

Wenn ein Bauteil eine Innenverzahnung, eine Keilnut, ein Innenzahnrad, eine Vierkantbohrung oder ein anderes geformtes Profil aufweist, fräsen, Schlitzbohren, Drahterodieren, und das Räumen scheinen allesamt mögliche Optionen zu sein. Wenn das Projekt jedoch einheitliche Abmessungen, kurze Zykluszeiten und Serienfertigung erfordert, ist das Räumen oft die praktischere Wahl.
Das Räumen eignet sich besonders gut für die Mittel- und Großserienfertigung, ist jedoch nicht auf die Massenproduktion beschränkt. Bei einem schwierigen Profil, einem Innenmerkmal mit engen Toleranzen oder einem Bauteil, dessen Bearbeitung mit anderen Verfahren kostspielig ist, kann das Räumen auch bei geringeren Stückzahlen sinnvoll sein. Entscheidend ist, die Bauteilgeometrie, das Material, den Wärmebehandlungszustand, die Toleranz und das erwartete Produktionsvolumen gemeinsam zu bewerten.

Was versteht man unter „Räumen“ in der Metallbearbeitung?
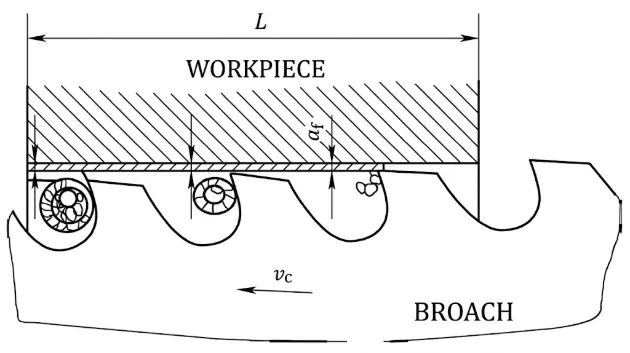
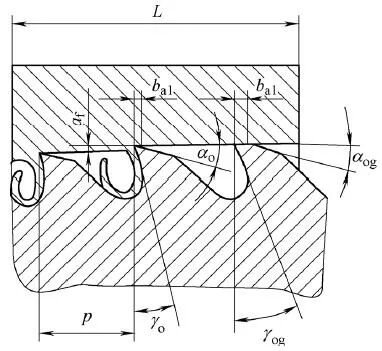
Das Räumen ist ein Bearbeitungsverfahren, bei dem ein mehrzahniges Schneidwerkzeug, das sogenannte Räumwerkzeug, durch oder über ein Werkstück geschoben oder gezogen wird. Jeder nachfolgende Zahn ist etwas größer als der vorherige, sodass die Zerspanungszugabe Schicht für Schicht abgetragen wird, während sich das Werkzeug in einer geraden Linie bewegt.
Der Höhen- oder Breitenunterschied zwischen aufeinanderfolgenden Zähnen wird als „Zahnhub“ bezeichnet. Da der Vorschub in das Werkzeug selbst integriert ist, benötigt eine Räummaschine in der Regel nur eine Hauptbewegung. Schruppen, Vorschlichten, Schlichten und Kalibrieren können alle in einem einzigen Arbeitshub durchgeführt werden.
Deshalb kann das Räumen sowohl schnell als auch präzise erfolgen. Sobald die Räumwerkzeuge, die Werkstückspannung und die Prozessparameter festgelegt sind, lässt sich dasselbe Profil von Werkstück zu Werkstück mit nur geringem Einfluss des Bedieners wiederholen.
Welche Themen können angesprochen werden?
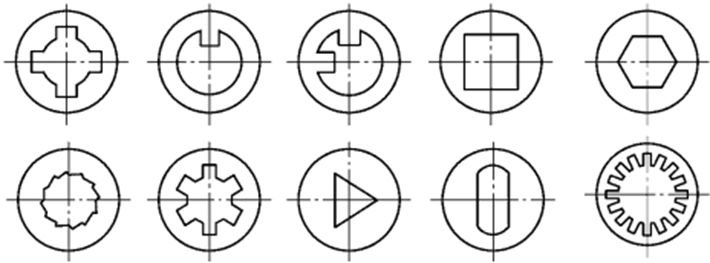
Runde, quadratische, rechteckige, sechseckige, polygonale und speziell geformte Durchgangsbohrungen
Geradflankige, evolventenförmige, gezahnte und spezielle Innenverzahnungen
Innere und äußere Keilnuten
Innenverzahnungen, Außenverzahnungen, Zahnstangen und Teilverzahnungen
Ebene Flächen, Schlitze, Nuten, Schwalbenschwanzverbindungen und geformte Außenflächen
Tannenbaum- und Schwalbenschwanz-Wurzelformen für Turbinen- und Verdichterkomponenten
Kombinierte Profile, die eine Bohrung, eine Keilverzahnung, eine Passfedernut, eine Fase oder ein Kalibrierungsmerkmal in einem Werkzeug vereinen
Beim herkömmlichen linearen Räumen müssen die zu bearbeitenden Oberflächen in der Regel parallel zur Werkzeuglaufrichtung verlaufen. Auch beim Innenräumen ist eine Vorbohrung erforderlich, die groß genug ist, damit die Räumspitze einführen kann und die Späne durch den Schnitt abtransportiert werden können.
Eignet sich Ihr Werkstück für das Räumverfahren?
Ein gestanztes Teil muss nicht unbedingt einfach gestaltet sein, doch seine Geometrie muss es dem Werkzeug ermöglichen, ohne Behinderung einzudringen, zu schneiden, Späne abzutransportieren und wieder auszutreten. Die folgenden Punkte bieten eine praktische erste Überprüfung.
| Designobjekt | Was ist zu überprüfen? |
| Zugriff auf Funktionen | Bei einem herkömmlichen Innenräumwerkzeug ist eine Durchgangsbohrung oder ein anderer freier Durchgang erforderlich, damit das Werkzeug ein- und ausfahren kann. |
| Profilrichtung | Die zu erzeugenden Flächen sollten in der Regel parallel zur Richtung der Räumbewegung verlaufen. |
| Startloch | Der Pilot muss frei einführen können, und die Bohrung sollte hinsichtlich Größe, Rundheit, Geradheit und Lage den Anforderungen entsprechen. |
| Teillänge | Die Räuscherlänge muss innerhalb der durch den Räscher vorgegebenen Spanraum- und Festigkeitsgrenzen liegen. |
| Wandstärke | Dünne oder ungleichmäßige Wände können sich beim Schneiden ausdehnen und nach dem Durchlauf des Räumers zurückspringen. |
| Datum-Fläche | Die Auflagefläche sollte eben sein und im rechten Winkel zum Startloch stehen, es sei denn, es wird eine selbstausrichtende Auflage verwendet. |
| Material und Härte | Die Zerspanbarkeit, der Wärmebehandlungszustand, lokale Verhärtungen und Härteunterschiede beeinflussen die Standzeit des Werkzeugs und die Oberflächengüte. |
| Toleranz | Anforderungen hinsichtlich Größe, Profil, Steigung, Rundlauf und Oberflächengüte sollten separat festgelegt werden, anstatt sich auf eine allgemeine Toleranz zu stützen. |
| Produktionsvolumen | Eine speziell angefertigte Räumwerkzeug wird umso wirtschaftlicher, je höher die Wiederholungsmenge und der Jahresbedarf sind. |
Sacklöcher, abgestufte Bohrungen, tiefliegende, unzugängliche Stellen und Profile, die sich entlang der Schnittrichtung ändern, eignen sich im Allgemeinen nur schlecht für das herkömmliche Räumen. Je nach Tiefe und Geometrie ist jedoch möglicherweise das Rotationsräumen oder ein anderes Bearbeitungsverfahren möglich.
Im Zweifelsfall sollte ein Lieferant die 2D-Zeichnung und das 3D-Modell prüfen, bevor der Fertigungsprozess festgelegt wird. Geringfügige Änderungen an der Einlauffasung, der Bohrung am Boden, der Wandstärke, dem Bezugssystem oder der Toleranz können das Werkzeugrisiko und die Kosten erheblich reduzieren.
Wie wird das Räumverfahren durchgeführt?
Eine Räumspitze besteht nicht einfach nur aus einer Reihe identischer Schneidzähne. Ihre einzelnen Abschnitte führen das Werkzeug, tragen das Aufmaß schrittweise ab, legen die Endabmessung fest und stützen das Werkzeug beim Austritt aus dem Werkstück.
Schaft und Hals: Sie dienen zur Befestigung der Räumstange an der Maschine und zur Übertragung der Zug- oder Druckkraft.
Vorpilotbohrer: wird in die vorbereitete Bohrung eingeführt und richtet die Räumstange vor Beginn des Schneidvorgangs am Werkstück aus.
Schrupp-, Vorschlicht- und Schlichtzähne: Entfernen Sie schrittweise das Bearbeitungsaufmaß und erzeugen Sie das gewünschte Profil.
Dimensionierung der Zähne und des hinteren Führungszahns: Festlegung der endgültigen Abmessungen und Oberflächenbeschaffenheit, Unterstützung des Räumers und Schutz der bearbeiteten Oberfläche beim Austritt des Werkzeugs.
Überprüfen Sie die Zeichnung, das Material, die Wärmebehandlung, die Toleranzen, die Oberflächenbeschaffenheit und die Produktionsmenge.
Bereiten Sie das Startloch, die Bezugsebene sowie die für das Räumverfahren und die Spannvorrichtung erforderlichen Ein- bzw. Auslauffasen vor.
Wählen Sie die Räumspindel aus oder fertigen Sie sie selbst an und überprüfen Sie den Maschinenhub, die Zugkraft, den Drehzahlbereich und die Werkzeugbefestigung.
Das Werkstück so ausrichten und befestigen, dass die Anbohrung in der Bewegungsrichtung des Räumers liegt.
Tragen Sie die angegebene Schneidflüssigkeit auf und führen Sie den Räumwerkzeug dann in einem kontrollierten Hub durch das Werkstück, indem Sie es entweder ziehen oder schieben.
Entfernen Sie die Späne aus den Zahnnuten, reinigen Sie das Werkstück und prüfen Sie das erste Teil, bevor die Produktion fortgesetzt wird.
Überwachen Sie während des gesamten Produktionslaufs die Werkzeuggröße, den Oberflächenzustand, die Schnittkraft und den Werkzeugverschleiß.
Die Werkstückspannung und die Schmierung sind von entscheidender Bedeutung. Die Spannvorrichtung muss die Schnittkräfte aufnehmen, ohne das Werkstück zu verformen, während die Schneidflüssigkeit die Schnittzone erreichen, die Reibung verringern und die Späne abtransportieren muss. Beim Innen- und Horizontalstoßen sind die Zuführung der Schneidflüssigkeit und der Spanabtransport in der Regel schwieriger als bei offenen Außen- oder Vertikalbearbeitungen.
Was sind die wichtigsten Arten des Räumens?
Das Räumen lässt sich nach der zu bearbeitenden Oberfläche, der Kraftrichtung, der Werkzeuganordnung und dem Zustand des Werkstücks klassifizieren. Jede Art löst ein anderes Produktionsproblem.
Innenräumen
Beim Innenräumen wird ein Merkmal im Inneren einer vorbereiteten Öffnung hergestellt. Typische Beispiele hierfür sind runde und polygonale Bohrungen, Keilnuten, Innenverzahnungen und Innenzahnräder. Es ist eine Startbohrung erforderlich, damit die vordere Führungszahn und die Schneidzähne das Werkstück durchdringen können.
Außen- und Oberflächenräumen
Beim Außenräumen wird Material von einer offenen Oberfläche abgetragen, um Abflachungen, Nuten, Rillen, geformte Flächen, Außenverzahnungen oder Schaufelwurzelprofile herzustellen. Das Werkstück und das Werkzeug müssen starr geführt werden, da der Schnitt nicht durch eine umgebende Bohrung selbstzentriert wird.
Nutenräumen
Beim Keilnut-Räumen wird ein Keilnut-Räumer mit einer Führungsbuchse oder einem Führungshorn verwendet, um eine gerade Innenkeilnut herzustellen. Wenn die gesamte Keilnut-Tiefe nicht sicher in einem Durchgang gefräst werden kann, können in aufeinanderfolgenden Durchgängen Unterlegscheiben eingesetzt werden. Dies ist eine gängige, kostengünstige Option für Standardbohrungen und Standardkeilgrößen.
Spline-Räumen
Beim Spline-Räumen werden in einem Arbeitsgang mehrere Zähne oder Nuten um eine Bohrung herum geformt. Dieses Verfahren wird für geradflankige, evolventengeformte, gezahnte und spezielle Splines in Zahnrädern, Naben, Kupplungen, Getriebeteilen und Lenkungskomponenten eingesetzt. Der Räumwerkzeug kann bei Bedarf auch den kleinen Durchmesser bearbeiten, wenn dies in der Zeichnung vorgeschrieben ist.
Zug-Räumverfahren
Beim Ziehstoßen zieht die Maschine den Stosser durch das Werkstück. Da das Werkzeug hauptsächlich auf Zug beansprucht wird, kann es länger sein und mehr Zähne aufweisen als ein vergleichbarer Druckstosser. Diese Bauweise wird häufig für Innenprofile und in der Großserienfertigung eingesetzt.
Schiebe-Räumen
Beim Druckräumen wird das Werkzeug durch das Werkstück gedrückt und ist daher einer Druckbelastung ausgesetzt. Die Räumstange muss kürzer sein und gut geführt werden, um ein Verbiegen oder Knicken zu vermeiden. Das Druckräumen wird häufig für kurze Passfedernuten, kleine Bohrungen, Reparaturarbeiten sowie für manuelle oder Kleinserienfertigung eingesetzt.
Rotationsräumverfahren
Beim Rotationsräumverfahren, auch als Wobble-Räumen bezeichnet, kommt ein leicht abgewinkeltes Werkzeug zum Einsatz, das sich relativ zum Werkstück dreht. Damit lassen sich kleine quadratische, sechseckige und andere polygonale Profile auf einer Drehmaschine, einem Bearbeitungszentrum oder einer Dreh-Stanz-Maschine herstellen. Es eignet sich für kurze Merkmale und einige Sacklöcher, ist jedoch nicht mit dem herkömmlichen linearen Räumen gleichzusetzen.
Topf-Räumen
Beim Pot-Broaching kommt eine ringförmige Werkzeugbaugruppe mit nach innen gerichteten Zähnen zum Einsatz. Das Werkstück wird durch das Werkzeug geschoben oder gezogen, um eine Außenverzahnung, ein Zahnrad oder ein ähnliches Umfangsprofil zu erzeugen. Dieses Verfahren wird in der Regel für die Serienfertigung von Wellen und anderen außenverzahnten Teilen gewählt.
Harträumen
Durch Harträumen wird eine zuvor weichgeräumte Innenverzahnung nach der Wärmebehandlung fertigbearbeitet. Ein Hartmetall-Räumer beseitigt Wärmebehandlungsverformungen an einem Werkstück mit einer Härte von etwa 45–65 HRC und verbessert so die Zahnform, die Teilungsgenauigkeit, die wirksame Zahnlückenbreite, den Rundlauf und die Oberflächengüte. Dies erfordert eine steife Maschine, eine kontrollierte Aufmaßzugabe, eine genaue Sortierung vor dem Räumen sowie Spezialwerkzeuge.
Aus welchen Materialien werden Räumer hergestellt?
Die Auswahl des Räumerwerkstoffs richtet sich nach dem Werkstückwerkstoff, der Härte, der Schnittgeschwindigkeit, der Komplexität des Profils, der erwarteten Standzeit sowie danach, ob das Werkzeug nachgeschliffen und neu beschichtet werden muss.

| Räumerwerkstoff | Typische Verwendung | Wichtigste Überlegungen |
| Herkömmlicher Schnellarbeitsstahl | Stahl im Allgemeinen, Gusseisen und Nichteisenwerkstoffe bei mäßiger Drehzahl | Gute Zähigkeit, einfach herzustellen und nachzuschleifen, sowie weit verbreitet für das konventionelle Räumen |
| Kobalt-Schnellarbeitsstahl | Legierter Stahl, Edelstahl und Werkstücke, die mehr Wärme erzeugen | Höhere Warmhärte und Verschleißfestigkeit als herkömmlicher HSS |
| Pulvermetallurgischer Schnellarbeitsstahl | Anspruchsvolle Profile und größere Produktionsmengen | Feine, gleichmäßige Struktur mit einem ausgewogenen Verhältnis von Zähigkeit, Kantenfestigkeit und Verschleißfestigkeit |
| Hartmetall | Hartes Räumen, abrasive Werkstoffe und Hochgeschwindigkeitsfertigung | Hohe Verschleißfestigkeit, jedoch geringere Schlagzähigkeit; erfordert eine starre Maschine und einen stabilen Prozess |
| Monolithische oder modulare Bauweise | Große, teure oder austauschbare Schneidabschnitte | Ermöglicht die Aufnahme von HSS- oder Hartmetall-Schneidelementen in einem Stahlkörper und kann Reparaturen oder den Austausch vereinfachen |
M2 wird üblicherweise für Allzweck-Räumwerkzeuge verwendet, während M35 oder M42 gewählt werden können, wenn eine höhere Warmhärte oder Verschleißfestigkeit erforderlich ist. Die Wahl der genauen Sorte sollte sich eher nach Schneidversuchen und den Werkstückbedingungen richten als allein nach der Materialbezeichnung.
Beschichtungen wie TiN, TiCN, AlCrN, oder anwendungsspezifische Beschichtungen können Reibung und Verschleiß verringern. Eine Beschichtung kann jedoch keine fehlerhafte Zahngeometrie, einen unzureichenden Spanraum, einen zu großen Anstieg pro Zahn, eine Fehlausrichtung oder eine unzureichende Schmierung ausgleichen. Das Nachschleifen und die Neubeschichtung müssen daher als ein einziger, kontrollierter Werkzeugbearbeitungsprozess gesteuert werden.
Welche Ausrüstung wird für das Räumen benötigt?
Ein Räumsystem umfasst in der Regel die Maschine, den Räumwerkzeug, die Werkstückspannung, die Werkzeugbefestigung und -führung, das Kühlschmiersystem, die Späneabfuhr, die Schutzvorrichtungen sowie die Prüfeinrichtungen. Die Wahl der geeigneten Maschine hängt von der Schnittrichtung, dem Hub, der Kraft, der Werkstückgröße und dem angestrebten Automatisierungsgrad ab.
| Gerätetyp | Typische Anwendung | Wesentliche Merkmale |
| Horizontale Räummaschine | Lange Innenräumwerkzeuge und allgemeines Zugräumen | Einfacher Werkzeugzugang und einfache Montage, erfordert jedoch mehr Stellfläche und eine sorgfältige Spanentfernung |
| Vertikale Räummaschine | Interne, Oberflächen- und automatisierte Fertigung | Kompakte Bauweise; der Arbeitstisch kann entlang der Räumachse nach unten, nach oben oder angehoben werden |
| Hydraulische Räummaschine | Allzweck- und Hochkraft-Fertigung | Gleichmäßige, kontrollierbare Bewegung und hohe Zugkraft; erfordert die Wartung der Hydraulikflüssigkeit und des Systems |
| Servogesteuerte Räummaschine | Präzisionsfertigung und Prozessüberwachung | Programmierbare Drehzahl und Position, stabile Kraftregelung, geringerer Energieverbrauch und einfachere Datenerfassung |
| Flachräummaschine | Flachflächen, Nuten, Gussoberflächen und geformte Außenprofile | Ein starrer Werkzeugschlitten und spezielle Halterungen ermöglichen vielfältige Außenschneidvorgänge |
| Kontinuierliche Räummaschine | Oberflächenfertigung in sehr großem Stückzahlvolumen | Die Werkstücke werden kontinuierlich an stationären oder umlaufenden Werkzeugen vorbeigeführt |
| Harträummaschine | Wärmebehandelte Innenverzahnungen und andere gehärtete Profile | Hohe Steifigkeit, präzise Ausrichtung, Kraftüberwachung und Eignung für Hartmetallwerkzeuge |
| CNC-Drehstichvorrichtung | Kurze polygonale Bohrungen auf CNC-Drehmaschinen oder Bearbeitungszentren | Kompakte Lösung für das Rotationsräumfräsen ohne spezielle Linear-Räumfräsmaschine |
Die Begriffe „horizontal“ und „vertikal“ beschreiben die Bauweise der Maschine, während „hydraulisch“ und „Servo“ das Antriebssystem bezeichnen. Es handelt sich dabei nicht um konkurrierende Kategorien: Eine vertikale Maschine kann beispielsweise entweder mit einem hydraulischen oder einem Servoantrieb ausgestattet sein. Die Wahl sollte sich nach den Anforderungen hinsichtlich Kraft, Hub, Präzision, Zykluszeit, Wartung, Platzbedarf und Automatisierung richten.
Welche Teile eignen sich für das manuelle Räumen?
Das manuelle Räumen wird hauptsächlich für kurze Keilnuten, kleine quadratische oder polygonale Bohrungen, Reparaturarbeiten, Prototypen und Kleinserien eingesetzt. Mit einem Standard-Schubräumwerkzeug, einer Führungsbuchse, einem Unterlegscheibensatz und einer Aufspannpresse lassen sich diese Merkmale oft auch ohne eine spezielle Serienräummaschine realisieren.
Die Aufspannung muss rechtwinklig und stabil bleiben. Da eine Druckräumstange unter Druck arbeitet, können ungleichmäßige Kräfte, eine zu große Werkzeuglänge, eine schlechte Ausrichtung oder eine Durchbiegung der Presse dazu führen, dass sich das Werkzeug verbiegt oder bricht. Das Ziehen einer entsprechend konstruierten Räumstange kann das Risiko eines Knickens verringern, allerdings müssen die Räumstange und die Verbindung für Zugbelastung ausgelegt sein.
Das manuelle Räumen sollte nicht als unkontrollierte Abkürzung in der Fertigung betrachtet werden. Die Presskapazität, die Werkzeugführung, die Schutzvorrichtungen, die Schneidflüssigkeit, die Spanabfuhr und die Sicherheit des Bedieners müssen überprüft werden, insbesondere wenn eine hohe Kraft erforderlich ist oder es sich um ein Sonderwerkzeug handelt.
In welchen Bereichen und Branchen wird das Räumen eingesetzt?
Das Räumen kommt überall dort zum Einsatz, wo ein bestimmtes Formmerkmal präzise und schnell wiederholt werden muss. Es ist besonders dann von großem Nutzen, wenn die Herstellung dieses Merkmals andernfalls mehrere Bearbeitungsschritte oder wiederholtes Indexieren erfordern würde.
Antriebsstrangkomponenten für Kraftfahrzeuge
Zu den typischen Anwendungsbereichen zählen Getriebezahnräder, Differentialkegelräder, Naben, Synchronisierhülsen, Feststellgetriebe, Abtriebskomponenten, Zahnstangen, Kupplungen und Antriebswellen. Innenzahnungen und Keilnuten werden häufig vor der Wärmebehandlung weichgeräußert, während Bauteile mit strengeren Anforderungen nach der Wärmebehandlung hartgeräußert werden können.
Komponenten für die Luft- und Raumfahrt sowie die Energiewirtschaft
Das Räumen wird für Schlitze an der Schaufelfußseite von Turbinen- und Verdichterschaufeln, Tannenbaumprofile, Schwalbenschwanzverbindungen, Scheibenschlitze und andere hochpräzise geformte Oberflächen eingesetzt. Diese Bauteile erfordern starre Anlagen, eine sorgfältig kontrollierte Werkzeuggeometrie, einen stabilen Materialzustand sowie eine lückenlose Prüfung und Rückverfolgbarkeit.
Teile für Industriemaschinen
Zahnräder, Riemenscheiben, Kettenräder, Kupplungen, Buchsen, Ventilteile, Pumpenkomponenten, Werkzeugmaschinenteile, Verbindungsglieder und Hydraulikkomponenten können alle geräumte Bohrungen, Keilnuten, Keilverzahnungen, Zähne, Abflachungen oder spezielle Profile aufweisen. Beim Räumen lassen sich mehrere Merkmale in einem Arbeitsgang kombinieren, wenn die Anforderungen an eine wiederholbare Fertigung den Einsatz der Werkzeuge rechtfertigen.
Ersatzteile für Landmaschinen
Landwirtschaftliche Maschinen belasten Wellen, Naben, Zahnräder und Kupplungen stark, weshalb eine zuverlässige Drehmomentübertragung und die Austauschbarkeit der Teile von großer Bedeutung sind. Das Räumen wird für Keilnuten, Passfedernuten, Vierkantbohrungen, Verzahnungen und geformte Antriebselemente in Traktoren, Bodenfräsen, Kultivatoren, Pflügen, Eggen, Sämaschinen, Pflanzmaschinen, Sprühgeräten, Streuern, Ballenpressen, Mähwerken, Feldhäckslern, Mähdreschern, Getreideförderern, Förderschnecken, Ladern, Gülleverteiler, Futtermischer und verwandte Anbaugeräte. Das gleiche Verfahren wird auch für kleinere Ersatz- und Verschleißteile verwendet, wenn eine standardisierte, wiederholbare Passung erforderlich ist.
Welche Werkstückwerkstoffe eignen sich für das Räumen?
Viele Eisen- und Nichteisenwerkstoffe lassen sich durchstoßen, doch für jeden Werkstoff sind eine geeignete Zahngeometrie, ein geeigneter Steigungswinkel pro Zahn, eine geeignete Schnittgeschwindigkeit, ein geeignetes Schneidmittel und ein geeignetes Werkzeugmaterial erforderlich.
| Werkstückmaterial | Räumverhalten | Prozessorientierung |
| Kohlenstoffstahl und legierter Stahl | Weit gefalzt im normalisierten, geglühten oder vergüteten Zustand | Einstellung von Härte, Mikrostruktur, Aufbaukante und Wärmebehandlungsablauf |
| Rostfreier Stahl | Zäh, neigt zur Kaltverfestigung und stellt hohe Anforderungen an die Schneidkante | Verwenden Sie eine präzise Geometrie, eine angemessene Steigung pro Zahn, eine ausreichende Schmierung und verschleißfestes Werkzeugmaterial |
| Gusseisen | Im Allgemeinen gut bearbeitbar, kann jedoch abrasive Einschlüsse oder harte Stellen enthalten | Wählen Sie ein geeignetes Werkzeugmaterial aus und verhindern Sie, dass lokale Defekte zu Ausbrüchen an den Zähnen führen. |
| Aluminium-Legierungen | Geringe Schnittkraft, bei einigen Sorten können jedoch lange Späne entstehen oder sich eine Aufbaukante bilden | Scharfe Zähne, glatte Spannflächen, ausreichende Schmierung und effektiver Spanabtransport |
| Messing und Bronze | Liefern oft gute Abmessungen und Oberflächenqualität, wenn die Geometrie auf die Legierung abgestimmt ist | Vermeiden Sie das Festhalten, Reiben und die Verwendung ungeeigneter Schneidflüssigkeiten |
| Wärmebehandelter Stahl | Mit steigender Härte wird das herkömmliche HSS-Räumen schwieriger | Verwenden Sie ein kontrolliertes Vorräumzugabe und, falls erforderlich, ein Harträumverfahren mit Hartmetallwerkzeugen |
Beim herkömmlichen Weichräumen ist eine gleichmäßige Härte oft wichtiger als ein einzelner Nennhärtewert. Sehr weiches, zähes Material kann reißen oder eine Aufbaukante bilden, während übermäßige Härte oder vereinzelte harte Stellen die Standzeit des Werkzeugs verkürzen oder zu Zahnausbrüchen führen können. Materialzertifikate und Wärmebehandlungsnachweise sind daher von Bedeutung.
Welche Genauigkeit und Oberflächenqualität lassen sich beim Räumen erzielen?
Das Räumen wird sowohl wegen seiner Wiederholgenauigkeit als auch wegen seiner Geschwindigkeit gewählt. Unter stabilen Bedingungen lässt sich beim herkömmlichen Innenräumen in der Regel eine Maßgenauigkeit von etwa IT7–IT8 einhalten, während ein optimiertes Präzisionsverfahren noch engere Toleranzen erzielen kann. Die tatsächliche Toleranz hängt von der Profilgröße, der Raumlänge, der Wandstärke, dem Werkstückmaterial, dem Werkzeugzustand, der Aufspannung und der Prüfmethode ab.
Bei vielen gut kontrollierten Anwendungen lassen sich Oberflächenrauheitswerte von etwa Ra 0,4–1,6 µm erzielen, wobei der festgelegte Wert der Funktion des Bauteils entsprechen sollte. Ein größerer Wert kann bei grobem Außenräumen, schwierigen Werkstoffen oder Profilen angebracht sein, bei denen die Seitenkanten eher reiben als frei schneiden.
Bei Keilrillen und Zahnrädern reicht eine einzige Bohrungsgröße nicht aus, um die Qualität zu definieren. Teilungsfehler, kumulierte Teilungsabweichung, Profilabweichung, Steigungsabweichung, effektive Zahnlückenbreite, tatsächliche Zahnlückenbreite, Haupt- und Nebendurchmesser, Messung über Stifte sowie Rundlaufabweichung müssen unter Umständen jeweils separat kontrolliert werden.
Durch das Räumen lässt sich die Position der Vorbohrung nicht korrigieren
Ähnlich wie beim Aufreiben folgt das Innenräumen in der Regel der vorbereiteten Bohrung. Es kann die Abmessungen, die Form und die Oberflächengüte verbessern, ist jedoch nicht in der Lage, eine Bohrung zuverlässig an eine neue theoretische Position zu versetzen. Ist die Ausgangsbohrung außermittig, schräg, gekrümmt oder nicht rechtwinklig zur Auflagefläche, kann das geräumte Merkmal diesen Positionsfehler beibehalten oder sogar verstärken.
Die Startbohrung, die Bezugsebene und die Spannvorrichtung müssen daher im Rahmen des Räumvorgangs hergestellt und geprüft werden. Eine kugelförmige Auflage kann gegebenenfalls eine begrenzte Selbstausrichtung ermöglichen, ersetzt jedoch nicht eine solide Auslegung der Bezugsebene und die ordnungsgemäße Vorbereitung der Bohrung.
Wie sollte ein Teil mit Bohrungen im Hinblick auf die Fertigungsfähigkeit konstruiert werden?
Die meisten Probleme beim Räumvorgang lassen sich leichter bereits in der Zeichnung vermeiden als an der Maschine zu beheben. Die folgenden fünf Konstruktionsaspekte haben den größten Einfluss auf die Machbarkeit, das Werkzeugrisiko und die Stückkosten.
1. Bevorzugen Sie eine Durchgangsfunktion
Ein freier Ein- und Austrittsweg ermöglicht es dem Räumwerkzeug, das Werkstück zu durchlaufen und die Späne aus dem Schnittbereich abzutransportieren. Ist eine Sackbohrung unvermeidbar, sollte vor der Freigabe der Geometrie geprüft werden, ob Rotationsräumen, Schlitzen, Elektroerosion oder ein anderes Verfahren besser geeignet ist.
2. Sorgen Sie für ein geeignetes Startloch und geeignete Randbedingungen
Das Vorbohrloch muss die vordere Führungsspitze ohne Kraftaufwand aufnehmen können und sollte rund um das Profil eine gleichmäßige Schnittzugabe aufweisen. Ein- und Austrittskanten sollten die erforderliche Fase oder Entlastung aufweisen, um Grate, Stoßbelastungen und eine Beeinträchtigung des Werkzeugs zu vermeiden.
3. Wandstärke und Teilesteifigkeit kontrollieren
Dünne, unterbrochene oder ungleichmäßige Wände können sich unter radialer Schnittkraft verformen und nach dem Durchlauf des Werkzeugs zurückspringen. Bringen Sie nach Möglichkeit Verstärkungen an, achten Sie auf eine gleichmäßige Wandstärke und vermeiden Sie es, Spannvorrichtungen so anzubringen, dass sie das fertige Werkstück verziehen.
4. Bezugspunkte und Toleranzen klar definieren
Legen Sie fest, welche Fläche das Bauteil beim Räumen positioniert und welche Flächen funktional mit dem geräumten Profil in Zusammenhang stehen. Geben Sie Maße, Profil, Lage, Rundlaufabweichung und Oberflächengüte nur so genau an, wie es die Baugruppe erfordert, da jede unnötige Anforderung das Risiko in Bezug auf Werkzeugaufwand, Prüfung und Ausschuss erhöhen kann.
5. Festlegung der Anforderungen an die Wärmebehandlung und die Keilverzahnung
Geben Sie an, ob das Merkmal vor oder nach der Wärmebehandlung geprüft wird, und nennen Sie die Endhärte, die wirksame Einhärtetiefe sowie etwaige zulässige Aufmaße für das Vor- oder Harträumen. Bei Keilnuten sind die geltende Norm, die Zahnanzahl, der Druckwinkel, das Modul oder die diametrale Teilung, die Klasse, der Haupt- und Nebendurchmesser, die Anforderungen an die Zahnlückenbreite sowie die Messkriterien anzugeben.
| Designobjekt | Bevorzugter Ansatz |
| Werkzeugbahn | Sorgen Sie für einen geraden, hindernisfreien Ein- und Ausstiegsweg, der auf das Profil ausgerichtet ist. |
| Anbohrloch und Kanten | Die Geometrie der Bohrung ist so zu gestalten, dass die für den Prozess erforderlichen Einlauffasen, Auslaufhinterschneidungen und Entgratungszugänge vorhanden sind. |
| Teilunterstützung | Verwenden Sie eine stabile Bezugsebene, eine ausreichende Wandstärke und eine Aufspannung, die das Werkstück nicht verformt. |
| Funktionale Anforderungen | Separate Anforderungen hinsichtlich Abmessungen, Profil, Lage, Rundlauf, Oberflächenbeschaffenheit, Wärmebehandlung und Prüfung. |
| Produktionsplanung | Geben Sie das jährliche Produktionsvolumen und die Programmlaufzeit an, damit die Werkzeugkonstruktion, die Maschine, die Automatisierung und der Ersatzwerkzeugplan gemeinsam bewertet werden können. |
Wie schneidet das Räumverfahren im Vergleich zu anderen Bearbeitungsverfahren ab?
| Prozess | Am besten geeignet für | Wichtigster Kompromiss |
| Räumen | Wiederholung von Innen- oder Außenprofilen, die eine hohe Produktionsleistung und eine gleichbleibende Geometrie erfordern | In der Regel sind spezielle Werkzeuge und ein freier Werkzeugweg erforderlich |
| Nuten oder Formen | Niedrigvolumige Keilnuten, Innenverzahnungen, Reparaturarbeiten und flexible Geometrie | Längere Zykluszeit und größere Abhängigkeit von der Maschinenkonfiguration |
| Fräsen | Offene Profile, Prototypen und Bauteile, die häufige Konstruktionsänderungen erfordern | Der Zugang zu inneren Bereichen und kleine Eckenradien können eingeschränkt sein |
| Drahterodieren | Harte Werkstoffe, scharfe Innenecken und Präzisionsprofile mit geringem Volumen | Langsames Schneiden und ein erforderlicher Durchgangsweg für den Draht |
| Sinker EDM | Blindhohlräume und komplexe innere Geometrie in leitfähigen Werkstoffen | Elektrodenkosten, längere Zykluszeit und Überlegungen zur Umgussschicht |
| Rotationsräumverfahren | Kurze polygonale Bohrungen auf Drehmaschinen oder Bearbeitungszentren | Die Grenzwerte für Tiefe, Größe, Profil und Maschinenbelastung sind restriktiver als beim linearen Räumen |
Der niedrigste Preis für die Werkzeugfertigung bedeutet nicht immer auch die niedrigsten Produktionskosten. Bei wiederkehrenden Keilnuten oder Passfedernuten erfordert das Räumen zwar möglicherweise eine höhere Anfangsinvestition, führt jedoch zu deutlich kürzeren Durchlaufzeiten und gleichmäßigeren Bauteilen. Für Prototypen oder häufige Konstruktionsänderungen kann ein flexibleres Verfahren wie das Schlitzen, Fräsen oder die Funkenerosion wirtschaftlicher sein.
Welche Faktoren beeinflussen die Kosten für das Räumverfahren?
Ein Angebot für das Räumverfahren umfasst mehr als nur die Maschinenzeit. Werkzeugkonstruktion, Fertigung, Entwicklung der Spannvorrichtung, Einrichtung, erwartete Standzeit, Nachschleifen, Prüfung und Produktionsvolumen tragen alle zu den endgültigen Stückkosten bei.
| Kostenfaktor | Warum das wichtig ist | Mögliche Möglichkeit zur Kostensenkung |
| Komplexität des Profils | Komplexe Formen erfordern einen höheren Konstruktionsaufwand, eine präzisere Herstellung der Räumwerkzeuge und spezielle Prüfverfahren. | Vereinfachen Sie nach Möglichkeit nichtfunktionale Ecken, Aussparungen oder kombinierte Elemente |
| Abmessungen und Länge des Bauteils | Lange oder große Profile erhöhen die Schnittkraft, die Werkzeuglänge, den Spanraum und die Anforderungen an die Maschine | Die Räumnungslänge und die Materialzugabe sollten nur so groß sein, wie es aus funktionalen Gründen erforderlich ist |
| Material und Härte | Zähe, abrasive, durch Kaltverformung gehärtete oder gehärtete Werkstoffe verkürzen die Standzeit der Werkzeuge | Den Zustand des Werkstoffs kontrollieren und die Wärmebehandlungsabfolge frühzeitig festlegen |
| Toleranz und Oberflächenbeschaffenheit | Strengere Anforderungen führen zu einer höheren Werkzeuggenauigkeit, einer besseren Prozesskontrolle, einer verbesserten Prüfung und einem höheren Ausschussrisiko | Verwenden Sie funktionsbezogene Toleranzen und ermitteln Sie kritische Merkmale |
| Aufbau eines Räumers | Massiv-, Segment-, zusammengesetzte, HSS-, Hartmetall- und beschichtete Werkzeuge weisen unterschiedliche Anschaffungs- und Lebenszykluskosten auf | Den Kaufpreis unter Berücksichtigung der Strategien für Nachschleifen, Neubeschichtung und Austausch bewerten |
| Produktionsmenge | Bei geringen Stückzahlen fallen pro Teil höhere Kosten für Spezialwerkzeuge und Rüstung an. | Geben Sie realistische jährliche und über die gesamte Nutzungsdauer verteilte Beträge für die Kostenamortisation an |
| Automatisierung und Prüfung | Das Beladen, das Entfernen von Spänen, die Überwachung während des Fertigungsprozesses, Messgeräte und die Rückverfolgbarkeit verursachen zwar zusätzliche Investitionskosten, senken jedoch den Arbeitsaufwand und verringern Abweichungen. | Passen Sie den Automatisierungs- und Prüfumfang an das Produktionsrisiko und das Produktionsvolumen an |
Bei einem Serienprogramm sollte die Räumstange eher als Produktionsmittel denn als Verbrauchsmaterial betrachtet werden, das lediglich zum Anschaffungspreis erworben wird. Die Standzeit pro Schleifvorgang, die Anzahl der möglichen Nachschliffe, die Beschichtungszyklen, die Reparaturmöglichkeiten, der Bestand an Ersatzwerkzeugen und die Lieferzeit wirken sich alle auf die Gesamtkosten aus.
Für ein präzises Angebot sind daher sowohl die Teiledaten als auch der Fertigungsplan erforderlich. Ein Angebot, das sich ausschließlich auf die Profilabmessungen stützt, kann erhebliche Unterschiede hinsichtlich Material, Härte, Räuscherlänge, Bezugspunktkontrolle, Maßanforderungen und erwarteter Jahresmenge verschleiern.
Häufige Fehler beim Räumen und Qualitätskontrolle
| Fehler | Häufige Ursachen | Kontrollmaßnahmen |
| Schuppenartige Risse oder raue Oberfläche | Aufgebaute Schneide, ungeeignete Drehzahl, zu großer Hub pro Zahn, stumpfe Zähne, schlechter Materialzustand oder unzureichende Schmierung | Optimieren Sie die Schnittgeschwindigkeit und den Steigungswinkel pro Zahn, halten Sie die Schneide scharf, regulieren Sie die Härte und verwenden Sie eine geeignete Schmier- und Schneidflüssigkeit |
| Unregelmäßige Kratzer | Ausbrüche oder Aufschweißkanten an den Schneidezähnen, raue Schneidnuten oder beschädigte Schneidkanten | Nach jedem Schnitt reinigen, beschädigte Stellen polieren oder nachschleifen und die Spanrillen glatt halten |
| Durchgehende Längsmarkierungen | Abgebrochene Schneidzähne oder Beschädigungen am hinteren Führungszahn | Schützen Sie die Räumnadel bei Handhabung und Lagerung; schleifen Sie beschädigte Stellen vor dem Gebrauch ab oder nachschleifen Sie sie |
| Umfangswelligkeit | Regelmäßige Schwankungen der Schnittkraft, zu wenige Zähne im Schnitt, Maschinenschwingungen oder uneinheitliche Zahngeometrie | Die Prozessstabilität erhöhen, die Zahnteilung und den Steigungsabstand pro Zahn optimieren sowie die Steifigkeit von Maschine und Werkzeug überprüfen |
| Über- oder Untermaßbohrung | Schleifgrate, Werkzeugverschleiß, elastische Rückstellung, dünne Wände, thermische Einflüsse oder falsche Abmessungen der Verzahnung | Eine nachgeschliffene Räumstange kalibrieren, die Werkzeugabmessungen überprüfen, das Werkstück abstützen und durch Testläufe die Ausgleichswerte ermitteln |
| Profil- oder Positionsfehler | Fehlausrichtung, ungünstige Geometrie der Startbohrung, verschmutzte Bezugsebenen, ungleichmäßige Materialhärte oder einseitige Flüssigkeitszufuhr | Die Anbohrstelle und den Bezugspunkt kontrollieren, die Aufspannung reinigen, das Werkzeug ausrichten und die Schneidflüssigkeit gleichmäßig verteilen |
| Zahnabriss oder Bruch der Bohrspitze | Unzureichender Spanraum, übermäßige Kraft, harte Stellen, falsche Wärmebehandlung, Verbiegen des Werkzeugs, unsachgemäße Montage oder in den Spanräumen zurückgebliebene Späne | Überprüfen Sie die Kraft und die Spanabfuhrkapazität, kontrollieren Sie den Material- und Werkzeugzustand, achten Sie auf die korrekte Ausrichtung und wenden Sie niemals Gewalt an, wenn sich die Räumstange festgefressen hat. |
Lebensdauer von Räumwerkzeugen und Nachschleifmanagement
Für jede Räuschel sollte ein Werkzeugprotokoll vorliegen, das die Teilenummer, die Werkzeugreihenfolge, das Ausstellungsdatum, die produzierte Stückzahl, die kumulierte Menge, Nachschleifvorgänge, die Beschichtungshistorie, Prüfergebnisse und außergewöhnliche Ereignisse enthält. Beim Nachschleifen sollte nur so viel Material abgetragen werden, wie zur Wiederherstellung einer scharfen Schneide erforderlich ist, wobei der vorgesehene Spanwinkel, die Steigung pro Zahn, die Zahnform und die Geometrie der Zahnlücke erhalten bleiben müssen.
Überwachung des Produktionsprozesses
Zerspanungskraft, Zykluszeit, Oberflächenbeschaffenheit, Späneform, Maßentwicklung, Zustand der Kühlschmierstoffe sowie ungewöhnliche Vibrationen oder Geräusche sollten überwacht werden. Ein plötzlicher Anstieg der Zerspanungskraft oder eine Verschlechterung der Oberflächenqualität können auf eine stumpfe Schneide, Späneverklumpungen, eine Fehlausrichtung, Materialschwankungen oder unzureichende Schmierung hinweisen, bevor es zu einem schwerwiegenden Ausfall kommt.
Prüfung und Rückverfolgbarkeit der Qualität
Die Prüfung sollte den funktionalen Anforderungen entsprechen. Je nach Bauteil kann dies Bohrungsmessungen, Koordinatenmessungen, Profilprüfungen, Messungen an Stiften, GO- und NO-GO-Lehren für Keilverzahnungen, Rundlaufprüfungen, Oberflächenrauheitsmessungen, Härteprüfungen und Aufzeichnungen zur Einhärtungstiefe umfassen. Die Ergebnisse der Erstmusterprüfung und der Prozesskontrolle sollten mit dem Räumwerkzeug, der Maschine, der Produktionscharge und der Wärmebehandlungscharge verknüpft werden.
Wie wählt man einen zuverlässigen Lieferanten für das Räumverfahren aus?
Ein kompetenter Zulieferer sollte in der Lage sein, die gesamte Fertigungskette zu bewerten und nicht nur ein Bauteil auf eine verfügbare Maschine zu legen. Die folgenden Punkte sollten vor der Freigabe der Werkzeuge überprüft werden.
Erfahrung mit dem erforderlichen Profil, Material, der Härte, der Toleranz und dem Produktionsvolumen
Geeignete horizontale, vertikale, hydraulische, servogesteuerte, Flach-, Dreh- oder Harträummaschinen
Konstruktion, Fertigung, Prüfung, Nachschleifen, Neubeschichtung und Ersatzteilversorgung für Räumwerkzeuge
Konstruktion der Spannvorrichtung und DFM-Fähigkeit hinsichtlich Startloch, Bezugspunkten, Wandstärke und Teilauflage
Ein festgelegter Prozess für die Kühlschmierstoffversorgung, die Späneabfuhr, die Werkzeugreinigung und die vorbeugende Wartung
Prüfmöglichkeiten hinsichtlich Größe, Form, Keil- oder Zahnradparametern, Rundlauf, Oberflächenbeschaffenheit, Härte und Rückverfolgbarkeit
Freigabe des Erstmusters, Kontrolle von Prozessänderungen, Lieferplanung sowie Maßnahmen bei Werkzeugschäden oder Qualitätsproblemen
Fragen Sie bei einem laufenden Programm nach, wie der Lieferant die Produktionsleistung aufrechterhalten wird, während eine Räumstange nachgeschliffen oder repariert wird. Ersatzwerkzeuge, qualifizierte Ersatzausrüstung, dokumentierte Einrichtungsdaten und eine realistische Lieferzeit für den Ersatz sind ebenso wichtig wie das Erstmuster.

Welche Informationen werden für ein Angebot zur Räumbearbeitung benötigt?
| Informationen | Anzugebende Angaben |
| Teiledateien | Eine normgerechte 2D-Zeichnung und, sofern verfügbar, ein 3D-Modell |
| Material | Werkstoffgüte, Spezifikation, Lieferzustand und etwaige Anforderungen an Zertifikate |
| Wärmebehandlung | Verfahrensablauf, Endhärte, Einhärtetiefe, Verformungsgrenzen und die Frage, ob ein Harträumen erforderlich ist |
| Ausgebohrtes Merkmal | Profilabmessungen, Zahn- oder Nutdaten, Räumlänge, Größe der Vorbohrung, Fasen und Freiflächen |
| Toleranzen | Größe, Profil, Steigung, Lage, Rundlaufabweichung, Oberflächenbeschaffenheit und festgelegte kritische Merkmale |
| Prüfung | Geltende Normen, Anforderungen an Messgeräte, Messverfahren, Berichtsformat und Häufigkeit der Stichprobenahme |
| Menge | Prototypenmenge, Bestellmenge, Jahresbedarf, Programmlaufzeit und Produktionsplan |
| Geschäftliche Anforderungen | Zieltermin, Verpackung, Rückverfolgbarkeit, Sondergenehmigungen und ob die Werkzeuge im Eigentum des Kunden stehen |
Je vollständiger diese Informationen sind, desto einfacher ist es, das richtige Verfahren zu empfehlen und einmalige Werkzeugkosten von den wiederkehrenden Teilekosten zu trennen. Außerdem wird dadurch das Risiko verringert, dass sich ein Angebot ändert, nachdem mit der Konstruktion des Räumwerkzeugs oder der Vorrichtung bereits begonnen wurde.
Schlussfolgerung
Das Räumen vereint hohe Leistung, wiederholbare Geometrie und gute Oberflächenqualität in einem einzigen kontrollierten Hub. Seine Vorteile kommen am stärksten zum Tragen, wenn das Merkmal, das Werkstückmaterial, die Werkzeuge, die Maschine, die Spannvorrichtung, die Schneidflüssigkeit, die Prüfmethode und die Produktionsmenge als ein einziger Prozess geplant werden. Es ist zwar nicht für jedes Bauteil die beste Lösung, doch bei sich wiederholenden Innenverzahnungen, Keilnuten, Innenzahnrädern, Zahnstangen und geformten Profilen kann es die Zykluszeit und die Stückkosten erheblich senken.
Falls Ihr Bauteil eine Innenverzahnung, eine Keilnut, ein Innenzahnrad oder ein anderes komplexes Profil aufweist, können Sie uns gerne eine 2D-Zeichnung, ein 3D-Modell, die Werkstoffsorte, die Härte sowie die voraussichtliche Stückzahl übermitteln. Wir Weldo Die Bearbeitung kann auf der Grundlage der Bauteilgeometrie Empfehlungen zur Fertigungsoptimierung (DFM) liefern, Ihnen bei der Bewertung des am besten geeigneten Bearbeitungsansatzes helfen und eine detailliertere genaues Angebot.
FAQ
Kann ein Sackloch aufgebohrt werden?
Ein herkömmlicher linearer Innenräumfräser muss in der Regel das Werkstück durchqueren, sodass ein echtes Sackloch meist nicht in Frage kommt. Kurze, polygonale Sacklöcher lassen sich möglicherweise durch Rotationsräumen realisieren, während Sacknuten oder Innenformen das Schlitzen, Formfräsen, Funkenerosion oder den Einsatz von Spezialwerkzeugen erfordern können.
Sollte das Räumfräsen vor oder nach der Wärmebehandlung durchgeführt werden?
Das herkömmliche HSS-Räumen erfolgt meist vor der Endhärtung, da sich das Material dann leichter zerspanen lässt und die Standzeit der Werkzeuge länger ist. Sollte es aufgrund von Verformungen durch die Wärmebehandlung nicht möglich sein, dass die endgültige Verzahnung die funktionalen Anforderungen erfüllt, kann ein kontrollierter Weichräumzugabe, gefolgt von einem Harträumen mit Hartmetallwerkzeugen, zum Einsatz kommen.
Benötigt jedes Teil eine maßgeschneiderte Räumwerkzeug?
Nein. Standard-Keilnut-Räumer, Buchsen, Unterlegscheiben und einige Rotationsräumer decken viele gängige Größen ab. Ein maßgefertigter Räumer ist in der Regel erforderlich, wenn es sich um eine proprietäre Verzahnung, ein Innenzahnrad, ein kombiniertes Profil, eine Sondertoleranz, eine große Stückzahl oder ein Merkmal handelt, das mit einem Standardwerkzeug nicht hergestellt werden kann.
Woran erkennt man, wann eine Räuschel nachgeschliffen werden muss?
Zu den typischen Warnzeichen zählen zunehmender Schnittwiderstand, Grate, Ausreißen, eine sich verschlechternde Oberflächengüte, Maßabweichungen, eine schlechte Spanbildung sowie sichtbarer Flankenverschleiß oder Kantenausbrüche. Ein Nachschleifen sollte geplant werden, bevor sich starker Verschleiß auf die nächsten Zähne ausbreitet oder zu Brüchen führt.








