
Wenn eine Konstruktion strukturelle Festigkeit, gute Korrosionsbeständigkeit und saubere Optik erfordert, entscheiden sich Ingenieure oft für CNC-Bearbeitung 6082 Aluminium Prototyp Teile, bevor sie in Produktion gehen. Der Prototyp validiert die Funktion, beweist die Machbarkeit von Toleranzen und deckt Kosten- und Zeitrisiken frühzeitig auf, ohne dass die Freiheit zur Iteration verloren geht.
Anforderungen, die einen CNC-gefertigten 6082-Aluminium-Prototyp prägen
Bevor die Späne fliegen, klären Sie die Entscheidungsfaktoren, die für eine erfolgreiche CNC-Bearbeitung 6082 Aluminium Prototyp.
Definieren Sie Funktion und kritische Merkmale
Markieren Sie die Gegenflächen, das Bezugsschema und alle Merkmale, die den Anforderungen entsprechen müssen. ±0,02-0,05 mm. Weisen Sie alle anderen als "Referenz" zu. Mit diesem einzigen Schritt werden oft unnötige Nachbearbeitungsschritte vermieden und die erste Muster nach Plan.
Wählen Sie Temper und Stock
Für Prototypen wählen die meisten Teams 6082-T6 oder T651. T651 ist spannungsarm und hält die Ebenheit auf getaschenen Platten vorhersehbar - ideal für eine erste Versuchsteil wo der Verzug das tatsächliche Einpassungsergebnis verschleiern kann.
Im Vorfeld beenden, nicht danach
Wenn das Design schwarz oder klar eloxiert werden muss, sollten Sie dies in den Prototypenplan aufnehmen. Das Wachstum der Beschichtung wirkt sich auf Bohrungspassungen und Gewindemaße aus; die Planung der Oberflächenbeschichtung vermeidet irreführende Ergebnisse wie "passt im Labor, versagt in der Praxis" während der Pilotprojekt.
Programmierung und Werkzeugbau - Bearbeitbarkeit von 6082
Ein wichtiger Grund für Teams wie CNC-Bearbeitung 6082 Aluminium Prototyp Arbeit ist das freundliche Schneidverhalten der Legierung.
Werkzeugwege, die dünne Wände respektieren
Verwenden Sie hocheffizientes Fräsen und konstanten Werkzeugeinsatz, insbesondere bei tiefen Taschen. Halbschlichtdurchgänge verringern die Spannung vor dem letzten Schnitt. Das Ergebnis ist ein Versuchsteil die die Ebenheit ohne Schleifzeit hält.
Fräserbibliothek und Kühlmittelstrategie
Hartmetall-Schaftfräser mit polierten Spannuten und Flutkühlung sorgen für eine zuverlässige Spanabfuhr bei 6082. Bei kleinen Durchmessern sollten Sie eine Minimalmengenschmierung in Betracht ziehen, um die Integrität der Oberkante zu verbessern - nützlich, wenn die Muster wird perlgestrahlt und anschließend eloxiert.
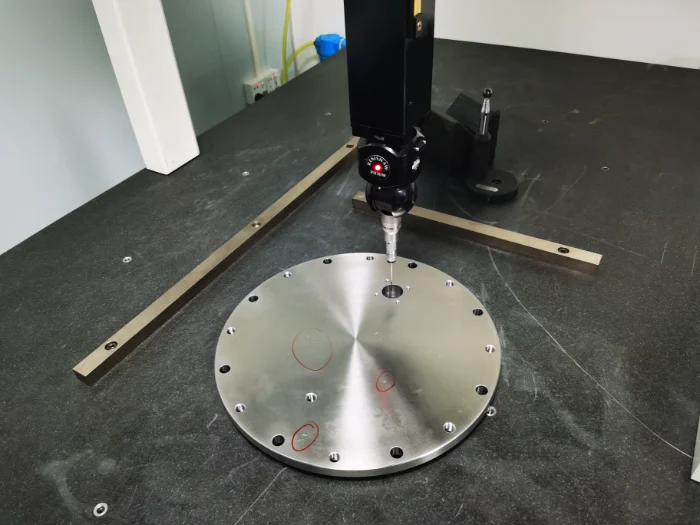
Planung von Inspektionen
Prototypenläufe profitieren von der prozessbegleitenden Messung und den nachgelagerten KMG-Prüfungen nur für die kritischen Merkmale. Eine schlanke DFM-Überprüfung hält die Zykluszeit kurz und garantiert gleichzeitig die wichtigen Messungen.

Toleranzen, GD&T, und was ein Prototyp beweisen sollte
A CNC-Bearbeitung 6082 Aluminium Prototyp ist mehr als ein physisches Muster - es ist ein Prüfstand für die Herstellbarkeit.
Passform, Form, Funktion
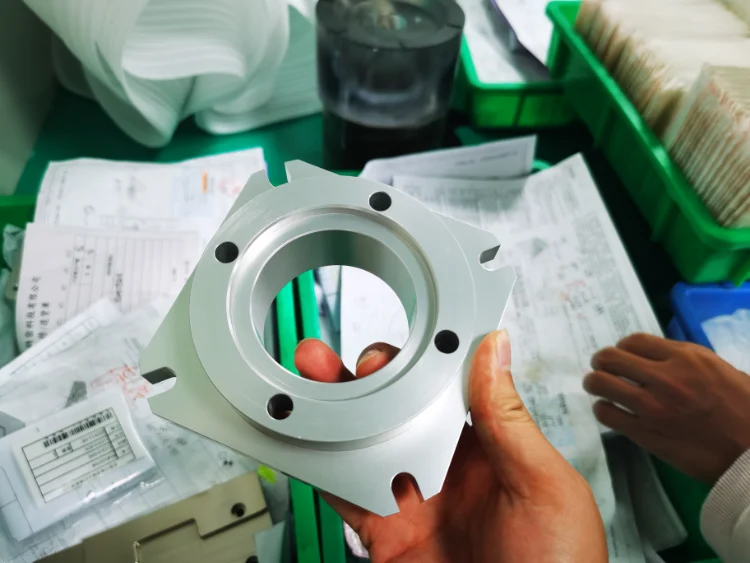
- Konzentrizität der Bohrung an einem Lagersitz oder einer Wellenschulter bestätigt die Montagedynamik.
- Flachheit/Parallelität über die Montageflächen bestimmt die Drehmomentstabilität und die Abdichtung.
- Qualität der Gewinde nach dem Eloxieren (mit Maskierung oder Nachbehandlung) beweist die Machbarkeit der Produktion.
Prozessfähigkeits-Signale
Wenn die erste Versuchsteil schwer zu halten ist, fragen Sie sich, ob das Problem in der Geometrie (Werkzeugreichweite), der Bezugsstrategie oder der Materialspannung liegt. Die Antwort hilft bei der Optimierung der Konstruktion, bevor Sie sich für Kleinserie.
Oberflächen, die sich gut mit 6082 kombinieren lassen
Bei Prototypen müssen die Oberflächen repräsentativ, aber zeitkritisch sein.
Eloxieren Optionen
- Typ II klar/schwarz: wirtschaftlich, korrosionsbeständig, ideal für Validierungseinheiten.
- Typ III Hartbeschichtung: Abriebschutz für Gleitflächen; Planstärke in Bohrungen.
Perlstrahlen + Eloxieren
Viele Teams verlangen eine matte Kosmetik. Bei 6082 verdeckt ein leichtes Perlstrahlen Werkzeugspuren und hilft dem Muster wie ein kundenseitiges Teil präsentieren. Berücksichtigen Sie bei Ihren Toleranzen einfach das Oberflächenwachstum.
Selektive Maskierung
Bei Lagerbohrungen und geschliffenen Stiften während des Eloxierens abkleben oder nachher aufreiben/nachbohren. Die Prüfung an der CNC-Bearbeitung 6082 Aluminium Prototyp entschärft die Massenproduktion.
Vorlaufzeit, Kosten und wie man Prototypen intelligent anbietet
Die Kosten für eine CNC-Bearbeitung 6082 Aluminium Prototyp wird größtenteils durch die Einrichtung und Programmierung bestimmt, nicht durch das Rohmaterial.
Was den Prototypenpreis bestimmt
- Programmierung und Einrichtung (einmalig).
- Zykluszeit (Werkzeugwege, Reichweite, Steifigkeit).
- Fertigstellung (Perlstrahlen, Eloxieren, Maskieren).
- QA (CMM-Zeit, Prüfmittel-Zertifizierungen).
Vorläufige Vorlaufzeitspannen
- Schnelles Prototyping: 3-5 Arbeitstage für einfache Schilder oder Halterungen.
- Komplexe Gehäuse/5-Achse7-12 Tage einschließlich Fertigstellung.
- Pilotprojekt (20-50 Stück): 10-15 Tage mit wiederholbaren Vorrichtungen.
Was Sie für ein schnelles Angebot senden sollten
Mit einem gut strukturierten Paket erhalten Sie in einem Durchgang einen realistischen Preis: STEP/IGES, vollständig bemaßtes PDF mit GD&T, priorisierte Toleranzen, Material/Temperierung, Oberflächenspezifikation und maskierte Zonen, plus einzeilige Kleinserie Plan ("1 Stück jetzt; 50 Stück nach der Genehmigung").
Designhebel zur Senkung des Prototyp-Risikos (und der zukünftigen Kosten)
Nutzen Sie den Prototyp, um das Produktionsrisiko zu verringern und künftige Vorlaufzeiten zu verkürzen.
1) Werkzeugschonende Ecken
Passen Sie die Taschenradien den Standardfräsergrößen an (z. B. R2,0, R3,0). Ihr Versuchsteil wird sauberer und schneller schneiden.
2) Bezugsstrategie für die zweiseitige Fertigstellung
Planen Sie Bezugspunkte, damit das Teil in zwei Aufspannungen fertiggestellt werden kann; jedes vermiedene Umdrehen eliminiert Aufspannfehler und NRE-Zeit.
3) Wandstärkenabstimmung
Wenn möglich, von 1,0 mm auf 1,5 mm wechseln. 6082 wird schön steif; die Ratterneigung sinkt und die Oberflächengüte verbessert sich - wichtig, wenn Ihr Muster muss die Entscheidungsträger beeindrucken.
4) Beenden Sie nur, was wichtig ist
Wenn eine kosmetische Fläche bei der Montage verdeckt wird, lassen Sie sie für den Prototyp so, wie sie bearbeitet wurde. Reservieren Sie das Perlstrahlen oder Eloxieren für freiliegende Oberflächen, um die Validierungsschleife zu verkürzen.
5) Gewindestrategie
Maskieren Sie die Gewinde vor dem Eloxieren oder geben Sie sie nach dem Gewindeschneiden an. Beweisen Sie beides während CNC-Bearbeitung 6082 Aluminium Prototyp Der Produktionsreisende ist also kristallklar.
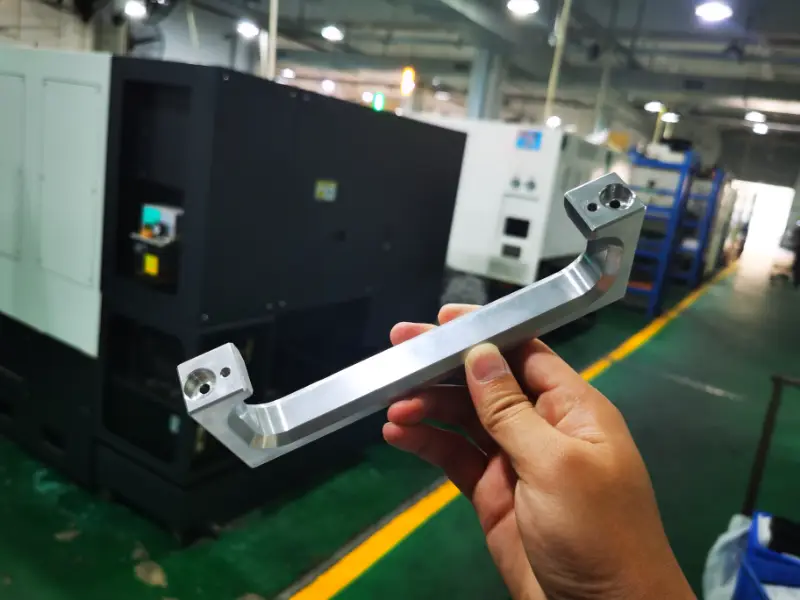
Hinweis zum Gehäuse: Automatisierungshalterung, 6082-T651
- Umfang: Zweiseitiges 3-Achs-Fräsen, tiefe Taschen- und Senkbohrungen
- Beenden: Perlgestrahlt + schwarz Typ II eloxiert (maskierte M6-Gewinde)
- Das Ergebnis: Erste Muster Einpassung bestanden; geringfügige Radiuserhöhung ermöglichte schnelleren Werkzeugweg. Kleines Los von 30 Stück, die innerhalb von 12 Tagen geliefert werden und kosmetisch mit dem Prototyp identisch sind.
Was Sie von einem Prototyp-Partner erwarten können
Ein kompetentes Geschäft, das CNC-Bearbeitung 6082 Aluminium Prototyp Arbeit bieten sollte:
- Kurz und bündig DFM-Überprüfung innerhalb von 24-48 Stunden, was die Risiken der Durchlaufzeit verdeutlicht.
- CAM-Screenshots und Vorrichtungsnotizen zum Nachweis des Ansatzes.
- Klarer Messplan (was wird CMM vs. Messschieber).
- Beenden Sie Gutscheine, wenn Farbkonsistenz für Sie wichtig ist Pilotprojekt.
- Ein Weg zum Maßstab: gleiche Werkzeuge, gleiche Vorrichtungen, gleiche Reisende - so wird der erste Artikel zum Produktionsstandard.
Warum Weldo Machining
Weldo Machining ist spezialisiert auf CNC-Bearbeitung 6082 Aluminium Prototyp Programme, die nahtlos in die Produktion übergehen. Wir kombinieren eine schnelle Angebotserstellung mit Einblicken in die Fertigungsmöglichkeiten:
- Schnell DFM-Überprüfung und risikobasierte Preisgestaltung.
- 3-, 4- und 5-Achsen-Fähigkeit; Antasten und CMM-Verifizierung kritischer Merkmale.
- Hausinternes Perlstrahlen und koordinierte Eloxierung, um die Farbe stabil zu halten von Versuchsteil zu Pilotprojekt.
- Flexibel Kleinserie Optionen und klare Kostenkurven bei steigendem Volumen.
Senden Sie Ihr STEP und Ihre Zeichnung noch heute-Wir unterbreiten Ihnen einen detaillierten Kostenvoranschlag und einen Zeitplan sowie optionale Optimierungen, um die Zykluszeit zu verkürzen und gleichzeitig die Funktion zu erhalten.

Schlussfolgerung
Eine gut geführte CNC-Bearbeitung 6082 Aluminium Prototyp Programm ist der schnellste Weg, die CAD-Absicht in eine verifizierte Funktion und einen glaubwürdigen Business Case zu verwandeln. Durch die frühzeitige Planung von Temperierung und Finish, die Fokussierung von GD&T auf das Wesentliche und die Behandlung des Prototyps als Probe für die Produktion minimieren die Teams Nacharbeiten und verkürzen die Einführungszeitpläne. Wenn Sie bereit sind für den Wechsel von Muster um zu skalieren, sollten Sie sich mit einem Unternehmen zusammentun, das die Kosten vom ersten Tag an festlegt.
Kontakt Weldo-Bearbeitung für ein schnelles Angebot, ein pragmatisches DFM Überprüfung, und eine Prototyp die von vornherein für die Produktion geeignet ist.









