raggio della punta per i nuovi utensili. Sostituire tempestivamente gli utensili in caso di scheggiatura o usura (ad esempio, bave sulle superfici lavorate) per mantenere la precisione della lavorazione.
Adattare il bloccaggio del pezzo alle proprietà del materiale:
Per la fragilità PMMAutilizzare dispositivi di fissaggio morbidi (ad esempio, cuscinetti di gomma) per evitare rotture dovute a un'eccessiva forza di serraggio. PE e PP sono inclini alla deformazione e richiedono un bloccaggio in più punti per garantire la stabilità del pezzo durante la lavorazione.
Monitoraggio del processo di lavorazione e controllo qualità
Eseguire un "taglio di prova" durante la lavorazione iniziale: Dopo la lavorazione di 1-2 pezzi campione, verificare le tolleranze dimensionali usando pinze e micrometri. Procedere con la produzione di batch solo dopo aver confermato la conformità per evitare scarti di batch dovuti a errori nei parametri.
Monitorare le condizioni di taglio in tempo reale: Interrompere immediatamente le operazioni e ispezionare se durante la lavorazione si verificano rumori anomali (ad esempio, collisioni utensile-pezzo) o fumi (ad esempio, temperature di taglio eccessive). Affrontare problemi come l'usura degli utensili o l'allentamento dei pezzi.
Controllare la temperatura e l'umidità ambientale: Alcuni materiali (ad es, Nylon, ABS) sono sensibili all'umidità. Mantenere l'umidità dell'officina tra 40%-60% per evitare che l'assorbimento di umidità causi la deformazione del pezzo dopo la lavorazione. Per i pezzi di alta precisione, mantenere temperature stabili in officina (ad esempio, 20±2°C) per evitare errori della macchina causati da fluttuazioni termiche.
Manutenzione e cura delle apparecchiature
Dopo le operazioni quotidiane, pulire il basamento della macchina e le guide: Utilizzare aria compressa per rimuovere i detriti di plastica, quindi pulire le guide con un panno e applicare un lubrificante per evitare graffi o ruggine.
Ispezionare regolarmente il liquido di taglio: Fluido da taglio raffredda gli utensili e riduce l'attrito. È necessario controllare settimanalmente il livello e la concentrazione del fluido. Rifornire tempestivamente il liquido quando è scarso e sostituirlo completamente quando è degradato (soprattutto quando si lavorano materiali quali PVC o PE che generano una quantità significativa di detriti e richiedono frequenti cambi di fluido).
Proteggere le apparecchiature durante i periodi di fermo prolungati: Se l'apparecchiatura rimane inutilizzata per più di una settimana, pulire gli attrezzi e i fusiapplicare un olio antiruggine, scollegare l'alimentazione e coprire con un parapolvere per evitare che la polvere penetri e comprometta la precisione.

Campi di applicazione delle parti in plastica CNC
Industria aerospaziale
Il settore aerospaziale richiede componenti con proprietà di estrema leggerezza, resistenza alle alte temperature e tolleranza alle radiazioni. Lavorazione della plastica CNC soddisfa questi severi requisiti. Ad esempio:
Le staffe in plastica delle periferiche dei motori, realizzate in PEEK, funzionano stabilmente ad alte temperature (250°C) e pesano solo un terzo delle controparti in metallo, riducendo il peso complessivo dell'aereo. Alloggiamenti per componenti elettronici satellitari lavorati in PEI presentano una resistenza alle radiazioni, schermando i circuiti interni dall'intenso radiazione spaziale. Inoltre, i componenti in plastica per gli interni degli aeromobili (ad esempio, i braccioli dei sedili, le coperture dei pannelli degli strumenti) soddisfano gli standard di sicurezza dell'aviazione (ad esempio, la resistenza alle fiamme) e migliorano l'esperienza dei passeggeri. Fresatura CNC e la verniciatura delle superfici.
Per l'industria elettronica
I componenti elettronici sono tipicamente caratterizzati da strutture piccole e di alta precisione che richiedono isolamento e resistenza alla temperatura. Lavorazione della plastica CNC consente una produzione efficiente e accurata. Ad esempio:
Alloggiamenti per router lavorati da ABS Sono dotati di prese d'aria di raffreddamento fresate a controllo numerico e di rientranze di interfaccia per un allineamento preciso con le schede dei circuiti interni; i connettori sono lavorati da PBT + fibra di vetro offrono resistenza alle alte temperature (150°C) e isolamento, consentendo una trasmissione stabile del segnale all'interno dei dispositivi elettronici; le coperture trasparenti dei display LED lavorate da PMMA Dopo la lucidatura, la luce raggiunge la trasmittanza 92%, garantendo prestazioni ottimali del display. POM) mantengono tolleranze dimensionali entro ±0,01 mm, garantendo un montaggio compatto senza allentamenti.
Applicazioni mediche
Il settore medico impone requisiti rigorosi in termini di biocompatibilità, resistenza alla sterilizzazione e precisione dei componenti. La lavorazione CNC della plastica (in particolare la lavorazione a 5 assi) è uno dei processi principali. Ad esempio: - le teste di presa per strumenti chirurgici mini-invasivi lavorate in PEEK sono conformi agli standard di biocompatibilità ISO 10993, resistono alla sterilizzazione ad alta temperatura/alta pressione (134°C) e raggiungono una precisione di ±0,005 mm, assicurando una presa accurata dei tessuti durante l'intervento chirurgico; pannelli trasparenti per monitor medici lavorati in PEEK. PC resistono alla disinfezione con alcol e offrono un'elevata trasmittanza luminosa, facilitando il monitoraggio dei dati da parte del personale medico. Guarnizioni per siringhe lavorate da Teflon sono caratterizzati da bassi coefficienti di attrito e resistenza alla corrosione chimica, evitando la contaminazione da farmaci. Inoltre, i componenti protesici (ad esempio, i connettori articolari lavorati da Nylon) ottenere un adattamento personalizzato attraverso Lavorazione CNCper migliorare il comfort del paziente.
Industria automobilistica
I componenti automobilistici richiedono resistenza agli agenti atmosferici, resistenza alle vibrazionie leggerezza. La lavorazione della plastica CNC soddisfa sia la produzione di massa che le esigenze di personalizzazione. Ad esempio, i pannelli del cruscotto lavorati in ABS sono sottoposti a spazzolatura superficiale per migliorare la texture e resistono a temperature da -40°C a 80°C, adattandosi a climi diversi. Gli ingranaggi delle serrature delle porte lavorati in POM offrono una resistenza superiore all'usura, garantendo una durata a lungo termine. I rivestimenti dei paraurti automobilistici lavorati in PP offrono un'elevata resistenza e leggerezza per assorbire l'energia delle collisioni. Inoltre, i componenti dell'alloggiamento della batteria per i veicoli a nuova energia (ad esempio, PC + fibra di vetro) offrono isolamento e resistenza alle alte temperature per salvaguardare la sicurezza della batteria. Manopole di regolazione delle bocchette dell'aria condizionata tornite a CNC (es, Nylon) consentono di ottenere un controllo preciso del diametro per un funzionamento regolare.
Nuovo settore energetico
I componenti per le nuove applicazioni energetiche (ad esempio, fotovoltaico, eolico, accumulo di energia) richiedono resistenza agli agenti atmosferici, isolamento e resistenza chimica. Lavorazione della plastica CNC fornisce soluzioni stabili e affidabili. Ad esempio:
Alloggiamenti per inverter fotovoltaici in HDPE resistere Radiazione UV e l'erosione della pioggia, salvaguardando i circuiti interni durante il funzionamento prolungato all'aperto; gli strati isolanti in PVC per i cavi delle turbine eoliche offrono un isolamento superiore e una resistenza alle basse temperature (capacità operativa di -30°C), adattandosi ai difficili ambienti dell'energia eolica; i vassoi per le batterie di accumulo dell'energia lavorati in PP sono leggeri e chimicamente resistenti, impedendo le perdite di elettrolito. Inoltre, le custodie in plastica per le stazioni di ricarica dei nuovi veicoli energetici (ad esempio, realizzate in ABS + ritardante di fiamma) sono resistenti alle fiamme e agli urti, garantendo la sicurezza della ricarica.

Contatto Weldo
Per le esigenze di lavorazione delle materie plastiche CNC (ad esempio, pezzi personalizzati, produzione di lotti) o per esplorare i casi di applicazione del settore (ad esempio, produzione di parti in PEEK per il settore medico, componenti strutturali in plastica per il settore aerospaziale), contattate l'azienda. Weldo squadra via:
Email ufficiale: Inviate la vostra richiesta a cg@weldomachining.com. Il nostro staff risponderà entro 12 ore con soluzioni e preventivi su misura.
Visita in loco: Visita alla base di produzione di Weldo (indirizzo: No. 109 Baxin Road, Wanjiang District, Dongguan City, Guangdong Province) per ispezionare i nostri prodotti. Lavorazione CNC centro.
Quando ci contattate, menzionate "Richiesta di lavorazione della plastica CNC" per ricevere una copia gratuita del libro "CNC Plastic Machining". Weldo Lavorazione della plastica CNC Case Study Handbook (con oltre 100 esempi reali nei settori aerospaziale, medico, elettronico e altri, che illustrano in dettaglio la selezione dei materiali, i processi di lavorazione e l'analisi dei costi).
Linee guida per la lavorazione della plastica CNC FAQ
1. Quale precisione di tolleranza può raggiungere la lavorazione CNC della plastica?
La precisione della tolleranza varia a seconda del materiale e della configurazione della macchina:
- Le macchine standard a 3 assi che lavorano ABS, PC, ecc. possono raggiungere tolleranze di ±0,01 mm.
- Le macchine a 5 assi ad alta precisione che lavorano PEEK, PMMA, ecc. possono raggiungere tolleranze di ±0,005 mm.
- Per requisiti di precisione più elevati (ad esempio, ±0,002 mm), sono necessari utensili da taglio personalizzati e ambienti di lavorazione a temperatura controllata.
I requisiti specifici possono essere discussi con il team tecnico di Weldo in base alle specifiche del pezzo.
2. Per la produzione di piccoli lotti (ad esempio, 50 pezzi), è meglio scegliere la lavorazione CNC della plastica o lo stampaggio a iniezione?
Privilegiare la lavorazione CNC della plastica. Lo stampaggio a iniezione richiede l'utilizzo di utensili (che in genere costano decine di migliaia di RMB con tempi di consegna di 2-4 settimane), il che rende i costi degli utensili sproporzionatamente alti per i piccoli lotti.
La lavorazione CNC elimina la necessità di utensili, producendo 50 pezzi in soli 3-5 giorni a un costo pari a 1/3 o 1/2 di quello dello stampaggio a iniezione. Inoltre, consente di apportare modifiche immediate alla progettazione (ad esempio, cambi di dimensione dei pezzi), rendendola ideale per i prototipi di ricerca e sviluppo e per le esigenze di piccoli lotti personalizzati.
3. Perché le parti in plastica si deformano dopo la lavorazione? Come risolverlo?
Cause e soluzioni comuni:
① Assorbimento dell'umidità del materiale (ad esempio, nylon, ABS): Mettere il materiale in un forno di essiccazione (80-100°C, 4-6 ore) prima della lavorazione per rimuovere l'umidità.
② Temperatura di taglio eccessiva (ad esempio, lavorazione di PC, PEEK): Ridurre la velocità del mandrino, aumentare il flusso di refrigerante per raffreddare l'utensile e il pezzo.
③ Bloccaggio non corretto del pezzo (ad es. PE, PP): Utilizzare un serraggio a più punti (3+ punti fissi) o ventose a vuoto per evitare spostamenti e deformazioni durante la lavorazione.
4. I trattamenti superficiali (ad esempio, galvanoplastica, stampa a trasferimento d'acqua) influiscono sulle tolleranze dimensionali dei pezzi?
Si verificano effetti minori che richiedono un'autorizzazione preventiva. Ad esempio:
- Gli strati elettroplaccati hanno in genere uno spessore di 5-20μm; ridurre le dimensioni del pezzo di 5-20μm durante la lavorazione per garantire la conformità alle dimensioni finali dopo la placcatura.
- I rivestimenti per la stampa a trasferimento d'acqua hanno uno spessore di circa 10-15μm.
Per i pezzi con tolleranze rigorose (ad esempio, ±0,01 mm), le dimensioni devono essere regolate durante la lavorazione o deve essere scelto un trattamento superficiale con un impatto dimensionale minimo (ad esempio, la sabbiatura, che ha un effetto dimensionale trascurabile).
Le quote specifiche possono essere determinate in consultazione con il team di trattamento delle superfici di Weldo in base al tipo di processo.








