

Härtbehandlungsdienste werden nur auf Materialbearbeitungsteile angewendet, die Leistungsanforderungen haben. Das Wesentliche der Härtung ist, das Metall zu erhitzen und dann abzukühlen, mit dem Ziel, die Härte und Festigkeit des Metalls zu verbessern und gleichzeitig innere Spannungen abzubauen. Innere Spannungen in Materialien entstehen hauptsächlich durch Gießen, Schmieden, Druckverarbeitung, Schweißen und Bearbeitung. Das Durchführen von Härtung und Behandlung an Werkstückmaterialien kann die Sicherheits- und mechanischen Leistungsanforderungen der meisten Werkzeugmaschinenkomponenten, Strukturteile und Zubehörteile erfüllen.

Arten der Härtung
Es gibt hauptsächlich vier gängige Härtungsverfahren: Anlassen, Normalisieren, Abschrecken und Anlassen. Verschiedene Härtungsprozesse erfordern unterschiedliche Bearbeitungszeiten, und die mechanischen Eigenschaften variieren ebenfalls. Die Wahl des geeigneten Härtungsprozesses kann die Umordnung der inneren Komponenten in verschiedenen Materialien erreichen. Im Folgenden sind einige von uns häufig verwendete Härtungsprozesse aufgeführt.
Anlasthärtung
Anlasthärtung verwendet das Erhitzen und dann langsames Abkühlen im Ofen. Der Zeitaufwand ist relativ hoch. Es löst hauptsächlich das Problem der Restspannungen im Material, während die Härte des Materials reduziert wird, was für nachfolgende Schneid- und Bearbeitungsprozesse vorteilhaft ist.

Normalisierungshärtung
Normalisierungshärtung bedeutet, das Metall zu erhitzen, bis es dunkelrot wird, und es dann der Luft zum Abkühlen auszusetzen. Die Härtungseffizienz ist schneller als beim Anlassen. Normalisierungshärtung reduziert die Härte des Materials nicht, und bei fräsen normalisierten Werkstücken verschwindet das vorherige Problem des Werkzeughaftens.
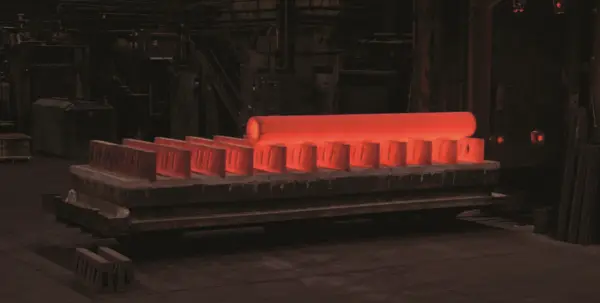
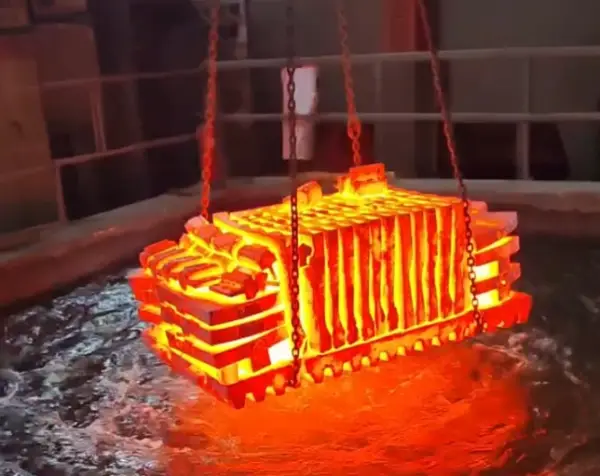
Abschreckhärtung
Beim Abschreckverfahren wird das Metall auf seine kritische Temperatur erhitzt und dann schnell abgekühlt (Hochgeschwindigkeitskühlung), meist durch Wasser- oder Ölkühlung (Öl kann je nach Materialeigenschaften auch erhitzt werden, um das Abschrecken zu unterstützen).
Anlasshärtung
Anlasshärtung wird nach dem Abschrecken angewendet. Sie kann die Härte reduzieren, einen Teil der inneren Spannungen im Material beseitigen, die Zähigkeit des Metalls verbessern und übermäßige Sprödigkeit und Bruch vermeiden. Beim Abschrecken können auch bestimmte Bereiche des Materials erhitzt und schnell abgekühlt werden, um die lokale Härte zu kontrollieren, wie z.B. die Oberflächenhärtung von Küchenmessern und Zahnrädern, was das vollständige Reißen bei hoher Stoßkraft verhindern kann.
Anlasprozesse sind in Niedertemperatur-, Mitteltemperatur- und Hochtemperatur-Anlassen unterteilt. Das Niedertemperatur-Anlassen wird hauptsächlich für Schneidwerkzeuge verwendet, das Mitteltemperatur-Anlassen für elastische Teile wie Federn, und das Hochtemperatur-Anlassen hauptsächlich für Wellen, Strukturteile und andere stoßfeste Komponenten.
Unter ihnen wird das Abschrecken + Hochtemperatur-Anlassen auch als Abschrecken und Anlassen bezeichnet. Gängige Beispiele sind das Abschrecken und Anlassen von 45er Stahl sowie 40Cr, die die Festigkeit, Zähigkeit, Ermüdungsbeständigkeit und Stoßfestigkeit der Fertigteile effektiv verbessern können.

Weitere Wärmebehandlungen:
Vakuumwärmebehandlung
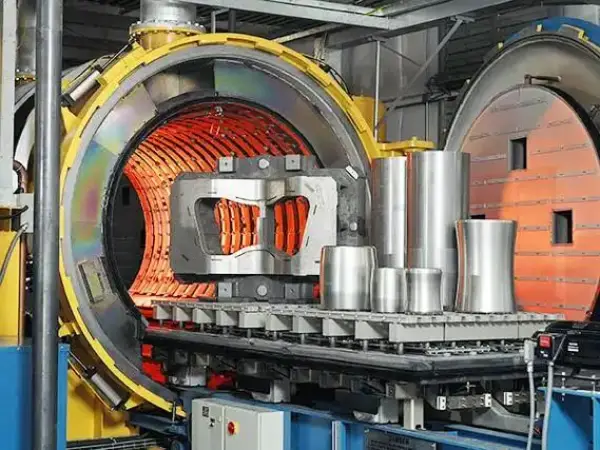
Vakuumwärmebehandlung ist der Prozess, bei dem Werkstücke in eine Vakuumwärmebehandlungsanlage eingebracht werden, um sie durch thermische Strahlungsheizung und -kühlung zu behandeln. Dabei können nahezu alle Wärmebehandlungsprozesse durchgeführt werden, einschließlich Einsatzhärtung und Nitrierung. Kühlprozesse umfassen Gasabschreckung, Wasserabschreckung, Ölabschreckung und Nitrat-Salz-Abschreckung. Der Vorteil von Vakuumwärmebehandlungsdiensten besteht darin, Oxidation, Decarburisierung und Carburierung des Materials zu verhindern, während die Wasserstoffgehalte im Material deutlich reduziert und Wasserstoffversprödung vermieden werden.
Computersteuerung bei Heiz- und Kühlverfahren wird eingesetzt, und Vakuumofen-Wärmebehandlung entfällt die Notwendigkeit, heiße Teile zu handhaben, während das Risiko von Oberflächenmetallverdampfung und Verformung vermieden wird, mit guter Stabilität und sicherem Betrieb.
Lösungsglühen
Beim Lösungsglühen wird ein Metall auf 800–1200 °C erhitzt, für eine Dauer gehalten, die von Zusammensetzung und Materialdicke abhängt, damit Karbide und andere Ausfällungen in die Matrix lösen. Das Material wird dann schnell abgekühlt, typischerweise durch Wasser- oder Ölabschreckung. Es wird hauptsächlich bei austenitischem Edelstahl verwendet. Ziel des Lösungsglühens ist es, die Korrosionsbeständigkeit wiederherzustellen und die Mikrostruktur zu erweichen. Wird nach dem Lösungsglühen eine Anlasstherapie angewendet, können Karbide erneut ausfallen, was zu interkristalliner Korrosion führen kann. Zur Verbesserung spezifischer Eigenschaften wird eine Spannungsarmglühung oder Stabilisierungstherapie empfohlen. Während des Erhitzens sollte das Material schnell durch den Sensibilisierungstemperaturbereich geführt werden.
Stufenweise Wärmebehandlung
Stufenweise Wärmebehandlung wird hauptsächlich zur Verbesserung der Leistung und Struktur von Chargen-Standardteilen eingesetzt. Sie verwendet kontinuierliche Heizgeräte, um eine einheitliche Temperaturkontrolle, Fördersysteme und einheitliche Kühlbehandlungen für Chargen-Werkstücke durchzuführen, was die Wärmebehandlungsgeschwindigkeit der Chargenteile erheblich verbessert.
Hinweise:
1. Nicht alle Kühlprozesse werden als Abschrecken betrachtet, und nicht alle Materialien erfordern nach dem Abschrecken eine Anlasstherapie. Weldo-Ingenieure können basierend auf den Einsatzbedingungen des Teils eine geeignete Wärmebehandlung empfehlen.
2. Die Abkühlgeschwindigkeit beeinflusst die Materialeigenschaften direkt. Langsameres Abkühlen verringert im Allgemeinen die Sprödigkeit, Härte und innere Spannungen, während die Zähigkeit und Bearbeitbarkeit verbessert werden.
Wir haben die folgende Zusammenfassung der 4 wichtigsten Wärmebehandlungsprozesse bereitgestellt, um Ihr besseres Verständnis zu erleichtern.
| Prozess | Beschreibung |
|---|---|
| Glühen | Wärmespeicherung + langsames Abkühlen + Raumtemperaturkühlung (langsames Abkühlungstempo) |
| Normalisieren | Abkühlung auf Raumtemperatur (moderate Abkühlrate) |
| Abschrecken | Abkühlung von Hochtemperaturmetall in flüssigem Medium (sehr schnelle Abkühlrate) |
| Anlassen | Reduzierung der Sprödigkeit von abgeschreckten Materialien unter Beibehaltung der Festigkeit |
Wärmebehandlung verschiedener Metalle
Aufgrund der unterschiedlichen Zusammensetzungen von Metallwerkstoffen gibt es unterschiedliche Details bei der Wärmebehandlung von Metallen. Nachfolgend finden Sie eine kurze Einführung in gängige Metallwärmebehandlung Methoden.
Aluminium-Wärmebehandlung
Um die Festigkeit zu verbessern, 6061 Wärmebehandlung ist ein notwendiger Prozess. Der gebräuchlichste Aluminium-Wärmebehandlungsprozess ist T6 Wärmebehandlung.
Wir erhitzen 6061 Aluminium auf 530±5 ℃, wodurch sich Magnesium- und Siliziumelemente vollständig in der Aluminiummatrix lösen können. Dieser Schritt wird als Lösungsglühen von Aluminium. Nach der Lösungsglühbehandlung wird eine schnelle Wasserabschreckung durchgeführt (Wassertemperatur 20~80 Grad, Wassertemperatur und Tankgröße werden entsprechend der Größe und Dicke des Aluminiumteils ausgewählt. Der Wassertank muss größer als das Werkstück sein, und das Werkstück muss vollständig eingetaucht sein). Dann erfolgt eine künstliche Alterung bei 175℃ für 8-10 Stunden, wobei der Zustand der Legierungselemente wie Magnesium, Silizium und Aluminium “eingeschlossen” wird. Nach Al 6061 Wärmebehandlung ist abgeschlossen, steigt im Vergleich zu vorher 6061 Wärmebehandlung, die Brinell-Härte vom ursprünglichen Zustand O mit 30HB auf über 95HB. Die Festigkeit ist mit Legierungsstahl vergleichbar.
Edelstahll Wärmebehandlung
Wärmebehandlung von Edelstahl wird je nach unterschiedlicher Zusammensetzung in drei Typen unterteilt: austenitischer, martensitischer und ferritischer Edelstahl, und die Wärmebehandlungsmethoden sind unterschiedlich.
Austenitische Edelstahl Wärmebehandlung
Austenitisch Edelstahll Wärmebehandlung (304, 316, 310L, 316L usw.) umfasst hauptsächlich Lösungsglühen + Sensibilisierungsausgleich + Spannungsarmung: Zuerst auf 1050~1150℃ erhitzen und ausreichend halten, sodass alle Karbide in die Matrix lösen, um die Lösungsaustenitisierung abzuschließen, dann schnell durch Wasser- oder Luftkühlung auf Raumtemperatur abkühlen, um eine einkristalline, gleichmäßige Austenitstruktur zu erhalten, die optimale Korrosionsbeständigkeit und Plastizität wiederherstellt, ohne dass während des gesamten Prozesses abgeschreckt oder Martensit gebildet wird.
Martensitische Edelstahl Wärmebehandlung
Martensitischer Edelstahl wird zuerst durch Glühen bei 800~880℃ weich gemacht, dann auf 950~1060℃ erhitzt und gehalten, gefolgt von Öl- oder Schnell-Luftkühlung, um eine hochharte, hochspannungsfähige martensitische Struktur zu bilden. Dann wird die Sensibilisierungssprödigkeit im Temperaturbereich von 400~600℃ vermieden, und es wird eine Niedertemperatur-Temperung bei 180~250℃ verwendet, um hohe Härte und Korrosionsbeständigkeit zu erhalten, oder eine Hochtemperatur-Temperung bei 600~700℃, um die Zähigkeit zu verbessern, innere Spannungen zu eliminieren und Sprödigkeit zu tempern, wobei schließlich martensitischer Stahl erreicht wird, der den Anwendungsanforderungen entspricht. Martensitischer Edelstahl enthält an sich kein Martensit. Martensit entsteht nur nach Austenitisierung + Schnellkühlung.
Ferritischer Edelstahl Wärmebehandlung
Die Wärmebehandlung von ferritischem Edelstahl erfolgt durch Glühen und Abkühlung bei 600-800℃. Ferritische Werkstücke benötigen keine Abschreckbehandlung (Wasserabschreckung ist verboten), da ferritischer Edelstahl einen hohen Chromgehalt und sehr niedrigen Nickel-, Stickstoff- und Mangananteil aufweist. Selbst bei Erhitzung auf die kritische Temperatur kann keine Gitterdeformation auftreten, und eine Austenitisierung ist nicht möglich.
Es ist zu beachten, dass die Wärmebehandlung von Edelstahl seine Härte und Festigkeit nicht verbessern kann, aber Schmieden oder Hämmern kann seine Gitterstruktur verändern und somit Härte und Festigkeit verbessern.

Stahl-Wärmebehandlungen
Wärmebehandlung von Stahl ist ein wichtiger Fertigungsprozess, der die innere Mikrostruktur des Stahls durch Steuerung von Erhitzung, Halte- und Abkühlprozessen verändert und dadurch Härte, Festigkeit, Verschleißfestigkeit und Zähigkeit verbessert. Verschiedene Stahlarten haben unterschiedliche Anforderungen an Wärmebehandlungsstahl Prozesse und die Auswahl geeigneter Stahlhärtungen Lösungen wirken sich direkt auf die Lebensdauer und die Bearbeitungsleistung von Teilen aus.
Kohlenstoffstahl
Kohlenstoffstahl ist kostengünstig und durch geeignete Stahlhärtebehandlung, bessere Härte und mechanische Eigenschaften können erzielt werden.
Kohlenstoffstahl durchläuft eine Normalisierung/Anlassen, um Körner zu verfeinern, zu erweichen und die Struktur zu konditionieren, gefolgt von Hochtemperatur-Austenitisierung und Halten + Wasser-/Ölabschreckung, um harten und spröden Martensit zu bilden, und schließlich Tempern bei unterschiedlichen Temperaturen, um die erforderliche Härte, Zähigkeit und innere Spannungen anzupassen, wodurch die gesamte Verstärkungs- und Zähigkeitswärmebehandlung abgeschlossen wird.
Niedriglegierter Stahl wird üblicherweise für Strukturteile verwendet, die hohe Zähigkeit und Schweißeigenschaften erfordern; mittel- und hochlegierter Stahl werden häufig in Wellen, Zahnrädern, Formen und verschleißfesten Teilen eingesetzt.
Werkzeugstahl
Der Wärmebehandlungsprozess von Werkzeugstahl beginnt mit Vorwärmen, gefolgt von Hochtemperatur-Austenitisierung und Halten, dann Wasser-/Öl-/Salzbadtauchschreckung, um hochharten Martensit zu erhalten, und schließlich Niedertemperatur-Tempern, um Spannungen zu eliminieren, die Struktur zu stabilisieren und Sprödigkeit zu reduzieren, wodurch die hohe Härte erhalten bleibt.
Werkzeugstahl wird hauptsächlich in Schneidwerkzeugen, Stanzformen, Umformwerkzeugen und anderen Hochbelastungsarbeitsbedingungen verwendet. Darunter, D2-Stahl Wärmebehandlung wird häufig für Kaltarbeitsstempel und hochverschleißfeste Schneidwerkzeuge verwendet, die nach geeigneter Wärmebehandlung eine ausgezeichnete Verschleißfestigkeit und Dimensionsstabilität erreichen können.
Und A2-Werkzeugstahl Wärmebehandlung wird häufiger in Präzisionsformen und Schneidwerkzeugen eingesetzt, um ein gutes Gleichgewicht zwischen Härte und Zähigkeit zu erzielen.

Legierter Stahl
Aufgrund der Zugabe von Legierungselementen wie Chrom, Molybdän und Nickel weist legierter Stahl höhere Festigkeit und Härteentwicklung auf. Die Wärmebehandlung von legiertem Stahl umfasst zunächst das Erhitzen auf die Austenitisierungstemperatur und Halten, dann Abschrecken für schnelles Abkühlen zur Bildung von Martensit, gefolgt von Niedertemperatur-, Mitteltemperatur- oder Hochtemperatur-Tempern je nach Arbeitsbedingungen, um Körner zu verfeinern und Festigkeit-Zähigkeits-Gleichgewicht zu erreichen; falls erforderlich, werden Anlassen und Normalisieren als Vorbehandlung eingesetzt.
Unser Unternehmen erhält häufig Aufträge für kundenspezifische CNC-Bearbeitung mit 4140- und 4340-Legierungen; beide dieser Materialien werden üblicherweise wärmebehandelt.
4140-Stahl Wärmebehandlung wird häufig in Antriebswellen, Zahnrädern, Kupplungen und anderen Teilen verwendet und bietet gute Festigkeit, Ermüdungsbeständigkeit und Stoßfestigkeit.
Unter höheren Belastungen oder anspruchsvolleren Arbeitsbedingungen, 4340 Stahlhärtebehandlung wird häufig in Luft- und Raumfahrtteilen, schweren Maschinen und hochfesten Strukturkomponenten eingesetzt, um noch bessere umfassende mechanische Eigenschaften zu erzielen.
In der tatsächlichen Produktion, Wärmebehandlungsfaktoren, die die Härte von Stählen beeinflussen hauptsächlich umfassen:
Kohlenstoffgehalt von Stahl, Heiztemperaturregelung, Haltezeit, Abkühlgeschwindigkeit, Legierungselementgehalt.
Gemäß der Zusammensetzung verschiedener Stahlqualitäten kann die Auswahl eines geeigneten Wärmebehandlungsplans die Leistungsmerkmale voll ausnutzen Wärmebehandlung von Stahl und die Anforderungen verschiedener Branchen an Stahlfestigkeit, Zähigkeit, Korrosionsbeständigkeit und Bearbeitbarkeit erfüllen.
Titan-Wärmebehandlung
Titanlegierungen werden in α-Typ, α+β-Typ und β-Typ unterteilt. Der α-Typ durchläuft nur Spannungsarm- oder Rekristallisationsglühen, um die Struktur zu erweichen und zu stabilisieren; α+β- und β-Typen können Hochtemperatur-Lösungsglühung und schnelles Abkühlen verwenden, um metastabile Strukturen zu erhalten, gefolgt von Mitteltemperatur-Alterung zur Kristallisation von Festigungsphasen und Verbesserung der Festigkeit. Der gesamte Wärmebehandlungsprozess erfordert Vakuum- oder Argon-Schutz, um Oxidation und Wasserstoffversprödung zu verhindern, während die Versprödungszone bei 300~500℃ vermieden und strikt darauf geachtet wird, den β-Phasenübergangspunkt nicht zu überschreiten, um Kornwachstum zu verhindern.
Nachschweißwärmebehandlung(PWHT)
Schweißspannungen werden meist durch eine geringe Menge martensitischer Struktur verursacht, daher ist in der industriellen Fertigung, die Nachschweißwärmebehandlung ein sehr wichtiger Prozess. Besonders in geschweißten Bereichen von Stahl und anderen Metallmaterialien kann durch Wärmebehandlung nach dem Schweißen, die Mikrostruktur des Schweiß- und Wärme- beeinflussten Bereichs allmählich in Sorbit umgewandelt werden, wodurch die Schweißrückstände effektiv beseitigt werden. Am Beispiel der Herstellung von Fahrradrahmen: Wenn kohlenstoffarmer martensitischer Legierungsstahl verwendet wird, verwandelt sich die Materialstruktur während Wärmebehandlung nach dem Schweißen, weiterhin in temperierten Lagenmartensit, was nicht nur die Schweißspannung abbaut, sondern auch die Zähigkeit und die Gesamtfestigkeit der geschweißten Bereiche des Rahmens deutlich verbessert.
Wärmebehandlungsprozess für Gießen
Gießen ist die grundlegendste Verarbeitungstechnologie, und viele Gussteile erfordern ebenfalls Wärmebehandlung, um mechanische Eigenschaften wie Festigkeit und Zähigkeit zu verbessern. Die spezifischen Funktionen sind wie folgt.
1. Innere Spannungen beseitigen
Während des Erstarrungs- und Abkühlungsprozesses von Gussteilen entstehen aufgrund unterschiedlicher Abkühlraten in verschiedenen Teilen leicht Restspannungen im Inneren. Wärmebehandlung kann diese Spannungen abbauen und Verformungen, Risse oder Dimensionsinstabilität in späteren Phasen vermeiden.
2. Struktur und Leistung verbessern
Gussteile haben in der Regel Probleme wie grobe Körner und ungleichmäßige Struktur im Erstarrungszustand, die Festigkeit und Zähigkeit beeinträchtigen. Durch Wärmebehandlungen wie Normalisieren und Anlassen kann die metallographische Struktur optimiert und die gesamten mechanischen Eigenschaften verbessert werden.
3. Härte reduzieren und Bearbeitbarkeit verbessern
Einige Gussteile weisen nach dem Gießen eine hohe Härte auf, was die Bearbeitung erschwert und den Werkzeugverschleiß erhöht. Durch Wärmebehandlungen wie Anlassen kann die Materialhärte reduziert werden, was die Schneidprozesse reibungsloser macht.
Allerdings müssen nicht alle Gussteile einer Wärmebehandlung unterzogen werden. Zum Beispiel benötigen einige gewöhnliche Gussteile mit niedrigen Belastungsanforderungen und geringen Präzisionsanforderungen keine zusätzliche Wärmebehandlung. Für wichtige Gussteile mit Tragfähigkeit, Druckfestigkeit oder hohen Sicherheitsanforderungen ist eine Wärmebehandlung jedoch in der Regel unerlässlich.

Anwendungen der Wärmebehandlung
· Mechanische Fertigung: Zahnräder, Lager, Wellen, Befestigungselemente, allgemeine mechanische Teile, Verbesserung von Festigkeit und Verschleißfestigkeit.
· Automobilindustrie: Motoren, Getriebe, Fahrgestelle, Rahmenkomponenten, Festigkeitssteigerung und Zähigkeit, Beseitigung von Schweißspannungen.
· Formen- und Schneidwerkzeugindustrie: Stanzwerkzeuge, Spritzgießformen, Schneidwerkzeuge, Messwerkzeuge, Sicherstellung hoher Härte, hoher Verschleißfestigkeit und kein Verziehen.
· Druckbehälter und Rohrleitungen: Kessel, Lagertanks, Druckleitungen, Nachschweißwärmebehandlung (PWHT) zur Spannungsarmung, Rissverhinderung und Sicherheitsgewährleistung.
· Luft- und Raumfahrt sowie Militärindustrie: Hochfeststahl, Titanlegierungen, Aluminiumlegierungen für Strukturteile, Präzisionswärmebehandlung, Balance zwischen hoher Festigkeit und geringem Gewicht.
Zusammenfassung
Wärmebehandlungsverfahren ist ein gängiger Schritt in der Verarbeitung von Metallmaterialien und spielt eine wichtige Rolle im Bereich der Bearbeitung. Der oben stehende Inhalt beschreibt den vollständigen Prozess der Wärmebehandlung von Metallen. Wenn Sie ein tiefergehendes Verständnis der Wärmebehandlung im Bereich der Bearbeitung haben oder aktuelle Materialien und Inhalte wünschen, können Sie Kontakt Schweißbearbeitung, um mehr unserer Produktionserfahrung zu erhalten. Gleichzeitig bieten wir auch Angebote für die Metallbearbeitung an, wie Gießen, Extrusion, CNC-Bearbeitung, usw.

FAQ
Was sind die gängigen Wärmebehandlungsgeräte ?
· Box-Ofen: Allgemeines Glühen, Normalisieren, Härten, Anlassen, Chargen-Wärmebehandlung von Werkstücken.
· Grubenofen: Speziell für lange Wellen, Stäbe und Drahtmaterialien, geeignet für Anlassen, Einsatzhärten und Glühen.
· Vakuum-Wärmebehandlungsofen: Edelstahl, Titanlegierung, Präzisionsformstahl, oxidationfreies Härten, Anlassen und Lösungsglühen.
· Salzbadofen: Kleine Schneidwerkzeuge und Formen, schnelles Aufheizen, geringe Verformung, speziell für Härten und Anlassen.
· Kontinuierlicher Gitterbandofen / Vorschubofen: Serienmäßig hergestellte Standardteile und Befestigungselemente, Fertigungslinien-Härten und Anlassen.
· Induktionsheizgeräte: Wellen- und Zahnradoberflächenhärten, lokale Anarbeitung, hohe Geschwindigkeit, geringe Verformung.
· Anlassofen: Speziell für Niedrig- und Mitteltemperatur-Anlassen, nach dem Härten zur Spannungsentlastung und Härte-Stabilisierung.
· Abschreckbecken: Öltank, Wassertank, Salzlösungstank, in Verbindung mit verschiedenen Öfen für Abschreckungskühlung.
· Löten / Integrierter Wärmebehandlungsofen: Kombiniert Schweißen und Nach-Schweiß-Wärmebehandlung (PWHT) zur Spannungsentlastung nach dem Schweißen.
Das Verständnis der Wärmebehandlungstheorie und die praktische Anwendung sind noch weit voneinander entfernt. Es ist notwendig, verschiedene Wärmebehandlungsgeräte zu beherrschen, um den Metall-Wärmebehandlungsprozess perfekt zu steuern und die erforderlichen Materialeigenschaften zu erreichen, genau wie beim Kochen, das nicht nur auf Rezeptschritte angewiesen ist, sondern auch Vertrautheit mit Temperaturkontrolle und Spachteltechnik erfordert.
Wie man bestimmt, ob Wärmebehandlungsprüfung qualifiziert ist?
Durch Härteprüfung, metallografische Beobachtung, mechanische Eigenschaftstests, Oberflächenverformungsinspektion, Korrosionsbeständigkeitstests und zerstörungsfreie Prüfungen wird in Kombination mit Materialstandards und Prozessanforderungen umfassend festgestellt, ob die Härte, Struktur, Zähigkeit, Spannungen, Verformungen und Defekte der Wärmebehandlung den Standards entsprechen, was die Überprüfung der Qualifikation der Wärmebehandlung darstellt.
Was sind die gängigen Wärmebehandlungsfehler ?
Härteausfall (zu hoch, zu niedrig, ungleichmäßige Härte)
Verformung und Verwindung (Maßtoleranzen überschritten, Biegen, Verdrehen)
Wärmebehandlungsrisse sind hauptsächlich Risse, die durch unsachgemäßes Abschrecken verursacht werden (Mikrorisse, Kantenrisse)
Oxidation und Decarburisierung (Oberflächenskalen, Oberflächenverweichung)
Überhitzte grobe Körner (Materialsprödigkeit, verringerte Zähigkeit)
Was bedeutet Qualitätswärmebehandlung sehen aus?
Qualifizierte und hochwertige wärmebehandelte Werkstücke: gleichmäßige und geprüfte Härte, feinkörnige Struktur, keine Verformungen oder Risse, keine Oxidation oder Decarburisierung, geringe Restspannungen, stabile Maße und abgestimmte Gesamtfestigkeit und Zähigkeit.
Wie man Wärmebehandlungsmaschine ?
Bestimmung der Heiztemperatur
Die Heiztemperatur kann anhand des kritischen Punkts im Eisen-Kohlenstoff-Phasendiagramm bestimmt werden, und dann um 30-50 Grad Celsius erhöht werden. Wenn keine Temperaturregelung vorhanden ist, kann auch ein Magnet zur Überprüfung verwendet werden. Wenn die Temperatur den Curie-Punkt erreicht, ändert sich Stahl von einem magnetischen Material zu einem nicht-magnetischen Material, was anzeigt, dass der Stahl den Austenitischen Edelstahlbereich betreten hat.
Wie kann man feststellen, ob das Härten von Stahl erfolgreich war?
Nach dem Abschrecken ist das Erscheinungsbild des Werkstücks grau-schwarz. Es kann eine Feile für Reibversuche verwendet werden, um zu beobachten, ob Schlupf auftritt. Wenn das Reibgeräusch klar und scharf ist, mit nur einer flachen weißen Linie und keinem Pulverabfall, deutet dies auf einen erfolgreichen Abschreckvorgang hin.







