

Quando un componente presenta una scanalatura interna, una sede per chiavetta, un ingranaggio interno, un foro quadrato o un altro profilo sagomato, fresatura, scanalatura, elettroerosione a filo, e la brocciatura possono sembrare tutte opzioni possibili. Tuttavia, quando il progetto richiede dimensioni costanti, tempi di ciclo brevi e produzione in serie, la brocciatura diventa spesso la scelta più pratica.
La brocciatura è particolarmente indicata per la produzione di volumi medi e elevati, ma non si limita alla produzione di massa. In caso di profili complessi, caratteristiche interne con tolleranze strette o pezzi la cui lavorazione con altri metodi risulta costosa, la brocciatura può rivelarsi una scelta sensata anche per quantità ridotte. La chiave sta nel valutare complessivamente la geometria del pezzo, il materiale, le condizioni di trattamento termico, le tolleranze e il volume di produzione previsto.

Che cos’è la brocciatura nella lavorazione dei metalli?
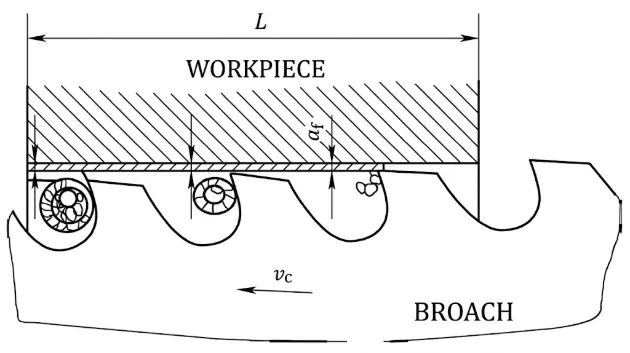
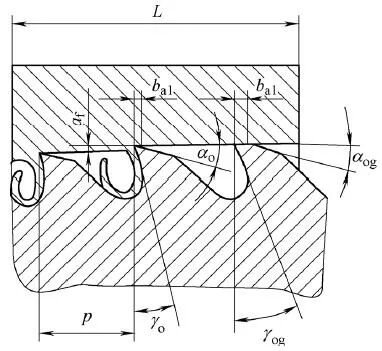
La brocciatura è un processo di lavorazione in cui un utensile da taglio a più denti, chiamato broccia, viene spinto o tirato attraverso o lungo il pezzo in lavorazione. Ogni dente successivo è leggermente più grande di quello precedente, in modo che il materiale da asportare venga rimosso strato dopo strato mentre l'utensile si sposta in linea retta.
La differenza di altezza o larghezza tra i denti successivi è denominata “rise per dente”. Poiché l’avanzamento è integrato nell’utensile stesso, una brocciatrice richiede normalmente un solo movimento principale. La sgrossatura, la semifinitura, la finitura e la calibratura possono essere tutte eseguite nel corso di un’unica corsa di lavoro.
Ecco perché la brocciatura può essere sia veloce che precisa. Una volta definiti la broccia, il sistema di serraggio del pezzo e i parametri di lavorazione, lo stesso profilo può essere ripetuto da un pezzo all’altro con un intervento minimo da parte dell’operatore.
Quali aspetti si possono affrontare?
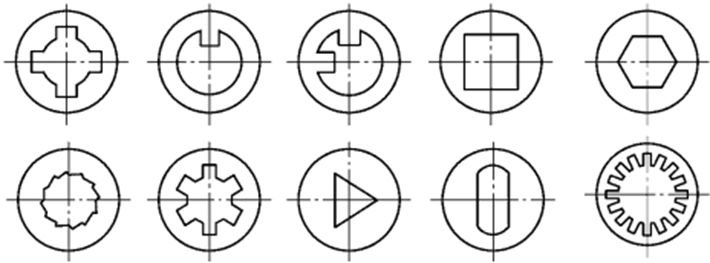
Fori passanti rotondi, quadrati, rettangolari, esagonali, poligonali e di forma speciale
Scanalature interne a fianchi diritti, involute, dentellate e speciali
Scanalature interne ed esterne
Ingranaggi interni, ingranaggi esterni, cremagliere e profili a denti parziali
Superfici piane, fessure, scanalature, incastri a coda di rondine e superfici esterne sagomate
Forme a "albero di abete" e a "coda di rondine" per componenti di turbine e compressori
Profili combinati che integrano in un unico utensile una foratura, una scanalatura, una sede per chiavetta, uno smusso o una quota di dimensionamento
Nella brocciatura lineare convenzionale, le superfici da lavorare devono generalmente rimanere parallele alla direzione di avanzamento dell'utensile. Anche la brocciatura interna richiede un foro iniziale sufficientemente ampio da consentire l'ingresso del pilota della broccia e il passaggio dei trucioli lungo il taglio.
Il vostro pezzo è adatto alla brocciatura?
Un pezzo sottoposto a brocciatura non deve necessariamente essere semplice, ma la sua geometria deve consentire all’utensile di entrare, tagliare, asportare i trucioli e uscire senza interferenze. I punti seguenti costituiscono un primo controllo pratico.
| Oggetto di design | Cosa controllare |
| Accesso alle funzionalità | Una broccia interna convenzionale richiede un foro passante o un altro percorso libero che consenta all'utensile di entrare e uscire. |
| Direzione del profilo | Le superfici da generare dovrebbero normalmente essere parallele alla direzione di avanzamento della broccia. |
| Foro iniziale | Il pilota deve poter entrare liberamente e il foro deve avere dimensioni, rotondità, rettilineità e posizione adeguate. |
| Lunghezza del pezzo | La lunghezza di brocciatura deve rientrare nei limiti di spazio per la truciolatura e di resistenza della broccia. |
| Spessore della parete | Le pareti sottili o irregolari possono espandersi durante il taglio e tornare nella posizione originale dopo il passaggio della broccia. |
| Piano di riferimento | La superficie di appoggio deve essere piana e perpendicolare al foro iniziale, a meno che non si utilizzi un supporto autoallineante. |
| Materiale e durezza | La lavorabilità, lo stato di trattamento termico, i punti di durezza locale e le variazioni di durezza influiscono sulla durata degli utensili e sulla finitura superficiale. |
| Tolleranza | I requisiti relativi alle dimensioni, al profilo, al passo, all’eccentricità e alla finitura superficiale dovrebbero essere definiti separatamente, anziché basarsi su un’unica tolleranza generale. |
| Volume di produzione | Una broccia dedicata diventa più conveniente all’aumentare del numero di pezzi da produrre in serie e della domanda annuale. |
I fori ciechi, i fori a gradini, le cavità profonde ostruite e i profili che variano lungo la direzione di taglio sono generalmente poco adatti alla brocciatura convenzionale. A seconda della profondità e della geometria, potrebbe comunque essere possibile ricorrere alla brocciatura rotativa o a un altro metodo di lavorazione.
In caso di dubbi, il fornitore dovrebbe esaminare il disegno 2D e il modello 3D prima che il processo venga definito. Piccole modifiche allo smusso di entrata, al foro inferiore, allo spessore della parete, al sistema di riferimento o alla tolleranza possono ridurre notevolmente i rischi e i costi legati all'attrezzatura.
Come si svolge il processo di brocciatura?
Una broccia non è semplicemente una fila di denti da taglio identici. Le sue sezioni guidano l’utensile, asportano il materiale in eccesso in fasi successive, definiscono la dimensione finale e sostengono l’utensile mentre si allontana dal pezzo.
Gambo e collo: collegano la broccia alla macchina e trasmettono la forza di trazione o di spinta.
Pilota anteriore: entra nel foro predisposto e allinea la broccia al pezzo prima dell'inizio del taglio.
Denti di sgrossatura, semifinitura e finitura: rimuovono progressivamente il margine di lavorazione e realizzano il profilo richiesto.
Dimensionamento dei denti e del pilota posteriore: stabilizza le dimensioni e la finitura finali, sostiene la broccia e protegge la superficie lavorata durante l'uscita dell'utensile.
Esaminare il disegno, il materiale, il trattamento termico, le tolleranze, la finitura superficiale e la quantità da produrre.
Preparare il foro iniziale, la superficie di riferimento e lo smusso di entrata o di uscita necessari per la broccia e l'attrezzatura.
Scegliere o realizzare la broccia e verificare la corsa della macchina, la forza di trazione, l'intervallo di velocità e il collegamento dell'utensile.
Posizionare e fissare il pezzo in modo che il foro iniziale sia allineato con la direzione di avanzamento della broccia.
Applicare il fluido da taglio specificato, quindi far scorrere la broccia attraverso il pezzo, spingendola o tirandola, con un'unica corsa controllata.
Rimuovere i trucioli dalle scanalature dei denti, pulire il pezzo in lavorazione e ispezionare il primo pezzo prima di proseguire con la produzione.
Monitorare le dimensioni del monitor, le condizioni della superficie, la forza di taglio e l'usura degli utensili durante l'intero ciclo di produzione.
Il serraggio del pezzo e la lubrificazione sono fondamentali. Il dispositivo di serraggio deve sostenere il carico di taglio senza deformare il pezzo, mentre il fluido da taglio deve raggiungere la zona di taglio, ridurre l’attrito e asportare i trucioli. La brocciatura interna e quella orizzontale rendono solitamente più difficili l’erogazione del fluido e l’evacuazione dei trucioli rispetto alle operazioni esterne a cielo aperto o verticali.
Quali sono le principali tipologie di brocciatura?
La brocciatura può essere classificata in base alla superficie da lavorare, alla direzione della forza, alla disposizione dell'utensile e alle condizioni del pezzo. Ciascun tipo risolve un problema produttivo diverso.
Broccatura interna
La brocciatura interna consente di realizzare un elemento all'interno di un'apertura predisposta. Esempi tipici includono fori circolari e poligonali, scanalature per chiavette, scanalature interne e ingranaggi interni. È necessario un foro iniziale affinché il pilota anteriore e i denti da taglio possano passare attraverso il pezzo.
Broccatura esterna e superficiale
La brocciatura esterna asporta materiale da una superficie aperta per realizzare superfici piane, asole, scanalature, facce sagomate, denti esterni o profili alla base delle lame. Il pezzo e l'utensile richiedono una guida rigida poiché il taglio non è autocentrato da un foro circostante.
Broccatura di scanalature
La brocciatura di scanalature di accoppiamento prevede l'uso di una broccia per scanalature di accoppiamento dotata di una boccola di guida o di un corno per realizzare una scanalatura interna diritta. È possibile aggiungere spessori in passaggi successivi qualora non sia possibile asportare in sicurezza l'intera profondità della scanalatura in un unico passaggio. Si tratta di un'opzione comune ed economica per fori standard e dimensioni di chiavette standard.
Broccatura a spline
La brocciatura a scanalature forma più denti o scanalature attorno a un foro in un unico passaggio. Viene utilizzata per scanalature a fianchi diritti, involute, dentellate e speciali in ingranaggi, mozzi, giunti, componenti di trasmissione e componenti dello sterzo. La broccia può anche determinare il diametro minore quando il disegno lo richiede.
Broccatura a trazione
Nella brocciatura in trazione, la macchina trascina la broccia attraverso il pezzo. L'utensile è sottoposto principalmente a trazione, pertanto può essere più lungo e avere un numero maggiore di denti rispetto a una broccia analoga utilizzata nella brocciatura in spinta. Questa configurazione è ampiamente utilizzata per i profili interni e la produzione in serie.
Broccatura a spinta
Nella brocciatura in spinta, l'utensile viene spinto attraverso il pezzo e viene quindi sottoposto a sollecitazioni di compressione. La broccia deve essere più corta e ben guidata per limitare la flessione o l'instabilità. La brocciatura in spinta viene spesso utilizzata per scanalature corte, fori di piccole dimensioni, lavori di riparazione e operazioni manuali o a basso volume.
Broccatura rotativa
La brocciatura rotativa, detta anche brocciatura oscillante, utilizza un utensile leggermente inclinato che ruota rispetto al pezzo. Consente di realizzare piccoli profili quadrati, esagonali e di altre forme poligonali su un tornio, un centro di lavoro o una macchina automatica. È utile per elementi di breve lunghezza e alcuni fori ciechi, ma non è la stessa cosa della brocciatura lineare convenzionale.
Broccatura in vaso
La brocciatura a calotta prevede l'uso di un gruppo utensile anulare con denti rivolti verso l'interno. Il pezzo viene spinto o tirato attraverso l'utensile per ottenere una scanalatura esterna, un ingranaggio o un profilo circonferenziale simile. Questa tecnica viene generalmente scelta per la produzione in serie di alberi e altri componenti con dentatura esterna.
Broccatura a freddo
La brocciatura a freddo consente di rifinire una scanalatura interna precedentemente brocciata a caldo dopo il trattamento termico. Una broccia in carburo elimina le deformazioni dovute al trattamento termico da un pezzo che può avere una durezza compresa tra circa 45 e 65 HRC, migliorando la forma dei denti, la precisione del passo, la larghezza effettiva dello spazio, l'eccentricità e la finitura superficiale. Richiede una macchina rigida, un margine di asportazione controllato, un accurato smistamento pre-brocciatura e utensili specializzati.
Di quali materiali sono fatte le broche?
Il materiale della broccia viene scelto in base al materiale del pezzo, alla durezza, alla velocità di taglio, alla complessità del profilo, alla durata prevista dell'utensile e alla necessità o meno di riaffilare e rivestire l'utensile.

| Materiale per brocciatura | Utilizzo tipico | Considerazioni principali |
| Acciaio rapido convenzionale | Acciai generici, ghisa e materiali non ferrosi a velocità moderata | Buona tenacità, facile da produrre e da riaffilare, ampiamente utilizzata per la brocciatura convenzionale |
| Acciaio rapido al cobalto | Acciaio legato, acciaio inossidabile e pezzi in lavorazione che generano più calore | Maggiore durezza a caldo e resistenza all'usura rispetto all'HSS convenzionale |
| Acciaio rapido ottenuto mediante metallurgia delle polveri | Profili complessi e cicli di produzione più lunghi | Struttura fine e omogenea, caratterizzata da un ottimo equilibrio tra tenacità, resistenza dei bordi e resistenza all'usura |
| Carburo | Broccatura a duro, materiali abrasivi e produzione ad alta velocità | Elevata resistenza all'usura ma minore tenacità agli urti; richiede un macchinario rigido e un processo stabile |
| Costruzione a strati o modulare | Sezioni di taglio di grandi dimensioni, costose o sostituibili | Consente a un corpo in acciaio di alloggiare elementi da taglio in HSS o in carburo e può semplificare la riparazione o la sostituzione |
La classe M2 è comunemente utilizzata per le brocce per uso generico, mentre le classi M35 o M42 possono essere scelte quando sono richieste una maggiore durezza a caldo o una maggiore resistenza all'usura. La scelta della classe esatta dovrebbe basarsi sui test di taglio e sulle condizioni del pezzo da lavorare, piuttosto che sulla sola denominazione del materiale.
Rivestimenti quali TiN, TiCN, AlCrN, oppure i rivestimenti specifici per l’applicazione possono ridurre l’attrito e l’usura. Un rivestimento non può compensare una geometria dei denti errata, uno spazio di truciolo insufficiente, un’altezza eccessiva per dente, un disallineamento o una lubrificazione inadeguata. La riaffilatura e il rivestimento devono quindi essere gestiti come un unico processo controllato di lavorazione.
Quali attrezzature sono necessarie per la brocciatura?
Un sistema di brocciatura comprende solitamente la macchina, la broccia, il sistema di serraggio del pezzo, il sistema di fissaggio e guida dell'utensile, l'impianto di lubrificazione, il sistema di smaltimento dei trucioli, le protezioni e le apparecchiature di ispezione. La scelta della macchina più adatta dipende dalla direzione di taglio, dalla corsa, dalla forza, dalle dimensioni del pezzo e dal livello di automazione desiderato.
| Tipo di attrezzatura | Applicazione tipica | Caratteristiche principali |
| Broccatrice orizzontale | Brociatura interna con brocce lunghe e brociatura a trazione in generale | Facile accesso agli utensili e installazione, ma richiede più spazio a pavimento e un'accurata rimozione dei trucioli |
| Broccatrice verticale | Produzione interna, in superficie e automatizzata | Ingombro ridotto; consente di abbassare, sollevare o alzare il piano di lavoro lungo la broccia |
| Broccatrice idraulica | Produzione per uso generico e ad alta forza | Movimento fluido e controllabile e elevata forza di trazione; richiede la manutenzione del fluido idraulico e dell'impianto |
| Broccatrice servoazionata | Produzione di precisione e monitoraggio dei processi | Velocità e posizione programmabili, controllo stabile della forza, minor consumo energetico e raccolta dati più semplice |
| Broccatrice per superfici | Piani, scanalature, superfici di fusione e profili esterni sagomati | La slitta rigida dell’utensile e i dispositivi di fissaggio dedicati consentono di eseguire tagli esterni di ampia portata |
| Macchina brocciatrice continua | Produzione di superfici su scala molto ampia | I pezzi in lavorazione si spostano continuamente davanti a utensili fissi o in movimento |
| Broccatrice per materiali duri | Scanalature interne sottoposte a trattamento termico e altri profili temprati | Elevata rigidità, allineamento preciso, monitoraggio della forza e compatibilità con utensili in carburo |
| Accessorio per brocciatura rotativa CNC | Fori poligonali corti su torni CNC o centri di lavoro | Soluzione compatta per la brocciatura rotativa senza l'utilizzo di una brocciatrice lineare dedicata |
I termini "orizzontale" e "verticale" descrivono la configurazione della macchina, mentre "idraulico" e "servo" descrivono il sistema di azionamento. Non si tratta di categorie in contrapposizione: una macchina verticale, ad esempio, può utilizzare sia un azionamento idraulico che uno servo. La scelta dovrebbe basarsi su forza, corsa, precisione, tempo di ciclo, manutenzione, ingombro e requisiti di automazione.
Quali pezzi sono adatti alla brocciatura manuale?
La brocciatura manuale viene utilizzata principalmente per scanalature corte, fori quadrati o poligonali di piccole dimensioni, lavori di riparazione, prototipi e pezzi prodotti in piccole serie. Spesso è possibile realizzare questi elementi utilizzando una broccia a spinta standard, una boccola di guida, un set di spessori e una pressa a mandrino, senza ricorrere a una brocciatrice di produzione dedicata.
Il sistema di montaggio deve rimanere perpendicolare e rigido. Poiché una broccia a spinta opera in compressione, una forza non uniforme, una lunghezza eccessiva dell’utensile, un allineamento scorretto o una deformazione della pressa possono provocare la flessione o la rottura dell’utensile. L’utilizzo di una broccia progettata in modo adeguato può ridurre il rischio di instabilità, ma sia la broccia che il sistema di collegamento devono essere progettati per sopportare carichi di trazione.
La brocciatura manuale non deve essere considerata una scorciatoia non controllata in officina. È necessario verificare la capacità della pressa, la guida dell’utensile, le protezioni, il fluido da taglio, l’evacuazione dei trucioli e la sicurezza dell’operatore, soprattutto quando la forza richiesta è elevata o l’utensile è realizzato su misura.
In quali settori e in quali industrie si utilizza la brocciatura?
La brocciatura viene utilizzata ogni volta che è necessario ripetere con precisione e rapidità una forma specifica. Risulta particolarmente utile quando tale forma richiederebbe altrimenti diverse operazioni di lavorazione o ripetuti spostamenti angolari.
Componenti della trasmissione per autoveicoli
Tra le applicazioni tipiche figurano ingranaggi di trasmissione, ingranaggi conici del differenziale, mozzi, manicotti di sincronizzazione, ingranaggi di stazionamento, componenti di uscita, cremagliere dello sterzo, giunti e alberi di trasmissione. Le scanalature interne e le sedi per chiavette vengono spesso sottoposte a brocciatura a freddo prima del trattamento termico, mentre i componenti soggetti a requisiti più rigorosi dopo il trattamento termico possono essere sottoposti a brocciatura a freddo.
Componenti per il settore aerospaziale ed energetico
La brocciatura viene utilizzata per le scanalature alla base delle pale di turbine e compressori, i profili a “albero di Natale”, le incastri a coda di rondine, le scanalature dei dischi e altre superfici sagomate che richiedono un elevato livello di integrità. Questi componenti richiedono attrezzature rigide, una geometria degli utensili accuratamente controllata, condizioni stabili del materiale, nonché un’ispezione completa e la tracciabilità.
Componenti per macchinari industriali
Ingranaggi, pulegge, pignoni, giunti, boccole, parti di valvole, componenti di pompe, parti di macchine utensili, maglie di collegamento e componenti idraulici possono tutti presentare fori brocciati, scanalature per chiavette, scanalature dentate, denti, superfici piane o profili speciali. La brocciatura può combinare diverse caratteristiche in un’unica passata quando un requisito di produzione ripetibile giustifica l’utilizzo di tali utensili.
Ricambi per macchine agricole
Le attrezzature agricole sottopongono ad agenti di carico elevati alberi, mozzi, ingranaggi e giunti; pertanto, è fondamentale garantire un’affidabile trasmissione della coppia e l’intercambiabilità dei componenti. La brocciatura viene utilizzata per scanalature, sedi per chiavette, fori quadrati, dentellature ed elementi di trasmissione sagomati in trattori, motocoltivatori, coltivatori, aratri, erpici, seminatrici, piantatrici, irroratrici, spandiconcime, imballatrici, falciatrici, trinciatrici, mietitrebbiatrici, trasportatori di cereali, coclee, caricatori, spandiconcime, miscelatori di mangimi e attrezzi correlati. Lo stesso processo viene utilizzato anche per parti di ricambio più piccole e componenti soggetti a usura quando è richiesto un accoppiamento standard e ripetibile.
Quali materiali dei pezzi sono adatti alla brocciatura?
Molti materiali ferrosi e non ferrosi possono essere sottoposti a brocciatura, ma ogni materiale richiede una geometria dei denti, un’altezza per dente, una velocità di taglio, un fluido da taglio e un materiale dell’utensile adeguati.
| Materiale del pezzo | Comportamento durante la brocciatura | Attenzione al processo |
| Acciaio al carbonio e legato | Ampiamente lavorato allo stato normalizzato, ricotto o tempra e rinvenimento | Controllare la durezza, la microstruttura, il bordo di accumulo e la sequenza di trattamento termico |
| Acciaio inox | Resistente, soggetto a incrudimento e impegnativo per il tagliente | Utilizzare una geometria ben definita, un’alzata adeguata per dente, una lubrificazione efficace e un materiale dell’utensile resistente all’usura |
| Ghisa | In generale è lavorabile, ma può contenere inclusioni abrasive o punti duri | Scegliere un materiale adeguato per l'utensile ed evitare che eventuali difetti locali causino scheggiature dei denti |
| Leghe di alluminio | Forza di taglio ridotta, ma alcune qualità possono generare trucioli lunghi o causare la formazione di bordi di accumulo | Utilizzare denti affilati, gole lisce, una lubrificazione adeguata e un'efficace rimozione dei trucioli |
| Ottone e bronzo | Spesso si ottengono dimensioni e finiture ottimali quando la geometria è adeguata alla lega | Evitare di afferrare, strofinare e utilizzare fluidi da taglio non idonei |
| Acciaio trattato termicamente | La brocciatura convenzionale con utensili HSS diventa difficile all’aumentare della durezza | Utilizzare un margine di pre-brocciatura controllato e, ove necessario, un processo di brocciatura a duro con inserti in carburo |
Nella brocciatura a freddo convenzionale, la durezza uniforme è spesso più importante di un singolo valore nominale di durezza. Un materiale molto morbido e gommoso può strapparsi o formare un bordo di accumulo, mentre una durezza eccessiva o punti duri isolati possono ridurre la durata dell’utensile o causare scheggiature dei denti. I certificati dei materiali e i registri dei trattamenti termici sono quindi fondamentali.
Quali livelli di precisione e finitura superficiale è possibile ottenere con la brocciatura?
La brocciatura viene scelta tanto per la sua ripetibilità quanto per la sua velocità. In condizioni stabili, la brocciatura interna convenzionale è in grado di garantire solitamente una precisione dimensionale compresa tra IT7 e IT8, mentre un processo ottimizzato per la precisione può consentire di ottenere risultati ancora più rigorosi. La tolleranza effettiva dipende dalle dimensioni del profilo, dalla lunghezza brocciata, dallo spessore della parete, dal materiale del pezzo, dalle condizioni dell’utensile, dal sistema di fissaggio e dal metodo di controllo.
In molte applicazioni ben controllate è possibile ottenere valori di rugosità superficiale compresi tra Ra 0,4 e 1,6 µm, sebbene il valore specificato debba tenere conto della funzione del pezzo. Un risultato più ampio può essere appropriato in caso di brocciatura esterna grossolana, materiali difficili o profili in cui i bordi laterali sfregano anziché tagliare liberamente.
Per le scanalature e gli ingranaggi, una singola dimensione del foro non è sufficiente a definire la qualità. L’errore di passo, la deviazione di passo accumulata, la deviazione del profilo, la deviazione del passo di filettatura, la larghezza effettiva dello spazio, la larghezza reale dello spazio, i diametri maggiore e minore, la misura sui perni e l’eccentricità possono tutti richiedere un controllo separato.
La brocciatura non consente di correggere la posizione del foro iniziale
Come l’alesatura, anche la brocciatura interna segue generalmente il foro già preparato. Può migliorare le dimensioni, la forma e la finitura superficiale, ma non è in grado di spostare in modo affidabile un foro in una nuova posizione teorica. Se il foro iniziale è decentrato, inclinato, curvo o non perpendicolare alla superficie di appoggio, l’elemento brocciato potrebbe mantenere o amplificare tale errore di posizione.
Il foro iniziale, la superficie di riferimento e il dispositivo di fissaggio devono quindi essere realizzati e controllati nell'ambito del processo di brocciatura. Un supporto sferico può consentire un autoallineamento limitato, ove opportuno, ma non sostituisce una corretta progettazione della superficie di riferimento e una corretta preparazione del foro.
Come va progettato un pezzo brocciato per garantirne la producibilità?
La maggior parte dei problemi legati alla brocciatura è più facile da prevenire in fase di progettazione che da correggere alla macchina. I seguenti cinque aspetti progettuali sono quelli che incidono maggiormente sulla fattibilità, sul rischio legato agli utensili e sul costo unitario.
1. Prediligere una funzione "Through"
Un percorso di entrata e uscita ben definito consente alla broccia di attraversare il pezzo e di espellere i trucioli dalla zona di taglio. Se non è possibile evitare una geometria cieca, verificare se la brocciatura rotativa, la scanalatura, l’elettroerosione o un altro processo sia più adatto prima di approvare la geometria.
2. Assicurarsi che il foro iniziale e le condizioni del bordo siano adeguati
Il foro iniziale deve accogliere il pilota anteriore senza forzature e garantire un margine di taglio uniforme lungo tutto il profilo. I bordi di entrata e di uscita devono presentare lo smusso o l’alleggerimento necessari per evitare la formazione di bave, carichi d’urto e interferenze con l’utensile.
3. Controllo dello spessore delle pareti e della rigidità dei componenti
Le pareti sottili, interrotte o irregolari possono deformarsi sotto l'azione della forza di taglio radiale e tornare alla forma originale dopo il passaggio dell'utensile. Aggiungere dei supporti ove possibile, mantenere uno spessore delle pareti uniforme ed evitare di posizionare i morsetti in punti in cui potrebbero deformare la superficie lavorata.
4. Definire chiaramente i piani di riferimento e le tolleranze
Indicare quale faccia serve a posizionare il pezzo durante la brocciatura e quali superfici sono funzionalmente correlate al profilo brocciato. Specificare dimensioni, profilo, posizione, eccentricità e finitura superficiale solo nella misura necessaria ai fini dell’assemblaggio, poiché ogni requisito superfluo può aumentare i costi di attrezzaggio, i tempi di ispezione e il rischio di scarti.
5. Definire i requisiti relativi al trattamento termico e alle scanalature
Specificare se la caratteristica viene controllata prima o dopo il trattamento termico e indicare la durezza finale, la profondità effettiva di cementazione ed eventuali tolleranze ammesse per il materiale grezzo prima della brocciatura o della brocciatura a freddo. Per le scanalature, includere la norma applicabile, il numero di denti, l’angolo di pressione, il modulo o il passo diametrale, la classe, i diametri maggiore e minore, i requisiti relativi alla larghezza degli spazi e i criteri di calibrazione.
| Oggetto di design | Approccio preferito |
| Percorso utensile | Prevedere un percorso di ingresso e di uscita rettilineo e libero da ostacoli, allineato al profilo. |
| Foro iniziale e bordi | Controllare la geometria del foro e realizzare lo smusso di entrata, lo smusso di uscita e l'accesso per la sbavatura richiesti dal processo. |
| Supporto parziale | Utilizzare una superficie di riferimento stabile, uno spessore delle pareti adeguato e un sistema di fissaggio che non provochi deformazioni del pezzo. |
| Requisiti funzionali | Requisiti specifici relativi a dimensioni, profilo, posizione, eccentricità, finitura, trattamento termico e controllo. |
| Pianificazione della produzione | Fornire i volumi annuali e la durata del programma, in modo da poter valutare congiuntamente la progettazione degli utensili, i macchinari, l’automazione e il piano di ricambio degli utensili. |
In che modo la brocciatura si differenzia dagli altri metodi di lavorazione?
| Processo | Ideale per | Principale compromesso |
| Broccatura | Ripetere profili interni o esterni che richiedono un'elevata produttività e una geometria costante | Di norma sono necessari utensili specifici e uno spazio libero sufficiente per il movimento degli utensili |
| Intaglio o sagomatura | Scanalature per chiavette di piccolo volume, dentatura interna, interventi di riparazione e geometria flessibile | Tempi di ciclo più lunghi e maggiore dipendenza dalla configurazione della macchina |
| Fresatura | Profili aperti, prototipi e componenti che richiedono frequenti modifiche progettuali | L'accessibilità interna e i raggi di curvatura ridotti potrebbero essere limitati |
| Elettroerosione a filo | Materiali duri, spigoli interni vivi e profili di precisione di piccolo volume | Taglio lento e necessità di un percorso di passaggio per il filo |
| Elettroerosione ad affondamento | Cavità cieche e geometria interna complessa nei materiali conduttivi | Costo degli elettrodi, tempi di ciclo più lunghi e considerazioni relative allo strato di ricopertura |
| Broccatura rotativa | Forature poligonali corte su torni o centri di lavoro | I limiti di profondità, dimensioni, profilo e carico della macchina sono più restrittivi rispetto alla brocciatura lineare |
Il prezzo più basso per gli utensili non sempre corrisponde al costo di produzione più basso. Nel caso di scanalature o chiavette ricorrenti, la brocciatura può richiedere un investimento iniziale maggiore, ma garantisce tempi di ciclo molto più brevi e pezzi più uniformi. Per i prototipi o in caso di frequenti modifiche progettuali, un processo flessibile come la scanalatura, la fresatura o l’elettroerosione può rivelarsi più economico.
Quali fattori influenzano il costo della brocciatura?
Un preventivo per la brocciatura non si limita al solo tempo macchina. La progettazione degli utensili, la loro produzione, lo sviluppo delle attrezzature di fissaggio, l’allestimento, la durata prevista degli utensili, la riaffilatura, il controllo qualità e il volume di produzione sono tutti fattori che incidono sul costo unitario finale.
| Fattore di costo | Perché è importante | Possibile soluzione per ridurre i costi |
| Complessità del profilo | Le forme complesse richiedono un maggiore lavoro di progettazione, una produzione più precisa delle brocce e ispezioni specializzate | Semplificare, ove possibile, gli angoli non funzionali, i rilievi o gli elementi combinati |
| Dimensioni e lunghezza del elemento | I profili lunghi o di grandi dimensioni aumentano la forza di taglio, la lunghezza dell’utensile, lo spazio per i trucioli e i requisiti della macchina | La lunghezza di brocciatura e il margine di materiale devono essere limitati al minimo funzionalmente necessario |
| Materiale e durezza | I materiali resistenti, abrasivi, soggetti a incrudimento o temprati riducono la durata degli utensili | Monitorare lo stato del materiale e definire tempestivamente la sequenza di trattamento termico |
| Tolleranza e finitura | Requisiti più rigorosi migliorano la precisione degli utensili, il controllo dei processi, le ispezioni e riducono il rischio di scarti | Utilizzare tolleranze basate sulle funzioni e identificare le caratteristiche critiche |
| Costruzione della broccia | Gli utensili solidi, componibili, assemblati, in acciaio HSS, in carburo e rivestiti presentano costi di acquisto e di ciclo di vita diversi | Valutare il prezzo di acquisto tenendo conto delle operazioni di riaffilatura, rivestimento e della strategia di sostituzione |
| Quantità di produzione | Una quantità ridotta comporta costi di attrezzaggio e configurazione più elevati per singolo pezzo | Fornire stime realistiche dei volumi annuali e complessivi per l'ammortamento dei costi |
| Automazione e ispezione | Il caricamento, la rimozione dei trucioli, il monitoraggio in corso di lavorazione, gli strumenti di misura e la tracciabilità comportano un aumento degli investimenti, ma riducono la manodopera e la variabilità | Adeguare il livello di automazione e di controllo al rischio e al volume di produzione |
Nel caso di un programma ripetitivo, la broccia dovrebbe essere considerata una risorsa produttiva piuttosto che un materiale di consumo acquistato solo in base al prezzo iniziale. La durata dell’utensile per ogni affilatura, il numero di riaffilature possibili, i cicli di rivestimento, le opzioni di riparazione, le scorte di utensili di ricambio e i tempi di consegna incidono tutti sul costo totale.
Per elaborare un preventivo accurato sono quindi necessari sia i dati relativi al pezzo sia il piano di produzione. Basarsi esclusivamente sulle dimensioni del profilo per il preventivo può nascondere differenze significative in termini di materiale, durezza, lunghezza di brocciatura, controllo del punto di riferimento, requisiti di calibrazione e volume annuale previsto.
Difetti comuni nella brocciatura e controllo qualità
| Difetto | Cause comuni | Misure di controllo |
| Screpolature simili a squame o superficie ruvida | Bordo smussato, velocità inadeguata, passo eccessivo per dente, denti smussati, condizioni del materiale non ottimali o lubrificazione insufficiente | Ottimizzare la velocità e l'avanzamento per dente, mantenere affilato il tagliente, controllare la durezza e utilizzare un fluido da taglio lubrificante adeguato |
| Graffi irregolari | Scheggiature o bordi ispessiti sui denti da taglio, gole irregolari o bordi danneggiati | Pulire dopo ogni passata, levigare o riaffilare le zone danneggiate e mantenere lisci i canaletti per i trucioli |
| Segni longitudinali continui | Denti di calibrazione scheggiati o danni in rilievo sul pilota posteriore | Proteggere la broccia durante la movimentazione e lo stoccaggio; levigare o riaffilare le aree danneggiate prima dell'uso |
| Ondulazione circonferenziale | Variazioni periodiche della forza di taglio, numero insufficiente di denti coinvolti nel taglio, vibrazioni della macchina o geometria dei denti non uniforme | Aumentare la stabilità del processo, ottimizzare il passo e l'altezza per dente e verificare la rigidità della macchina e dell'utensile |
| Alesaggio sovradimensionato o sottodimensionato | Bave da rettifica, usura degli utensili, recupero elastico, pareti sottili, effetti termici o dimensioni errate dei denti | Verificare l'idoneità di una broccia riaffilata, controllare le dimensioni dell'utensile, fissare il pezzo e stabilire la compensazione tramite prove |
| Errore di profilo o di posizione | Disallineamento, geometria inadeguata del foro iniziale, superfici di riferimento sporche, durezza del materiale non uniforme o alimentazione del fluido su un solo lato | Controllare il foro iniziale e il punto di riferimento, pulire il sistema di posizionamento, allineare l'utensile e distribuire uniformemente il fluido da taglio |
| Scheggiatura dei denti o rottura della broccia | Spazio insufficiente per i trucioli, forza eccessiva, punti resistenti, trattamento termico errato, deformazione dell'utensile, montaggio non corretto o trucioli rimasti nelle scanalature | Verificare la forza e la capacità di truciolatura, controllare lo stato del materiale e dell’utensile, mantenere l’allineamento e non forzare mai una broccia bloccata |
Gestione della durata delle brocce e della riaffilatura
Per ogni broccia deve essere redatta una scheda tecnica che riporti il codice del pezzo, la sequenza degli utensili, la data di emissione, i pezzi prodotti, la quantità accumulata, le riaffilature, la cronologia dei rivestimenti, i risultati delle ispezioni e gli eventi anomali. La riaffilatura deve rimuovere il minimo materiale necessario per ripristinare il filo tagliente, preservando al contempo l’angolo di spoglia, l’altezza per dente, la forma del dente e la geometria della gola previsti dal progetto.
Monitoraggio del processo produttivo
È necessario monitorare la forza di taglio, il tempo di ciclo, l'aspetto superficiale, la forma dei trucioli, l'andamento dimensionale, le condizioni del fluido e la presenza di vibrazioni o rumori anomali. Un improvviso aumento della forza o un peggioramento della finitura possono indicare un tagliente smussato, un accumulo di trucioli, un disallineamento, una variazione del materiale o una lubrificazione insufficiente prima che si verifichi un guasto grave.
Ispezione e tracciabilità della qualità
L'ispezione deve essere conforme ai requisiti funzionali. A seconda del componente, ciò può includere calibri per fori, misurazione a coordinate, ispezione del profilo, misurazione su perni, calibri GO e NO-GO per scanalature, ispezione dell'eccentricità, prove di rugosità superficiale, verifica della durezza e registrazioni della profondità di cementazione. I risultati relativi al primo articolo e a quelli di controllo in corso di lavorazione devono essere collegati alla broccia, alla macchina, al lotto di produzione e al lotto di trattamento termico.
Come si sceglie un fornitore affidabile di macchine per brocciatura?
Un fornitore competente dovrebbe essere in grado di valutare l'intera catena di produzione, non limitarsi semplicemente a posizionare un componente su una macchina disponibile. Prima di approvare gli stampi, è opportuno verificare i seguenti punti.
Esperienza con il profilo, il materiale, la durezza, la tolleranza e il volume di produzione richiesti
Attrezzature idonee: orizzontali, verticali, idrauliche, servoazionate, a superficie, rotative o per brocciatura a freddo
Progettazione, produzione, controllo, riaffilatura, rivestimento e assistenza per gli utensili di ricambio
Progettazione delle attrezzature e capacità DFM per il foro iniziale, i piani di riferimento, lo spessore delle pareti e il supporto del pezzo
Un processo ben definito per il fluido da taglio, il controllo dei trucioli, la pulizia degli utensili e la manutenzione preventiva
Capacità di ispezione relativa a dimensioni, forma, parametri delle scanalature o degli ingranaggi, eccentricità, finitura, durezza e tracciabilità
Approvazione del primo articolo, controllo delle modifiche di processo, pianificazione delle consegne e gestione dei danni agli utensili o dei problemi di qualità
Nel caso di un programma continuativo, chiedete al fornitore come intende garantire la produzione mentre una broccia viene riaffilata o riparata. Utensili di ricambio, attrezzature di riserva certificate, dati di configurazione documentati e tempi di sostituzione realistici sono importanti tanto quanto il primo campione.

Quali informazioni sono necessarie per un preventivo di brocciatura?
| Informazioni | Dati da fornire |
| File delle parti | Un disegno 2D in scala e, se disponibile, un modello 3D |
| Materiale | Tipo di materiale, specifiche, condizioni di fornitura ed eventuali requisiti relativi ai certificati |
| Trattamento termico | Sequenza di lavorazione, durezza finale, profondità di cementazione, limiti di deformazione e necessità o meno di brocciatura a freddo |
| Elemento fresato | Dimensioni del profilo, dati relativi ai denti o alle scanalature, lunghezza di brocciatura, dimensioni del foro iniziale, smussature e sfaccettature |
| Tolleranze | Dimensioni, profilo, passo, posizione, eccentricità, finitura superficiale e caratteristiche critiche identificate |
| Ispezione | Norme applicabili, requisiti relativi agli strumenti di misura, metodo di misurazione, formato del rapporto e frequenza di campionamento |
| Quantità | Quantità del prototipo, quantità ordinata, domanda annuale, durata del programma e programma di produzione |
| Requisiti commerciali | Consegna prevista, imballaggio, tracciabilità, autorizzazioni speciali e se gli stampi sono di proprietà del cliente |
Più queste informazioni sono complete, più è facile consigliare il processo corretto e distinguere i costi una tantum per le attrezzature da quelli ricorrenti per i componenti. Inoltre, ciò riduce il rischio che il preventivo subisca variazioni una volta avviata la progettazione della broccia o dell’attrezzatura.
Conclusione
La brocciatura combina elevata produttività, geometria ripetibile e buona qualità superficiale in un’unica corsa controllata. I suoi vantaggi si manifestano al meglio quando la caratteristica da realizzare, il materiale del pezzo, gli utensili, la macchina, l’attrezzatura di fissaggio, il fluido da taglio, il metodo di ispezione e la quantità di produzione vengono pianificati come un unico processo. Non è la soluzione ideale per ogni pezzo, ma per scanalature interne ripetitive, sedi per chiavette, ingranaggi interni, cremagliere e profili sagomati, può ridurre significativamente il tempo di ciclo e il costo unitario.
Se il vostro pezzo presenta una scanalatura interna, una sede per chiavetta, un ingranaggio interno o un altro profilo complesso, potete inviarci un disegno 2D, un modello 3D, il tipo di materiale, la durezza e la quantità prevista. Noi Weldo La lavorazione meccanica può fornire raccomandazioni in materia di DFM (Design for Manufacturing) basate sulla geometria del pezzo, aiutarti a valutare l'approccio di lavorazione più adatto e preparare un... preventivo preciso.
FAQ
È possibile alesare un foro cieco?
Una brocciatura interna lineare convenzionale richiede normalmente il passaggio attraverso il pezzo, pertanto un vero foro cieco non è solitamente adatto. È possibile realizzare brevi elementi poligonali ciechi con la brocciatura rotativa, mentre le scanalature cieche o le forme interne possono richiedere la fresatura a scanalatura, la sagomatura, l’elettroerosione o l’utilizzo di utensili specializzati.
La brocciatura va eseguita prima o dopo il trattamento termico?
La maggior parte delle operazioni di brocciatura HSS convenzionali viene eseguita prima della tempra finale, poiché il materiale è più facile da lavorare e la durata degli utensili è maggiore. Qualora le deformazioni dovute al trattamento termico impedissero alla scanalatura finale di soddisfare i requisiti funzionali, è possibile ricorrere a un’avviamento controllato con broccia morbida, seguito da una brocciatura dura con utensili in metallo duro.
Ogni pezzo richiede una broccia su misura?
No. Le brocce standard per scanalature, le boccole, gli spessori e alcune brocce rotative coprono molte dimensioni comuni. Una broccia su misura è normalmente necessaria per una scanalatura proprietaria, un ingranaggio interno, un profilo combinato, una tolleranza speciale, una produzione in serie di grandi volumi o una caratteristica che non può essere realizzata con un utensile standard.
Come si capisce quando una broccia deve essere riaffilata?
Tra i segnali di allarme tipici figurano l'aumento della forza di taglio, la formazione di bave, lo strappo del materiale, il peggioramento della finitura superficiale, la variazione dimensionale, una formazione inadeguata dei trucioli e l'usura visibile dei fianchi o la scheggiatura dei bordi. La riaffilatura deve essere programmata prima che l'usura grave si estenda ai denti successivi o provochi la rottura.








