









各種青銅の物理的性質
ブロンズ 青銅は、多様な材料特性を持つ合金を作るために、成分比を調整することができます。以下は、一般的な青銅合金の名称と性能パラメーターの一覧です。
| 素材 | グレード(標準) | 引張強さ (MPa) | 疲労強度 (MPa) | 硬度 | 密度 (g/cm³) | 備考 |
|---|---|---|---|---|---|---|
| 錫ブロンズ | CuSn10 (EN CC480K / GB相当) | ≈ 320 | ≈ 110 | ≈ 100 HB | ≈ 8.8 | 錫青銅鋳造 |
| 錫青銅(リン青銅) | CuSn6 (ASTM B103 / UNS C51900) | 500-765 | ≈ 165-255 | 174-210 HB | ≈ 8.84 | 鍛造、気性に依存 |
| アルミニウム・ブロンズ | CuAl10Fe3 (EN CW307G / GB相当) | 610-760 | ≈ 200-250 | 160-230 HB | 7.5-7.8 | 鋳造/鍛造に依存 |
| ニッケル・アルミニウム・ブロンズ | CuAl11Ni6Fe5 (ASTM B150 / UNS C63000) | ≈ 760 | ≈ 255 | ≈ 94 HRB | ≈ 7.58 | 高強度アルミニウム青銅 |
| ベアリング・ブロンズ | CuPb15Sn8 (ISO 4382 / UNS C93800に類似) | 170-220 | ≈ 69 | 60-65 HB | ≈ 9.25 | ハイリード・ベアリング・ブロンズ |
| 鉛入り錫ブロンズ(ガンメタル) | CuSn5Zn5Pb5 (EN CC491K) | 200-270 | ≈ 65-90 | 60-70 HB | 8.8-8.9 | 鋳造ガンメタル |
| 鉛入り錫青銅(SAE 660) | CuSn10Pb5 (ASTM B505 / UNS C93200) | ≥ 241 | ≈ 110 | ≈ 65 HB | 8.8-8.9 | 標準ベアリング・ブロンズ |

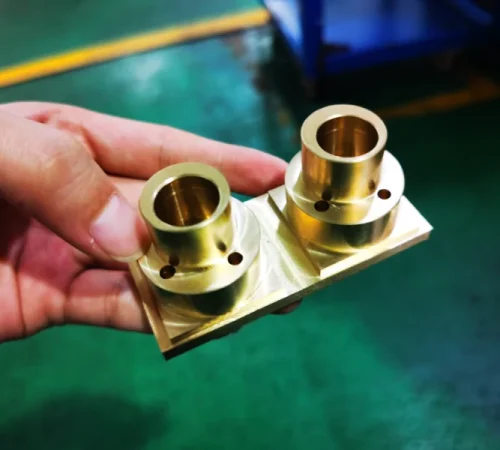




青銅部品の表面仕上げ
ブロンズは耐食性に優れていますが、ウェルドではサンドブラスト、研磨、塗装、電気メッキ、化学コーティングにより耐久性と外観を向上させています。
| プロセス | 説明 |
|---|---|
| 機械加工 | CNCフライス加工、旋盤加工、研削加工、その他の機械加工工程の後でも、元の表面状態が維持されます。 |
| 研磨 | 表面を平滑かつ光沢のある状態に研磨し、傷をなくし、反射率を高めます。Raは0.025~0.1μm。 |
| サンドブラスト | 高速研磨ジェット(石英砂など)を使用して、均一な粗い/マットなテクスチャーを形成し、酸化物を除去したり、コーティングの接着性を向上させる。 |
| タンブリング | ドラム内の研磨材で部品を回転させ、バリ取り、エッジ丸め、表面仕上げを行います。 |
| 電解研磨 | 電気分解により微小突起を除去し、明るく滑らかな表面を実現。耐食性を高め、ステンレス鋼の精密部品に使用。 |
| アロジン | 青銅用の化成皮膜で、酸化皮膜を形成して耐食性を高め、塗料の付着を助ける。 |
| 熱処理 | 加熱/冷却によって材料の構造を変化させ、硬度/強度を向上させる(例:焼き入れ)。 |
| ブラック・オキシダイズ | 防錆、装飾、まぶしさ低減のために青銅ワークピースに黒色酸化皮膜を形成する。 |
| 無電解ニッケル | 化学反応により均一なニッケル層を形成(電気を使用しない)。 |
| クロムめっき | クロムを電解析出させたもので、装飾クロム(光沢クロム)や硬質クロム(耐摩耗クロム)があり、自動車部品や衛生陶器などに使用される。 |
| パウダーコーティング | ドライパウダーを静電気で塗布し、高温で硬化させることで、強靭で色とりどりのコーティングを実現。 |
| ブラッシュ仕上げ | 表面を一方向にこすり、連続した細い線を作る。装飾的で耐摩耗性があり、ブロンズ製器具に使用される。 |







ブロンズ材の長所と短所
長所
1. 良好な加工性:青銅は比較的柔らかく、切削抵抗が小さい。工具の摩耗が少なく、複雑な形状の部品に適している。
2. 優れた耐摩耗性:錫を含む青銅は適度な表面硬度を持ち、機械加工部品はベアリングやギアなどの摩擦部品に最適です。
3. 強い耐食性:空気中や海水などでは通常のスチールより優れており、屋外や湿度の高い環境に適している。
4. 優れた熱伝導性と電気伝導性:青銅本来の性質を保ち、放熱部品や導電部品に適している。
5. 高い寸法安定性:加工後の変形を最小限に抑え、精密部品の高精度を確保。
短所
1. 高い材料費:青銅は鉄やアルミなどに比べて高価で、大量生産におけるコスト圧力につながる。
2. 高密度:機械加工部品は重いため、装置全体の重量が増加する可能性があり、軽量化のニーズには適さない。
3. 限られた加工効率:切削は容易だが、高硬度の青銅合金(アルミニウム青銅など)は、高速加工時に工具の固着を起こすことがある。
4. 表面処理の制限:ブロンズ合金の中には、加工後の光沢が平均的なものもある。
青銅部品の応用分野
産業機械・トランスミッション部門:青銅は、ベアリングやギアなどの耐摩耗部品に使用され、機械の性能を向上させる。
海洋工学・造船セクター:青銅の耐食性は、推進システムや計器付属品のような海洋部品に理想的です。
航空宇宙部門:青銅の高温耐性と導電性は、バルブボディや精密ブッシングのような航空宇宙部品にとって極めて重要である。
3Cエレクトロニクス部門:青銅の熱伝導性と電気伝導性は、電子機器のコネクター、端子、ヒートシンクなどの部品をサポートします。

ブロンズ素材に関するFAQ
ブロンズとはどのような素材ですか?
青銅は銅と錫を主成分とし、他の元素を加えた合金である。高強度、優れた鋳造性、耐食性を特徴とし、機械、造船、電気工学などの分野で広く利用されている。
青銅は磁性を持つか?
青銅は磁性を持たない。青銅は銅と錫の合金で、銅も錫も非磁性体であるため、青銅全体としては磁性を持ちません。この特性は、電子産業や精密機器の製造など、磁気に対する耐性が要求される用途で青銅に大きな利点を与え、防磁部品やバネ接点などの部品を製造するのに理想的です。
ブロンズは傷がつきやすいですか?
青銅は比較的硬度が低く、表面も柔らかいため傷がつきやすい。特に錫の含有量が多い青銅合金は柔らかく、さらに傷がつきやすい傾向がある。アルミニウムや亜鉛のような他の元素を加えることで、青銅の硬度を上げることができ、それによって傷に対する抵抗力が高まります。さらに、コーティングやメッキ処理を施すことで、青銅の表面に保護膜を作り、傷や摩耗から守ることができます。
