

Vor dem Hintergrund der Gewichtsreduzierung im Automobilbau, der Kostenkontrolle und der kontinuierlichen Verbesserung der optischen Qualität, Automobil Kunststoffteile sind aus der Innen- und Außenverkleidung, bei funktionalen Verbindungselementen, verschleißfesten beweglichen Bauteilen und in Fluidtechnik-Anwendungen nicht mehr wegzudenken. Im Vergleich zu Metallwerkstoffen zeichnen sich Kunststoffe durch eine geringe Dichte, hohe Formbarkeit, größere Gestaltungsfreiheit, gute Korrosionsbeständigkeit und eine hohe Eignung für die integrierte Fertigung komplexer Strukturen aus.
Dieser Artikel befasst sich mit sieben Arten von Kunststoffen, die häufig in Automobilteilen verwendet werden: PP, ABS, PC-ABS, POM, PE, ASA und PA6, und analysiert diese systematisch unter den Gesichtspunkten der Leistungsmerkmale, typischen Anwendungsbereiche, Verarbeitungsprozesse und der Eignung für Oberflächenbehandlungen.

Gängige Kunststoffe für Kfz-Zubehör
PP: Leichtes und kostengünstiges Material für Innen- und Außenverkleidungen
Polypropylen (PP) ist ein in der Automobilindustrie weit verbreiteter Werkstoff für Innen- und Außenverkleidungsteile, der sich durch eine geringe Dichte, geringe Wasseraufnahme, gute chemische Beständigkeit, gute Verarbeitbarkeit und niedrige Kosten auszeichnet. PP eignet sich besonders für die Herstellung von großformatigen, leichten und kostensensiblen Teilen wie Stoßfängerverkleidungen, Armaturenbrettgehäusen, Türverkleidungen, Säulenverkleidungen, Ablagefächern und Sitzverkleidungen.
Aus verarbeitungstechnischer Sicht weist PP eine gute Fließfähigkeit auf und eignet sich für das Spritzgießen großflächiger, dünnwandiger Teile. Allerdings verfügt PP nur über eine begrenzte Wärmeformbeständigkeit, und seine Steifigkeit sowie Maßhaltigkeit sind nicht so gut wie bei technischen Kunststoffen,
Bei der Produktkonstruktion ist es wichtig, besonders auf die Gleichmäßigkeit der Wandstärken, die Anordnung der Versteifungsrippen, die Schrumpfungsrate und die Verformung durch Verzug zu achten. Bei der Formkonstruktion sollten der Entformungswinkel und die Position des Angusses sinnvoll festgelegt werden, um das Risiko von Schweißnähten, Fließspuren und Verformungen zu verringern.
ABS: Werkstoff für Automobilteile mit hoher dekorativer Oberflächenwirkung
ABS vereint relativ gute Zähigkeit, Verarbeitbarkeit, Formstabilität und optische Attraktivität. Der größte Vorteil von ABS liegt in seiner guten optischen Qualität und der einfachen Lackierbarkeit, Galvanisierbarkeit, Bedruckbarkeit, Schweißbarkeit und Verklebbarkeit, weshalb es häufig für galvanisierte Kühlergrills, Zierleisten, Rückspiegelgehäuse, Bedienknöpfe, Bedienfelder für Klimaanlagen und Instrumententafelabdeckungen im Automobilbereich verwendet wird.
Die Einschränkungen von ABS liegen vor allem darin, dass seine Witterungsbeständigkeit, Chemikalienbeständigkeit und Hitzebeständigkeit relativ durchschnittlich sind. Herkömmliches ABS ist nicht für den langfristigen Einsatz unter starker UV-Strahlung, hohen Temperaturen und in Umgebungen mit komplexen chemischen Medien geeignet. Für Außenverkleidungsteile oder Teile mit hohen Anforderungen an die Witterungsbeständigkeit sollten witterungsbeständiges ABS, ASA oder PC/ABS als Ersatz in Betracht gezogen werden.
Bei der Konstruktion sollten ABS-Teile eine gleichmäßige Wandstärke aufweisen und Einfallstellen, Gasblasen sowie Schweißnähte vermieden werden. Bei hochglänzenden, galvanisierten und lackierten Teilen sind die Oberflächenbeschaffenheit der Form, das Entlüftungssystem und die Kontrolle der inneren Spannungen im Spritzgussverfahren von besonderer Bedeutung.
PC-ABS: Hochwertiger technischer Kunststoff mit ausgewogenen, vielseitigen Eigenschaften
PC-ABS ist ein technischer Kunststoff, der durch die Mischung von PC und ABS entsteht. Er vereint die Hitzebeständigkeit, Zähigkeit und Schlagfestigkeit von PC mit der guten Verarbeitbarkeit und Oberflächenqualität von ABS. Es wird häufig in Automobilkomponenten wie hochwertigen Armaturenbrettgehäusen, Zierblenden für die Mittelkonsole, Lenksäulenabdeckungen, Airbagabdeckungen, Lüftungsblenden und galvanisierten Türgriffen verwendet. PC/ABS eignet sich für Kunststoffteile im mittleren bis oberen Preissegment der Automobilindustrie, die Anforderungen an Festigkeit, Optik, Wärmebeständigkeit und Formstabilität stellen.
Bei der Verarbeitung stellen PC-ABS-Werkstücke relativ hohe Anforderungen an die Steuerung der Materialtrocknung, der Schmelztemperatur und der Formtemperatur. Bei unzureichender Trocknung können silberne Streifen, Blasen und Oberflächenfehler auftreten. Bei der Produktkonstruktion sollte vermieden werden, dass Schweißnähte auf Sichtflächen und in Bereichen mit hoher Belastung liegen, und es sollte durch eine sinnvolle Angussgestaltung für eine gleichmäßige Schmelzfüllung gesorgt werden.
POM: Funktionsmaterial für Verschleißfestigkeit und als Metallersatz
Polyoxymethylen (POM) ist ein typischer teilkristalliner Konstruktionskunststoff, der sich durch hohe Festigkeit, hohe Steifigkeit, einen niedrigen Reibungskoeffizienten, hervorragende Verschleißfestigkeit und gute Ermüdungsbeständigkeit auszeichnet. Seine spezifische Festigkeit und spezifische Steifigkeit liegen nahe an denen einiger metallischer Werkstoffe, weshalb es häufig in verschleißfesten Automobilteilen, Gleitteilen, Klammern, Halterungen und Verriegelungsmechanismen eingesetzt wird.
Zu den typischen Anwendungsbereichen von POM zählen Türgriffe, Stoßfängerhalterungen, hochfeste Klammern, Sitzverstellmechanismen, Fensterhebersysteme und Komponenten für Sicherheitsgurtschnallen. Bei Bauteilen, die wiederholt ein- und ausgebaut werden, Gleitreibung ausgesetzt sind oder langfristigen Belastungen standhalten müssen, bietet POM deutliche Vorteile.
Allerdings weist POM eine relativ hohe Schrumpfungsrate auf, und die Maßhaltigkeit ist relativ schwer zu gewährleisten; auch seine Temperaturbeständigkeit und seine Flammhemmung unterliegen gewissen Einschränkungen. Bei der Konstruktion muss ein ausreichender Schrumpfungszuschlag einkalkuliert werden, wobei den Ansätzen von Klammern, dünnwandigen Bereichen und Spannungskonzentrationsbereichen besondere Aufmerksamkeit geschenkt werden sollte. Formtemperatur, Nachdruck, Kühlsystem und Angussposition beeinflussen die Maßhaltigkeit von POM-Teilen.

PE: Schutzmaterial mit hervorragender Kältebeständigkeit und chemischer Beständigkeit
Polyethylen (PE) zeichnet sich durch Ungiftigkeit und Geruchsneutralität, geringe Wasseraufnahme, gute Kältebeständigkeit, gute chemische Beständigkeit, hervorragende elektrische Isolierung sowie niedrige Verarbeitungskosten aus. PE-Material wird häufig für Kraftstofftanks in Fahrzeugen, Schutzschläuche für Kabelbäume, Kofferraummatten, Autoteppiche, Kühlwasserleitungen und Kotflügelverkleidungen verwendet.
Die Hauptvorteile von PE-Teilen sind ihre Kältebeständigkeit, ihre Beständigkeit gegenüber chemischen Medien und ihre gute Flexibilität, wodurch sie sich für Schutz-, Behälter-, Rohrleitungs- und leicht belastete Teile eignen. Die Hitzebeständigkeit und mechanische Festigkeit von PE sind jedoch relativ begrenzt, sodass es sich nicht für hochtemperaturbeständige, hochsteife oder stark belastete Konstruktionsteile eignet. Bei langfristiger Einwirkung von Licht, Wärme und Ozon kann PE zudem altern; daher müssen bei exponierten PE-Anwendungen in der Regel Modifikationen zur Antioxidations- und UV-Schutzbehandlung in Betracht gezogen werden.
Bei der Konstruktion sollten PE-Teile nicht mit hohen strukturellen Belastungen beaufschlagt werden; stattdessen sollte der Schwerpunkt auf der Gewährleistung einer gleichmäßigen Wandstärke, der Vermeidung von Schrumpfungsverformungen und der Gewährleistung einer guten Entformbarkeit liegen. Bei Kraftstofftanks und Rohrleitungsprodukten müssen zudem die Medienbeständigkeit, die Barriereeigenschaften und das Langzeitverhalten bei Umgebungsalterung berücksichtigt werden.
ASA: Hochwetterbeständiges Material, geeignet für Karosserieverkleidungen
ASA ist ein Acrylnitril-Styrol-Acrylat-Copolymer. Im Vergleich zu ABS liegt der herausragende Vorteil von ASA in der besseren Witterungsbeständigkeit. Es verfügt über eine relativ gute Schlagzähigkeit, Wärmebeständigkeit, Chemikalienbeständigkeit und Oberflächenglanz und eignet sich besonders für Karosserieverkleidungsteile im Automobilbereich, die über lange Zeiträume Sonnenlicht, Regenwasser und Temperaturschwankungen ausgesetzt sind.
ASA wird häufig für Rückspiegelgehäuse, Zierteile für den Außenbereich, Säulenverkleidungen, Teile im Bereich des Kühlergrills sowie lackfreie Zierteile verwendet. Bei Zierteilen für den Außenbereich, bei denen langfristig Farbstabilität und Oberflächenstruktur erhalten bleiben müssen, ist ASA in der Regel zuverlässiger als herkömmliches ABS.
Die größten Einschränkungen von ASA sind seine relativ hohen Kosten sowie die Tatsache, dass die Verklebbarkeit und das Schmelzverhalten mit bestimmten Materialien unter Umständen nicht optimal sind. Bei der Verarbeitung sollte auf eine gleichmäßige Wandstärke geachtet werden, die Formtemperatur und die Oberflächengüte sollten kontrolliert werden, und Fließspuren, Schweißnähte sowie Farbunterschiede auf den sichtbaren Oberflächen sollten vermieden werden. Bei unlackierten ASA-Teilen bestimmen die Oberflächenqualität der Form und die Formstabilität direkt das endgültige Erscheinungsbild.
PA6: Hochfestes und hochzähes Material für funktionale Automobilbauteile
Polyamid 6, abgekürzt PA6, zeichnet sich durch hohe mechanische Festigkeit, gute Zähigkeit, gute Verschleißfestigkeit, ausgezeichnete Ölbeständigkeit und relativ gute Kältebeständigkeit aus. Durch Glasfaserverstärkung lassen sich die Steifigkeit, die Wärmeformbeständigkeitstemperatur und die Dimensionsstabilität von PA6 weiter verbessern.
PA6 wird häufig für Sicherheitsgurtkomponenten, Verbindungselemente, Zahnräder, Halterungen, Motorperipherieteile, Klammern und ölbeständige Funktionsteile verwendet. Im Vergleich zu PP und ABS eignet sich PA6 besser für höhere mechanische Belastungen oder anspruchsvolle Einsatzbedingungen.
Ein Nachteil von PA6 ist seine hohe Wasseraufnahmefähigkeit. Die Feuchtigkeitsaufnahme führt zu Maßänderungen und beeinträchtigt die mechanischen Eigenschaften sowie die Montagetoleranzen. Daher muss PA6 vor der Verarbeitung vollständig getrocknet werden, und Maßänderungen nach der Feuchtigkeitsaufnahme sollten bei der Konstruktion berücksichtigt werden. Bei glasfaserverstärktem PA6 muss zudem auf die Ausrichtung der Glasfasern, Verformungen durch Verziehen sowie auf an der Oberfläche hervorstehende Faserbürsten geachtet werden.

Auswahlkriterien für Kunststoffteile im Automobilzubehörbereich
Die Auswahl von Kunststoffen für die Automobilindustrie darf sich nicht nur auf einen einzigen Leistungsindikator stützen, sondern sollte unter Berücksichtigung der Bauteilfunktion, der Einsatzbedingungen, des Formverfahrens, der Anforderungen an das Erscheinungsbild und der Kostenziele umfassend beurteilt werden:
Für großformatige, kostengünstige und leichte Verkleidungsteile für den Innen- und Außenbereich ist PP eine häufig bevorzugte Wahl;
Bei Zierteilen mit hohen Anforderungen an das Erscheinungsbild, bei der Galvanisierung und bei der Lackierung bietet ABS größere Vorteile;
Für Komponenten der mittleren bis oberen Preisklasse, an die relativ hohe Anforderungen hinsichtlich Hitzebeständigkeit, Zähigkeit, Optik und Formstabilität gestellt werden, ist PC/ABS besser geeignet;
Für verschleißfeste, reibungsarme und als Metallersatz dienende Bauteile ist POM ein typisches Werkstoff der Wahl;
Bei kältebeständigen, chemikalienbeständigen und schützenden Bauteilen weist PE ein relativ gutes Preis-Leistungs-Verhältnis auf;
Bei Verkleidungsteilen für den langfristigen Einsatz im Außenbereich ist ASA stabiler als herkömmliches ABS;
Bei hochfesten, verschleißfesten und ölbeständigen Funktionsteilen bietet PA6, insbesondere verstärkte, modifizierte PA6-Werkstoffe, deutliche Vorteile hinsichtlich Festigkeit und Langlebigkeit.
Oberflächenbehandlungsmöglichkeiten für Kunststoffzubehör
Nachdem Kunststoffteile für die Automobilindustrie verarbeitet wurden, können sie nicht direkt eingebaut und verwendet werden. Um ihre Haltbarkeit und Witterungsbeständigkeit zu verbessern, ist eine geeignete Oberflächenbehandlung unerlässlich. Im Folgenden führe ich einige Behandlungsverfahren auf, die wir häufig anwenden:
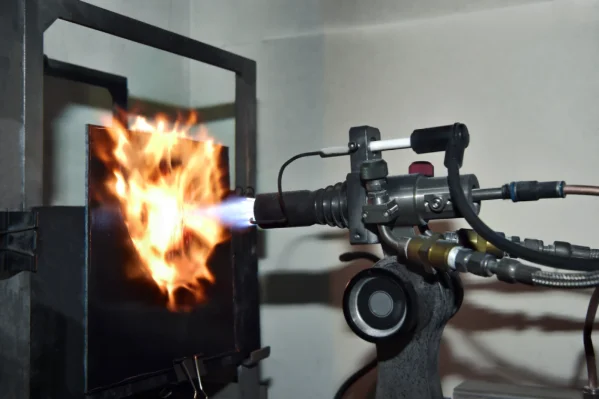
Die Flammbehandlung eignet sich vor allem für Materialien mit niedriger Oberflächenenergie wie PP und PE und wird häufig als Vorbehandlung vor dem Lackieren von Stoßfängern, Seitenschwellern, Radkästen und Schutzverkleidungen im Außenbereich eingesetzt. Sie dient dazu, die Oberflächenenergie von Kunststoffen zu erhöhen, die Haftung von Lack und Klebstoffen zu verbessern und die Lackschicht auf Karosserieteilen stabiler zu machen.
Die Plasmabehandlung eignet sich für viele Kunststoffe wie PP, PE, POM, PA6 und PC-ABS und ist besonders für Bereiche geeignet, die lokal verklebt, ummantelt oder lackiert werden sollen. Ihre Funktion besteht darin, die Materialoberfläche zu reinigen und zu aktivieren, die Haftkraft von Beschichtungen, Klebstoffen und Dichtstoffen zu verbessern sowie die Montagezuverlässigkeit bei ummantelten Teilen im Fahrzeuginnenraum, Zierteilen für Türverkleidungen und funktionalen Verbindungselementen zu erhöhen.
Die Corona-Behandlung wird vor allem bei PP- und PE-Folien, Platten, Etikettenträgern und weichen Verkleidungsmaterialien eingesetzt. Sie dient dazu, die Oberflächenspannung des Materials durch Hochspannungsentladung zu erhöhen, wodurch Tinten, Beschichtungen und Klebeschichten besser haften. Sie wird häufig für Schutzfolien im Automobilbereich, Dekorfolien, Beschriftungsfolien und Verkleidungsplatten für den Innenraum verwendet.
Die Grundierung eignet sich für schwer zu verklebende Kunststoffe wie PP, PE und POM und kann zudem zur Verbesserung der Haftung vor dem Lackieren oder Verkleben von ABS, PC/ABS und PA6 eingesetzt werden. Sie dient dazu, eine Übergangsschicht zwischen dem Kunststoffsubstrat und der Beschichtung zu bilden, die Beständigkeit gegen feuchte Hitze, kochendes Wasser und Temperaturwechselbeanspruchung zu verbessern, und wird häufig für die Lackierung von Stoßfängern, die Innenverkleidung sowie das Verkleben von Kunststoffverkleidungen eingesetzt.
Die Lackbehandlung eignet sich für ABS, PC/ABS, ASA und PA6 sowie für PP und PE nach einer Oberflächenaktivierung. Sie dient dazu, die Farbkonsistenz, den Oberflächenglanz, die Kratzfestigkeit und die Chemikalienbeständigkeit zu verbessern. Sie wird häufig für Zierblenden der Mittelkonsole, Bedienfelder von Klimaanlagen, Lüftungsblenden, Stoßfänger und Rückspiegelgehäuse verwendet und kann die optische Textur der Innen- und Außenverkleidung von Fahrzeugen deutlich verbessern.
Die Galvanisierungsbehandlung eignet sich vor allem für ABS und galvanisierungsfähiges PC/ABS. Sie dient dazu, Kunststoffteilen einen metallischen Glanz und eine höhere Oberflächenhärte zu verleihen. Sie wird häufig für Kühlergrills, Zierleisten, Türgriffverkleidungen, Lüftungsdüsen, Bedienknöpfe und Fahrzeuglogos verwendet, um bei leichten Kunststoffteilen einen metallischen Optik-Effekt zu erzielen.
Die Vakuumbeschichtung eignet sich für ABS, PC/ABS, PC, bestimmte ASA-Typen sowie für Kunststoffteile, die mit einer Grundierung vorbehandelt wurden. Sie dient dazu, metallische Dekoreffekte wie Hell-Silber, Schwarz-Chrom und Gunmetal zu erzeugen, wobei der Gewichtsvorteil von Kunststoffteilen erhalten bleibt. Sie wird häufig für Zierleisten an der Mittelkonsole, Zierringe an Lüftungsdüsen, Drehknöpfe, Tasten und Zierteile im Armaturenbereich verwendet.
Siebdruck, Tampondruck und Thermotransferdruck sind auf ABS, PC/ABS, PA6 und ASA sowie auf durch Oberflächenaktivierung vorbehandeltem PP und PE anwendbar. Ihre Aufgabe besteht darin, Texte, Symbole und dekorative Muster auf der Oberfläche von Kunststoffteilen zu erzeugen. Sie werden häufig für Klimaanlagenblenden, Schalterknöpfe, Mittelkonsolentasten, Funktionsknöpfe und Etiketten für Ablagefächer verwendet und verbessern so die funktionale Erkennbarkeit und die Detailqualität von Innenraumteilen im Automobilbereich.
Lasergravur und Lasermarkierung eignen sich für Materialien wie ABS, PC/ABS, PA6, POM und ASA. Ihre Funktion besteht darin, verschleißfeste, klare und dauerhafte Zeichen, Muster, QR-Codes oder Chargenkennzeichnungen zu erzeugen. Sie werden häufig für hintergrundbeleuchtete Tasten, Fensterschalter, Lenkradtasten, Klammern, Zahnräder, Halterungen und sicherheitsrelevante Teile verwendet und können die Erkennbarkeit bei Nacht sowie die Rückverfolgbarkeit der Qualität verbessern.
Die Nachbildung von Lederstruktur und Oberflächenätzung eignet sich für Spritzgussteile aus PP, ABS, PC/ABS, ASA, PA6 und andere Materialien. Ihre Funktion besteht darin, beim Formpressen direkt Leder-, Sand-, Matt- oder Kunstleder-Strukturen zu erzeugen. Sie werden häufig für Armaturenbretter, Türverkleidungen, Säulenverkleidungen, Sitzverkleidungen, Ablagefächer und Schutzverkleidungen im Außenbereich verwendet und können den Kunststoffcharakter mindern, Reflexionen reduzieren sowie leichte Kratzer kaschieren.
Die Soft-Touch-Beschichtung eignet sich vor allem für ABS, PC/ABS, bestimmte PA6-Typen und vorbehandeltes PP. Sie dient dazu, die Haptik von Kunststoffteilen zu verbessern und den Komfort im Innenraum sowie das Gefühl von hochwertiger Qualität zu steigern. Sie wird häufig für Mittelkonsolen, Armlehnen an den Türverkleidungen, Abdeckungen von Ablagefächern und bestimmte Bereiche des Armaturenbretts verwendet, wodurch die Kontaktflächen für die Passagiere weicher und strukturierter werden.
Witterungsbeständige Klarlacke und UV-Schutzbeschichtungen eignen sich für Außenverkleidungsteile aus ASA, ABS, PC/ABS und PP sowie für bestimmte freiliegende PE-Teile. Sie dienen dazu, die Beständigkeit gegen UV-Alterung, die Kratzfestigkeit und die Farbbeständigkeit zu verbessern. Sie werden häufig für Rückspiegelgehäuse, Zierleisten für den Außenbereich, Säulenverkleidungen, Teile am Rand des Kühlergrills und Spoiler verwendet, wodurch die Außenverkleidungsteile von Fahrzeugen langfristig ihren Glanz und ihre Farbstabilität behalten.
Die Fluorierungsbehandlung eignet sich vor allem für PE, insbesondere für Kraftstofftanks und Kraftstoffleitungen aus HDPE im Automobilbereich. Sie dient dazu, die Durchlässigkeit für Kraftstoff und organische Medien zu verringern, die Barriereeigenschaften und die Beständigkeit gegenüber chemischen Medien zu verbessern sowie die Kraftstoffverdunstung in Kraftstoffsystemen von Kraftfahrzeugen zu reduzieren, wodurch die Umweltverträglichkeit und die langfristige Sicherheit erhöht werden.
Selbstschmierende Modifikationen und verschleißfeste Beschichtungen kommen vor allem bei POM-, PA6- und einigen funktionalen PC/ABS-Teilen zum Einsatz. Ihre Funktion besteht darin, den Reibungskoeffizienten zu verringern, Verschleiß und ungewöhnliche Geräusche zu reduzieren, und sie werden häufig für Sitzverstellmechanismen, Fensterhebersysteme, Türverriegelungsmechanismen, Klammern, Zahnräder, Schieber und Komponenten von Sicherheitsgurtschnallen verwendet, wodurch die Laufruhe und Lebensdauer beweglicher Mechanismen verbessert wird.
Insgesamt zielt die Oberflächenbehandlung von PP und PE darauf ab, die Haftung zu verbessern;
Bei ABS und PC/ABS steht die dekorative Wirkung im Vordergrund;
Bei POM und PA6 stehen Verschleißfestigkeit, Markierbarkeit und funktionale Zuverlässigkeit im Vordergrund;
ASA legt den Schwerpunkt auf Witterungsbeständigkeit, eine lackfreie Optik und langfristige Farbbeständigkeit. Oberflächenbehandlungsverfahren können die optische Qualität und die Montagezuverlässigkeit von Kunststoffzubehörteilen nur dann wirklich verbessern, wenn sie auf die Materialeigenschaften und die Anforderungen an die Verwendung der Zubehörteile abgestimmt sind.
Gängige Verarbeitungsverfahren und geeignete Materialien
Die Auswahl der Verarbeitungsverfahren für Kunststoffzubehörteile im Automobilbereich sollte unter Berücksichtigung der Materialeigenschaften, der Bauteilkonstruktion, der Anforderungen an das Erscheinungsbild sowie der Produktionsmenge umfassend geprüft werden. Im Folgenden liste ich die Verarbeitungsverfahren für unsere technischen Kunststoffe auf.
Das Spritzgießen ist das am häufigsten verwendete Verfahren zur Herstellung von Kunststoffteilen für die Automobilindustrie und eignet sich für PP, ABS, PC-ABS, POM, PE, ASA und PA6. Davon eignet sich PP für großformatige Innen- und Außenverkleidungsteile wie Stoßfänger, Türverkleidungen und Armaturenbretter; ABS und PC-ABS eignen sich für Mittelkonsolen, Lüftungsdüsen, Zierteile und galvanisierte Teile; POM eignet sich für verschleißfeste Funktionsteile wie Clips, Zahnräder und Schieber; ASA eignet sich für Rückspiegelgehäuse und Außenverkleidungsteile; PA6 eignet sich für Strukturhalterungen, Verbinder und ölbeständige Funktionsteile. Die Vorteile des Spritzgießens sind eine hohe Produktionseffizienz und eine gute Maßhaltigkeit, wodurch es sich für die Massenfertigung von Kunststoffteilen für die Automobilindustrie eignet.
CNC-Bearbeitung ist vor allem für ABS, PC/ABS, POM und PA6 geeignet und kann auch für die Prototypenfertigung aus PP und PE eingesetzt werden. Dieses Verfahren wird häufig für die Prototypenvalidierung, die Testproduktion in Kleinserien, Montagetests und die Herstellung von Funktionsmustern für Kunststoffteile in der Automobilindustrie eingesetzt. ABS und PC/ABS eignen sich für die Herstellung von Optikmustern und Mustern für Innenverkleidungen, während POM und PA6 für die Herstellung von Teilen zur Funktionsprüfung wie Clips, Zahnrädern, Halterungen und Schiebern geeignet sind. Die Vorteile der CNC-Bearbeitung liegen darin, dass keine formelle Form erforderlich ist, der Entwicklungszyklus kurz ist und die Maßgenauigkeit hoch ist, was sie für eine schnelle Montagebewertung vor der Serienfertigung von Automobilzubehör geeignet macht.

Schnellwerkzeugbau Spritzgießen ist für PP, ABS, PC/ABS, POM, ASA und PA6 geeignet und wird hauptsächlich für die Testfertigung in Kleinserien sowie zur Überprüfung vor der Serienproduktion von Kunststoffzubehör für die Automobilindustrie eingesetzt. Im Vergleich zur CNC-Bearbeitung kann das Rapid-Tooling-Spritzgießen näher am endgültigen Serienmaterial und am endgültigen Formzustand liegen, sodass es sich besser zur Überprüfung von Schrumpfungsrate, Verzug, Angussnähte, Oberflächenqualität und Montagegenauigkeit eignet. Dieses Verfahren wird häufig für die Verifizierung von Stoßfängern in Kleinserien, die Testproduktion von Innenraum-Zierteilen, die Prüfung der Clip-Funktion und die Farbanpassung von Außenverkleidungen eingesetzt.
Das Extrusionsformen eignet sich vor allem für PE, PP, PA6 und ASA und kann auch für bestimmte ABS-Profile oder -Platten verwendet werden. PE wird häufig für Schutzschläuche für Kabelbäume, Rohre, Dichtungs- und Schutzteile sowie Kühlwasserleitungen verwendet; PP kann für Platten, Schutzverkleidungen und bestimmte Materialien für Innenausstattungen eingesetzt werden; PA6 kann für verschleißfeste Rohre und Funktionsprofile verwendet werden; ASA wird häufig als witterungsbeständige, coextrudierte Außenschicht eingesetzt, um die UV-Beständigkeit und Farbstabilität auf der Oberfläche von Außenverkleidungsteilen zu verbessern. Das Extrusionsformen eignet sich für Produkte mit durchgehendem Querschnitt und bietet die Vorteile einer hohen Produktionseffizienz, einer hohen Materialausnutzung sowie der Eignung für die Herstellung langer Automobilteile.
Das Blasformen eignet sich vor allem für PE, insbesondere HDPE, und kann auch für bestimmte Hohlkörper aus PP eingesetzt werden. Dieses Verfahren wird häufig für Kraftstofftanks, Luftkanäle, Vorratsbehälter, Lüftungskanäle und bestimmte hohle Schutzteile in der Automobilindustrie verwendet. Durch das Blasformen lassen sich aus PE hohle, leichte und chemikalienbeständige Automobilteile herstellen; das Verfahren eignet sich besonders für Bauteile, die Anforderungen an Kältebeständigkeit, Kraftstoffbeständigkeit und Schlagfestigkeit erfüllen müssen. Der Vorteil des Blasformens besteht darin, dass es sich für die Herstellung komplexer Hohlkörper eignet und das Gewicht der Teile reduzieren kann.
Das Thermoformen und Vakuumformen eignet sich vor allem für ABS-, PP-, PE-, ASA- und einige PC/ABS-Platten. ABS eignet sich für die Herstellung von Innenverkleidungsteilen und Zierblenden mit höheren Anforderungen an das Erscheinungsbild; PP und PE eignen sich für Kofferraummatten, Fußmatten, Kotflügelverkleidungen und Schutzverkleidungen; ASA eignet sich für witterungsbeständige Außenverkleidungsteile; PC/ABS kann für einige hochfeste Innenverkleidungsteile verwendet werden. Dieses Verfahren eignet sich für großflächige, dünnwandige, schalenförmige Kunststoffteile für die Automobilindustrie, weist niedrige Formkosten auf und ist für die Fertigung von Verkleidungsteilen in mittleren und kleinen Serien oder in großen Abmessungen geeignet.
Das Rotationsformen eignet sich vor allem für PE und ist besonders für große, hohle, wenig beanspruchte und chemikalienbeständige Behälterteile geeignet. Im Automobilbereich kann es für spezielle Flüssigkeitsbehälter, Schutzgehäuse und großformatige Kunststoffkästen in Niedriggeschwindigkeitsfahrzeugen oder Spezialfahrzeugen eingesetzt werden. Das Rotationsformen stellt geringe Anforderungen an den Formdruck und eignet sich für die Herstellung großer Hohlkörper mit relativ gleichmäßiger Wandstärke, jedoch sind seine Maßgenauigkeit und Produktionseffizienz in der Regel nicht so gut wie beim Spritzgießen und Blasformen.
Das Formpressverfahren eignet sich vor allem für verstärkte PP- und PA6-Verbundwerkstoffe sowie für bestimmte Formmassen und wird zur Herstellung von Schutzverkleidungen für die Automobilindustrie, Unterbodenschutz, Schutzteilen für Batteriepacks und strukturellen Verkleidungsteilen eingesetzt. Dieses Verfahren eignet sich für die Herstellung von Automobilkomponenten aus Kunststoff oder Verbundwerkstoffen mit großer Oberfläche, hohen Festigkeitsanforderungen und relativ gleichmäßiger Dicke. Sein Vorteil besteht darin, dass die Materialorientierung und die inneren Spannungen relativ gut kontrollierbar sind, wodurch es sich für bestimmte leichte Struktur- und Schutzteile eignet.
Das Schweißen ist kein eigenständiges Formverfahren, wird jedoch bei der Montage von Kunststoffteilen für die Automobilindustrie häufig eingesetzt und eignet sich für PP, PE, ABS, PC/ABS, PA6 sowie bestimmte ASA-Typen. Zu den gängigen Verfahren gehören Ultraschallschweißen, Heißplattenschweißen, Vibrationsreibschweißen und Laserschweißen. PP und PE werden häufig für die Verbindung von Rohrleitungen, Behältern und Schutzverkleidungen verwendet; ABS und PC/ABS kommen oft bei Innenausstattungsteilen, Lampenperipherieteilen und Gehäusemontagen zum Einsatz; PA6 kann für Funktionsgehäuse und strukturelle Verbindungselemente verwendet werden. Der Zweck der Schweißverarbeitung besteht darin, zuverlässige Verbindungen zwischen Kunststoffteilen herzustellen und den Einsatz von Schrauben, Klebstoffen und Metallverbindungselementen zu reduzieren.
Der 3D-Druck eignet sich vor allem für ABS, ASA, PA6 und einige Materialien vom Typ PC/ABS und wird häufiger für die frühe Designüberprüfung, die Begutachtung des Erscheinungsbilds, die Montagesimulation und die Funktionsprüfung von Kunststoffzubehörteilen für die Automobilindustrie eingesetzt. ASA eignet sich für Muster, die eine gewisse Witterungsbeständigkeit erfordern, ABS eignet sich für Muster zur Innenraumoptik und PA6 eignet sich für bestimmte Teile zur Überprüfung der funktionalen Festigkeit. Der 3D-Druck ist nicht als Hauptfertigungsverfahren für die Massenproduktion von Kunststoffteilen für die Automobilindustrie geeignet, kann jedoch in der Forschungs- und Entwicklungsphase schnell strukturelle Konzepte verifizieren und den Entwicklungszyklus verkürzen.
Schritte zur Herstellung von Prototypen für maßgeschneiderte Kunststoffzubehörteile für die Automobilindustrie
Der Prozess zur Herstellung von Prototypen für maßgeschneiderte Kunststoffzubehörteile für die Automobilindustrie verläuft in der Regel wie folgt: Zunächst werden die Einbauposition, die Funktion, die Abmessungen, die Toleranzen, das Erscheinungsbild und die Leistungsanforderungen des Zubehörteils geklärt; anschließend wird das Modell anhand von Zeichnungen, 3D-Modellierung oder 3D-Scans erstellt und es werden geeignete Kunststoffmaterialien wie ABS, POM usw. ausgewählt; Anschließend werden je nach Anforderungen Verfahren wie CNC-Bearbeitung, 3D-Druck und andere Verfahren zur Herstellung von Mustern ausgewählt; Nach Fertigstellung werden Oberflächenbehandlungen wie Schleifen, Lackieren, Polieren und Siebdruck durchgeführt sowie Maßprüfungen, Montageüberprüfungen und Funktionstests vorgenommen; schließlich werden das Material oder das Design entsprechend den Testergebnissen angepasst und schrittweise für die Kleinserien- oder Serienfertigung optimiert.
Schlussfolgerung
Die Entwicklung von Kunststoffteilen für die Automobilindustrie ist im Wesentlichen ein Balanceakt zwischen Materialleistung, Verarbeitungsprozessen, Oberflächenqualität, Montagezuverlässigkeit und Kostenkontrolle. PP eignet sich für leichte und äußerst kostengünstige Anwendungen, ABS für Teile mit hohen dekorativen Ansprüchen, PC/ABS für Komponenten im mittleren bis oberen Preissegment mit relativ hohen Anforderungen an die Gesamtleistung, POM eignet sich für verschleißfeste Teile und Metallersatzteile, PE für kältebeständige und chemikalienbeständige Schutzteile, ASA für wetterbeständige Außenverkleidungsteile und PA6 für hochfeste, zähe und ölbeständige Funktionsteile.
Wenn Sie derzeit Fragen zur Verarbeitung von Kunststoffkomponenten für die Automobilindustrie haben oder sich über Preisvergleiche aus einer Hand informieren möchten, können Sie Kontakt unsere Fachingenieure bei Weldo-Bearbeitung.








