
Rettifica interna
I nostri servizi di rettifica interna di precisione offrono un'accuratezza di grado IT5 e una finitura superficiale Ra 0,2μm per componenti critici nei settori aerospaziale, automobilistico e medico. Contattateci subito per soluzioni di lavorazione personalizzate e riceverete un preventivo dettagliato entro 24 ore.
- Precisione fino a 0,001".
- Includere metallo, plastica superficie interna rettifica
- Certificazione ISO 9001:2015
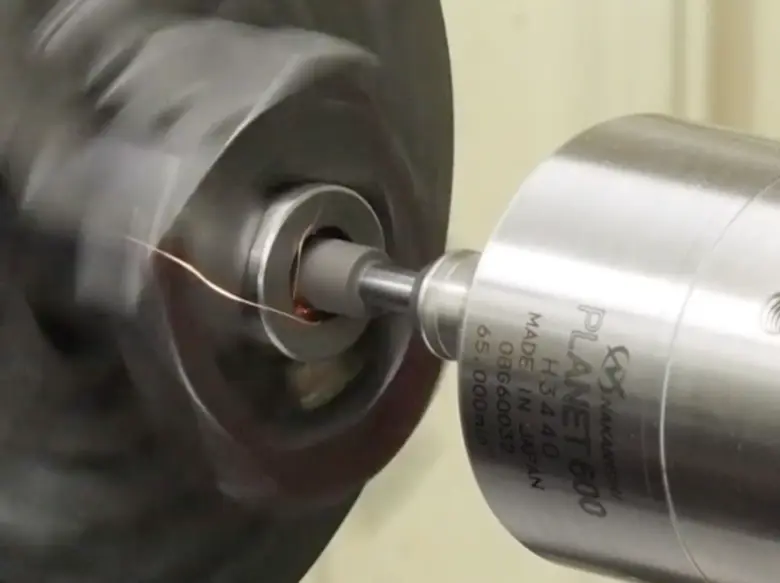
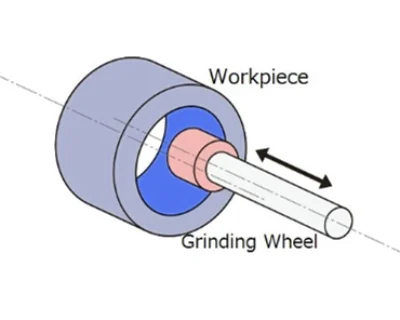
Che cos'è la Rettifica interna?
La rettifica interna è un processo composito che copre contemporaneamente la finitura dei fori interni (cerchi interni) e delle superfici cilindriche esterne. Integrando mole specializzate con sistemi di controllo ad alta precisione, consente il controllo dimensionale simultaneo di caratteristiche interne ed esterne su alberi, manicotti, superfici di accoppiamento e componenti simili. Questa tecnologia trova ampia applicazione in settori quali i componenti idraulici, i sistemi di trasmissione, gli strumenti di precisione e le apparecchiature energetiche.
Materiali adatti alla rettifica interna
La rettifica interna supporta oltre 80 materiali metallici e non metallici. Ottimizziamo i materiali e i processi in base alle prestazioni, all'ambiente, ai costi e alle esigenze di precisione.
Materiale metallico :

Alluminio
L'alluminio è il componente più comunemente utilizzato per la lavorazione di precisione. Ha una bassa densità, una struttura dura e un materiale morbido. Grazie alla sua resistenza alla corrosione, è ampiamente utilizzato nel settore aerospaziale, nelle ossa bioniche e nella produzione di componenti automobilistici.
Colore : Argento.
Tipi : Alluminio 6061、7075、2024、5052、6063 e MIC-6.
Finitura superficiale : Lucidatura, spazzolatura, sabbiatura, cromatura, anodizzazione, galvanotecnica, verniciatura a polvere, incisione laser.
Tempi di consegna : 1-5 giorni.
Acciaio inox
L'acciaio inossidabile offre una forte resistenza alla corrosione e una superficie liscia e facile da pulire. Viene utilizzato principalmente per i componenti delle attrezzature da cucina, per i dispositivi medici, per i materiali da costruzione e per l'edilizia, oltre che per i componenti automobilistici.
Colore : Argento.
Tipi : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Finitura superficiale : Lucidatura, spazzolatura, sabbiatura, galvanizzazione, spruzzatura, PVD (Physical Vapor Deposition), passivazione, decapaggio, colorazione.
Tempi di consegna 2-5 giorni.

Rame
Possiede conducibilità elettrica, duttilità alla trazione e proprietà antimicrobiche; viene utilizzato principalmente per la lavorazione di oggetti artigianali, decorativi e apparecchiature mediche.
Colore Arancione, giallo.
Tipi : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Finitura superficiale : Passivazione, galvanizzazione, placcatura chimica, pallinatura, sabbiatura, trattamento chimico del film, lucidatura, pulizia brillante.
Tempi di consegna : 1-5 giorni.

Bronzo
Il bronzo (lega Cu-Sn) ha un basso punto di fusione e una buona fluidità. Resistente alla corrosione, viene utilizzato per cuscinetti, ingranaggi, valvole, sculture e parti marine.
Colore : oro/marrone.
Tipi : Bronzo allo stagno, bronzo all'alluminio, bronzo al berillio, bronzo al silicio, bronzo al manganese.
Finitura superficiale : Sabbiatura, lucidatura, zigrinatura, rettifica, passivazione, rivestimento chimico a film, colorazione a impregnazione, colorazione a pennello/spray, galvanica, anodizzazione, verniciatura a polvere, spazzolatura.
Tempi di consegna : 1-5 giorni.

Acciaio
L'acciaio (ferro con carbonio 0,1-1,7% e leghe) offre forza, tenacità, resistenza all'usura e alla corrosione. Viene utilizzato per bulloni, alberi, ingranaggi, utensili, valvole e parti di turbine.
Colore : Argento .
Tipi : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finitura superficiale :Sabbiatura, finitura a specchio, rivestimento PVD, finitura spazzolata, rivestimento a spruzzo, galvanica.
Tempi di consegna : 1-5 giorni

Magnesio
Il magnesio è ultraleggero, con una bassa forza di taglio e una buona lavorabilità. L'elevata resistenza al peso e lo smorzamento superano l'alluminio, ideale per il settore aerospaziale, automobilistico ed elettronico.
Colore : Argento.
Tipi : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Finitura superficiale : Rivestimento a conversione chimica, anodizzazione, nichelatura, elettroplaccatura, rivestimento composito, verniciatura a spruzzo, verniciatura a polvere, rivestimento elettroforetico.
Tempi di consegna : 1-5 giorni.
Materiale plastico :

PC
Termoplastica ad alte prestazioni con caratteristiche di tenacità e rigidità, ideale per la lavorazione CNC. Leggero, resistente allo scorrimento e isolante. Riciclabile; utilizzato per alloggiamenti e supporti elettronici.
Colore : bianco o nero.
Tipi : PC generale lavorabile/ritardante di fiamma/rinforzato/misto.
Finitura superficiale : Lucidatura, tempra, spruzzatura, incisione laser, galvanica, stampa a caldo.
Tempi di consegna : 1-5 giorni.

POM
Alta resistenza, basso attrito e dimensioni stabili. Facile da lavorare, può sostituire il metallo nelle parti soggette a usura, come ingranaggi e cuscinetti. Utilizzato nel settore automobilistico, nei macchinari e negli strumenti medici.
Colore : bianco, nero, blu, giallo, ecc.
Tipi : POM-H, POM-C.
Finitura superficiale : Lucidatura, sabbiatura, lucidatura chimica, lucidatura laser, anodizzazione/verniciatura.
Tempi di consegna : 1-5 giorni.
PA
Il PA (Nylon) offre una resistenza di 62-85 MPa, basso attrito e resistenza al calore. Ideale per ingranaggi e cuscinetti nei componenti di automobili, elettronica e macchinari industriali.
Colore : Colorato.
Tipi : PA6, PA66, PA6T, PA9T.
Finitura superficiale :Macinazione meccanica, mordenzatura acido/alcalino, tecnologia di idrolisi, rivestimento.
Tempi di consegna : 1-5 giorni.

SETTIMANA
La SBIRCIATA è un tecnopolimero ad alta resistenza, alta temperatura e basso attrito, con un'eccellente resistenza chimica, utilizzato nel settore aerospaziale, nei dispositivi medici e nelle parti di precisione.
Colore : Beige, nero.
Tipi : CF-PEEK, GF-PEEK, PEEK con cariche di nerofumo/ceramica/PTFE/grafite.
Finitura superficiale :Sabbiatura, lucidatura, rivestimento di metalli, rivestimento di polimeri.
Tempi di consegna : 1-5 giorni.
Capacità di rettifica interna
| Articolo | Specifiche |
|---|---|
| Rotondità | ≤0,001 mm (grado di precisione), ≤0,005 mm (grado di precisione medio) |
| Cilindricità | ≤0,002mm/m (grado di precisione) |
| Ruvidità della superficie | Ra 0,025μm (rettifica a specchio) ~ Ra 3,2μm (rettifica grossolana) |
| Diametro massimo di lavorazione | ≤500 mm (esterno) / ≤300 mm (interno) |
| Lunghezza massima di lavorazione | ≤2000mm |
| Diametro minimo di lavorazione | ≥0,5 mm (esterno) / ≥2 mm (interno) |
| Ciclo medio di consegna | 5-7 giorni per le parti di precisione, 3-5 giorni per le parti normali |
| Indice di capacità di processo | CPK≥1,33 (dimensioni chiave) |
Guida alla rettifica interna
Raccomandazioni per la selezione delle mole
| MATERIALE DEL PEZZO | ABRASIVO CONSIGLIATO | CARATTERISTICHE |
|---|---|---|
| Acciaio al carbonio, acciaio legato | Corindone bianco | Elevata durezza, bassa generazione di calore, adatta per la rettifica di precisione |
| Acciaio inossidabile/lega di titanio | Nitruro di boro cubico | Buona stabilità termica, resistenza all'usura 100 volte superiore a quella del corindone. |
| Lega di alluminio/ottone | Carburo di silicio verde | Elevata nitidezza, evita l'intasamento dei trucioli |
| Ceramica/vetro | Diamante | Abrasivo superduro, adatto a materiali duri e fragili |
Smerigliatura grossolana (Ra 1,6-3,2μm): Grana 24#-60#, mola morbida (G-J)
Rettifica di precisione (Ra 0,4-0,8μm): Grana 80#-120#, mola di grado medio (K-M)
Rettifica di superprecisione (Ra≤0,2μm): Grana 150#-240#, mola dura (N-P)
Parametri di lavorazione per i più comuni materiali del pezzo
Parametri di lavorazione appropriati sono essenziali per ottenere una qualità stabile, una precisione dimensionale e una finitura superficiale uniforme. I seguenti parametri si applicano a entrambi rettifica esterna e rettifica interna, che copre fattori chiave come la velocità della mola, la velocità di avanzamento, la profondità di rettifica, il metodo di raffreddamento e la rugosità superficiale.
Le tabelle seguenti forniscono i parametri di rettifica raccomandati per metallico e non metallico materiali del pezzo.
| MATERIALE | VELOCITÀ DELLA MOLA (M/S) | VELOCITÀ DI AVANZAMENTO (MM/MIN) | PROFONDITÀ DI MACINAZIONE (MM) | METODO DI RAFFREDDAMENTO |
|---|---|---|---|---|
| Acciaio 45# | 30 – 35 | 100 – 150 | 0.05 – 0.1 | Spruzzatura ad alta pressione di emulsioni |
| Acciaio inox 304 | 25 – 30 | 80 – 120 | 0.03 – 0.08 | Fluido di taglio a pressione estrema + raffreddamento interno |
| Lega di alluminio 7075 | 20 – 25 | 150 – 200 | 0.1 – 0.2 | Raffreddamento a spruzzo di cherosene |
| MATERIALE NON METALLICO | TIPO DI MOLA | VELOCITÀ DI AVANZAMENTO (MM/MIN) | OBIETTIVO DI RUGOSITÀ SUPERFICIALE |
|---|---|---|---|
| POM | Mola in resina a pori atmosferici | 60 – 100 | Ra 0,8μm |
| SETTIMANA | Mola in CBN | 40 – 60 | Ra 0,4μm |
| GFRP | Mola in silicone carbonizzato | 80 – 120 | Ra 1,6μm |
Vantaggi della rettifica interna
Lavorazione ad alta precisione
La rettifica interna/esterna raggiunge una precisione di ±0,001 mm e una rotondità ≤0,0005 mm, ideale per alberi aerospaziali e componenti idraulici.
Qualità di superficie superiore
La rugosità superficiale raggiunge Ra≤0,04μm, o Ra≤0,01μm per l'ultra-precisione, soddisfacendo i requisiti ottici, di stampo e di alta finitura.
Ampia compatibilità dei materiali
Supporta metalli, ceramiche, vetro, plastiche e compositi, coprendo materiali duri, fragili e morbidi per diverse applicazioni.
Alta efficienza
La rettifica CNC con utensili ad alta velocità come il CBN garantisce una lavorazione stabile, migliorando la produttività e riducendo i tempi di ciclo.
Campi di applicazione della rettifica interna
1.Aerospazio: 1.AerospazioAlberi delle turbine, pale dei motori, montanti dei carrelli di atterraggio, alberi di precisione dei sistemi di navigazione.
2.Produzione di autoveicoli Alberi a gomito, alberi a camme, ingranaggi della trasmissione, blocchi cilindri idraulici, boccole del sistema di sterzo.
3.Costruzione di stampi e matrici Anime/cavità di stampi in plastica, perni di guida degli stampi di stampaggio, fori di stampi di pressofusione.
4.Dispositivi medici:Per quanto riguarda i dispositivi mediciArticolazioni artificiali (anca/ginocchio), strumenti chirurgici (trapani, frese), fori per impianti.
FAQ sulla rettifica interna
Quali sono i fattori che influenzano la rugosità superficiale nella rettifica cilindrica interna ed esterna e come regolarli?
Diversi fattori influenzano la rugosità superficiale. La grana della mola è un fattore chiave. Una grana più fine produce generalmente una superficie più liscia, in quanto può rimuovere quantità minori di materiale per ogni passata. Tuttavia, può anche risultare in un tasso di rimozione del materiale più lento. Anche il materiale del pezzo gioca un ruolo importante. I materiali più morbidi hanno maggiori probabilità di essere sbavati e, se non gestiti correttamente, possono portare a una superficie più ruvida. Per regolare la rugosità della superficie, si può cambiare la mola con una di grana diversa. Ad esempio, se si desidera una superficie più liscia, si può passare a una mola con una grana più fine. Inoltre, può essere utile ottimizzare i parametri di rettifica, come la velocità di avanzamento e la profondità di rettifica. Una velocità di avanzamento più bassa e una profondità di rettifica minore contribuiscono solitamente a una migliore finitura superficiale.
Come scegliere la mola appropriata per la rettifica cilindrica interna ed esterna?
Quando si sceglie una mola per la rettifica cilindrica esterna, occorre considerare fattori quali il materiale del pezzo, la durezza e la finitura superficiale richiesta. Per i pezzi in materiali duri come l'acciaio temprato, una mola in nitruro di boro cubico (CBN) è spesso una buona scelta grazie alla sua elevata durezza e resistenza all'usura. Per i materiali più morbidi, può essere più adatta una mola al corindone. Per la rettifica cilindrica interna, la dimensione del foro interno è fondamentale. La mola deve essere sufficientemente piccola per entrare nel foro e avere una forza sufficiente per una rettifica efficace. Per i fori interni di piccolo diametro, è necessaria una mola sottile e di piccole dimensioni.
Quali sono i difetti superficiali più comuni che possono verificarsi durante la rettifica cilindrica interna ed esterna e come prevenirli?
I difetti superficiali più comuni includono graffi, bruciature e segni di sfregamento. I graffi possono essere causati da impurità sulla superficie della mola o da un'alimentazione non corretta. Per prevenire i graffi, è necessario ravvivare regolarmente la mola e garantire una velocità di avanzamento stabile. Le bruciature sono dovute all'eccessivo calore della rettifica; utilizzare metodi di raffreddamento efficaci come la nebulizzazione di refrigerante ad alta pressione e controllare i parametri di rettifica. I segni di vibrazione possono derivare da mole sbilanciate o da un cattivo serraggio del pezzo; bilanciare la mola e migliorare i metodi di serraggio.
Come controllare la precisione dimensionale durante la rettifica cilindrica interna ed esterna?
L'accuratezza dimensionale è controllata attraverso una misurazione precisa con strumenti come i micrometri. Ottimizzare i parametri di rettifica (velocità della mola, velocità di avanzamento, profondità di rettifica) in base ai requisiti del materiale e della precisione. Per un'elevata precisione, utilizzare profondità di rettifica minori e velocità di avanzamento più basse. Garantire la stabilità della macchina attraverso una regolare manutenzione e calibrazione per ridurre le vibrazioni.
Quali sono i vantaggi dell'utilizzo della tecnologia CNC nella rettifica cilindrica interna ed esterna?
La tecnologia CNC consente di ottenere risultati di alta precisione e costanti grazie al controllo accurato del movimento della mola e del pezzo. Migliora l'efficienza della produzione attraverso operazioni automatizzate e processi di rettifica continui. Le macchine CNC memorizzano programmi multipli, consentendo di passare facilmente da un tipo di pezzo all'altro e da un requisito all'altro di rettifica, garantendo flessibilità in ambienti produttivi diversi.
