
Lavorazione a elettroerosione di precisione
Servizi di lavorazione con elettroerosione a filo
Taglia profili complessi, scanalature strette e materiali conduttivi temprati senza applicare alcuna forza di taglio meccanica. Weldo supporta la realizzazione di prototipi e pezzi di produzione con la pianificazione dei processi e il controllo basati sui disegni tecnici.
- ±0,002 mm Funzionalità selezionate di Slow-Wire
- Assenza di forza di taglio Adatto a profili delicati
- Basato su disegni Analisi dei prezzi e dei tempi di consegna
- Acciaio temprato
- Acciaio inox
- Carburo
- Alluminio
- Rame
- Titanio



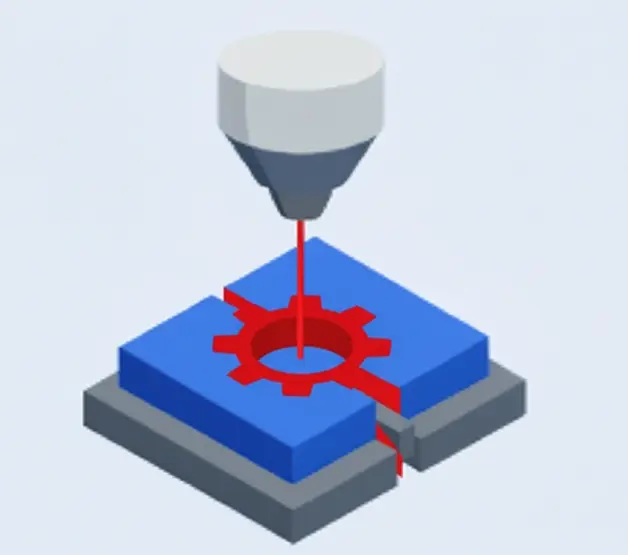
Che cos'è la lavorazione a filo edm?
L'elettroerosione a filo (Electrical Discharge Machining) è un processo di lavorazione di precisione che utilizza un filo metallico sottile (solitamente rame o molibdeno) per creare scintille elettriche tra il filo e il pezzo. Le scintille fondono o vaporizzano il materiale, consentendo un taglio preciso. L'elettroerosione a filo è ampiamente utilizzata per la lavorazione di forme complesse, parti di alta precisione e materiali duri in settori quali la costruzione di stampi, l'aerospaziale e l'automobilistico. I suoi vantaggi principali sono l'assenza di usura degli utensili e l'elevata precisione.
L'elettroerosione è suddivisa in filo veloce, filo lento e filo medio EDM
Materiale per la lavorazione con elettroerosione a filo
L'elettroerosione a filo può lavorare materiali conduttivi con elevata durezza, forme complesse o difficili da lavorare con le lavorazioni tradizionali.
Materiale :

Alluminio
L'alluminio è un materiale ampiamente utilizzato per le lavorazioni di precisione, grazie alla sua bassa densità, alla buona resistenza e alla resistenza alla corrosione.
Colore : Argento.
Tipi : Alluminio 6061、7075、2024、5052、6063 e MIC-6.
Finitura superficiale : Lucidatura, spazzolatura, sabbiatura, cromatura, anodizzazione, galvanotecnica, verniciatura a polvere, incisione laser.
Tempi di consegna : 1-5 giorni.
")
Acciaio inox
L'acciaio inossidabile offre un'eccellente resistenza alla corrosione e una superficie liscia e facile da pulire.Ampiamente utilizzato nelle attrezzature da cucina, nei dispositivi medici, nell'edilizia e nei componenti automobilistici.
Colore : Argento.
Tipi : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Finitura superficiale : Lucidatura, spazzolatura, sabbiatura, galvanizzazione, spruzzatura, PVD (Physical Vapor Deposition), passivazione, decapaggio, colorazione.
Tempi di consegna 2-5 giorni.

Rame
Possiede conducibilità elettrica, duttilità alla trazione e proprietà antimicrobiche; viene utilizzato principalmente per la lavorazione di oggetti artigianali, decorativi e apparecchiature mediche.
Colore Arancione, giallo.
Tipi : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Finitura superficiale : Passivazione, galvanizzazione, placcatura chimica, pallinatura, sabbiatura, trattamento chimico del film, lucidatura, pulizia brillante.
Tempi di consegna : 1-5 giorni.

Bronzo
Il bronzo è una lega di rame e stagno (spesso con elementi come il piombo o lo zinco) con un basso punto di fusione, una buona fluidità e una forte resistenza alla corrosione.Ampiamente utilizzato per sculture, cuscinetti, ingranaggi, valvole e componenti marini come eliche, accessori per lo scafo e pompe.
Colore : oro/marrone.
Tipi : Bronzo allo stagno, bronzo all'alluminio, bronzo al berillio, bronzo al silicio, bronzo al manganese.
Finitura superficiale : Sabbiatura, lucidatura, zigrinatura, rettifica, passivazione, rivestimento chimico a film, colorazione a impregnazione, colorazione a pennello/spray, galvanica, anodizzazione, verniciatura a polvere, spazzolatura.
Tempi di consegna : 1-5 giorni.
Acciaio
L'acciaio è una lega di ferro e carbonio con proprietà regolabili come forza, tenacità e resistenza alla corrosione.
È ampiamente utilizzato per parti meccaniche, utensili da taglio e componenti di motori.
Colore : Argento .
Tipi : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finitura superficiale :Sabbiatura, finitura a specchio, rivestimento PVD, finitura spazzolata, rivestimento a spruzzo, galvanica.
Tempi di consegna : 1-5 giorni

Magnesio
Il magnesio ha una bassa densità, una bassa durezza e una buona conducibilità termica. Il suo rapporto resistenza/peso supera quello delle leghe di alluminio e dell'acciaio e le sue eccellenti proprietà di smorzamento lo rendono adatto alle applicazioni aerospaziali, automobilistiche ed elettroniche.
Colore : Argento.
Tipi : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Finitura superficiale : Rivestimento a conversione chimica, anodizzazione, nichelatura, elettroplaccatura, rivestimento composito, verniciatura a spruzzo, verniciatura a polvere, rivestimento elettroforetico.
Tempi di consegna : 1-5 giorni.

Grafite
La conducibilità della grafite è utilizzata per lo stampaggio di precisione per evitare l'inquinamento da polvere causato dalla lavorazione. Viene utilizzata principalmente per la produzione di elettrodi e stampi per elettroerosione.
Colore : Nero.
Finitura superficiale : Taglio meccanico, decapaggio, trattamento elettrolitico, rivestimento, lucidatura, rafforzamento della superficie per elettroerosione.
Tempi di consegna : 3-5 giorni

Parte in ceramica conduttiva
Le ceramiche conduttive, utilizzate nel settore aerospaziale e in componenti come sensori e parti elettroniche, offrono elevata durezza e stabilità chimica, ma sono difficili da lavorare.
La scarica pulsata consente una lavorazione ad alta temperatura e senza contatto, riducendo le sollecitazioni e le cricche.
Tipo : Ceramica conduttiva ossido/non ossido, ceramica conduttiva composita
Colore : bianco, oro, rosa, nero, ecc.
Tempi di consegna : 3-5 giorni
Vantaggio della lavorazione con elettroerosione a filo
Alta precisione: Raggiunge un'altissima precisione fino a ±0,001 mm, ideale per pezzi complessi e ad alta tolleranza.
Nessun contatto fisico: La lavorazione senza contatto evita l'usura dell'utensile e la deformazione termica, è adatta a diversi materiali.
Lavorazione di forme complesse: Produce facilmente geometrie intricate e dettagli fini come piccoli fori e tagli stretti.
Adatto per materiali ad alta durezza: In grado di lavorare materiali con una temperatura superiore a 60 HRC, comprese leghe di carburo e titanio.
Nessuna sollecitazione meccanica: Elimina la concentrazione di tensioni, preservando la stabilità e la precisione dei pezzi.
Alta qualità della superficie: Produce superfici lisce con bassa rugosità, riducendo le esigenze di post-elaborazione.
Funzionamento stabile a lungo termine: Supporta una lavorazione continua e stabile per la produzione di grandi volumi.
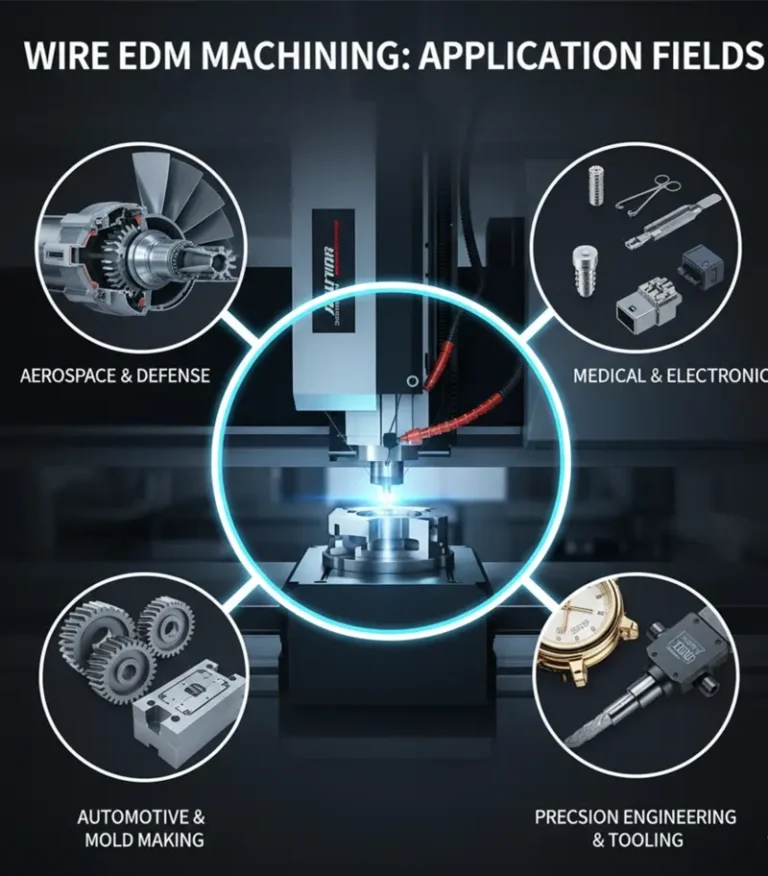
Applicazione delle parti lavorate con elettroerosione a filo
Produzione di stampi: Produce componenti di stampo di alta precisione come cavità, inserti e canali di raffreddamento.
Aerospaziale: Lavora pezzi complessi e di alta precisione come componenti di motori, pale di turbine e ingranaggi.
Automobile: Produce parti automobilistiche di precisione, tra cui componenti del motore, fori di raffreddamento e ugelli del carburante.
Dispositivi medici: Utilizzato per strumenti chirurgici di alta precisione e apparecchiature dentali con un'eccellente finitura superficiale.
Macchinari di precisione: Produce ingranaggi, cuscinetti e utensili da taglio con geometrie complesse e alta precisione.
Industria energetica: Crea componenti ad alta resistenza, resistenti alla corrosione, per applicazioni nel settore dell'energia nucleare ed eolica.
Lavorazione dei metalli e arte: Consente di realizzare incisioni intricate e disegni decorativi per gioielli e lavori artistici.
FAQ sulla lavorazione con elettroerosione a filo
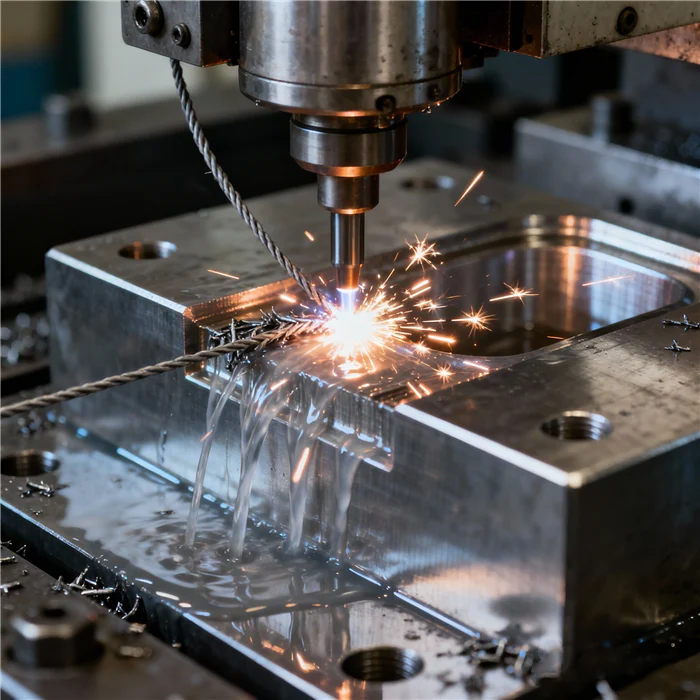
Qual è il principio di funzionamento dell'elettroerosione a filo?
L'elettroerosione a filo (Electrical Discharge Machining) taglia i materiali conduttivi generando scintille elettriche ad alta tensione tra un sottile filo metallico (in genere molibdeno o ottone) e il pezzo da lavorare. L'alta temperatura istantanea (fino a diverse migliaia di gradi Celsius) fonde e vaporizza il materiale, mentre l'acqua deionizzata elimina i detriti fusi. L'intero processo è controllato con precisione da un sistema CNC.
Quale precisione può raggiungere l'elettroerosione a filo?
L'elettroerosione a filo raggiunge in genere una precisione di ±0,002-0,005 mm con una rugosità superficiale inferiore a Ra0,8μm.
Vantaggi:
- Può tagliare fessure strette (0,05 mm di larghezza) e angoli interni taglienti (R0,1 mm o meno);
- Elevata precisione di posizionamento ripetitivo per la produzione di massa;
- Spesso non richiede una successiva lucidatura.
Caso: Nel settore aerospaziale, i fori di raffreddamento delle pale delle turbine devono essere lavorati con una tolleranza di ±0,003 mm, rendendo l'elettroerosione a filo l'unica soluzione possibile.
Qual è l'efficienza dell'elettroerosione a filo rispetto alla fresatura?
Caratteristiche di efficienza:
- Velocità del pezzo singolo: più lenta della fresatura (~50-200 mm²/min), ma ideale per forme complesse;
- Vantaggio della produzione di massa: Consente un funzionamento non presidiato 24 ore su 24, 7 giorni su 7, grazie all'infilatura automatica del filo (AWT) e alla programmazione CNC;
- Adattabilità al materiale: Più efficiente della fresatura per i materiali duri (es. HRC60+).
Confronto con la fresatura:
- Vantaggi: Nessuna forza di taglio (impedisce la deformazione del pezzo); può lavorare materiali ultra duri;
- Svantaggi: Più lento della fresatura; può formare strati di ossido che richiedono una post-pulizia.
L'elettroerosione a filo crea strati di ossido sulle superfici? Come gestirli?
Cause dello strato di ossido: Le scintille ad alta temperatura ossidano la superficie, formando uno strato nero/grigio di 0,01-0,05 mm di spessore.
Metodi di trattamento:
- Rimozione meccanica: Smerigliatura con carta vetrata, sabbiatura;
- Pulizia chimica: Lavaggio acido o alcalino;
- Lucidatura elettrochimica: migliora la finitura superficiale.
Pratica del settore: Per gli impianti medici, gli strati di ossido devono essere completamente rimossi per garantire la biocompatibilità.
Quali rischi per la sicurezza esistono nell'elettroerosione a filo? Come prevenirli?
Rischi principali:
- Scossa elettrica: le scintille ad alta tensione possono causare folgorazione;
- Lesioni meccaniche: Rottura del filo o espulsione del pezzo;
- Incendio: Conducibilità anomala dell'acqua deionizzata o di refrigeranti infiammabili a base di olio.
Misure di prevenzione:
- Protezione delle apparecchiature: Installare una protezione contro i fulmini e pulsanti di arresto di emergenza;
- Norme operative: Non toccare mai il filo; tenere chiusi i quadri elettrici durante la lavorazione;
- Controllo dell'ambiente: Mantenere asciutte le aree di lavoro e ispezionare regolarmente i refrigeranti.
Quali fattori incidono sui costi dell'elettroerosione a filo?
Componenti di costo:
- Ammortamento delle attrezzature: Le macchine di fascia alta costano ~$70.000-$280.000;
- Materiali di consumo: Filo (~$70-$280 per rotolo), acqua deionizzata (richiede una sostituzione regolare);
- Consumo energetico: ~5-15kWh per ora di lavorazione;
- Costi di manodopera: Richiede programmatori/operatori qualificati.
Suggerimenti per l'ottimizzazione:
- Produzione di massa: Ridurre l'intervento manuale con la programmazione CNC;
- Selezione del materiale: Privilegiare i materiali altamente conduttivi (ad esempio, il rame) per ridurre i tempi di lavorazione;
- Ottimizzazione del processo: Utilizzare la lavorazione di sgrossatura e finitura in due fasi per bilanciare efficienza e precisione.