

"Tipo de fresado CNC"no es un término único, sino un sistema de clasificación multidimensional que incluye la capacidad de la máquina (recuento de ejes), la estructura de la máquina, los métodos de fresado basados en características, las estrategias de sendas/corte y los enfoques basados en el material o las condiciones. Comprender los tipos de fresado CNC ayuda a reducir las configuraciones y las transferencias de puntos de referencia, mejora la estabilidad del proceso y hace que el coste y el plazo de entrega sean más predecibles a la vez que se cumple la geometría, toleranciay requisitos de superficie.

Fresado manual (convencional) frente a fresado CNC: Capacidad y estabilidad
La molienda se suele dividir en fresado manual (convencional) y Fresado CNC. Ambas pueden producir características fresadas básicas, pero difieren significativamente en la repetibilidad, el manejo de la complejidad y la estabilidad de la tolerancia.
Fresado manual/convencional
El fresado manual depende de la habilidad del operario para controlar el desplazamiento, el avance y los ajustes dimensionales. Es adecuado para geometrías sencillas, pequeñas cantidades y tareas de reparación/reelaboración. Se puede modificar con flexibilidad, pero su consistencia depende en gran medida de la técnica del operario y de las condiciones del taller.
- Usos típicosrefrentado básico, ranurado, biseladoPequeñas cantidades, retoques/reparaciones, cortes rápidos de prueba
- Principales limitacionesCapacidad limitada para contornos complejos y tolerancias de posición ajustadas; mayor riesgo de variación para tolerancias ajustadas y requisitos estéticos.
- Problemas comunes y soluciones:
- Gran variación dimensionalUtilizar un ritmo de "dejar material-acabado-cortar-revisar" para las cotas críticas; mantener las características críticas dentro de una misma sujeción y punto de referencia siempre que sea posible; añadir topes sencillos o ayudas de localización para mejorar la repetibilidad.
- Marcas de herramientas ásperas / desgarro de la superficieEn superficies visibles, utilice pasadas continuas en una sola dirección para evitar una textura irregular debido a las paradas frecuentes.
- Rebabas/canto incoherentesespecificar requisitos mensurables de rotura de bordes y desbarbado (por ejemplo, una gama estándar de chaflanes) para reducir las diferencias de interpretación.

Fresado CNC
El fresado CNC utiliza trayectorias de herramienta, parámetros de corte y orden de operación programados, lo que lo hace adecuado para piezas con múltiples características y caras, tolerancias ajustadas y producción uniforme. Sus puntos fuertes son la repetibilidad, la trazabilidad y el control de calidad estandarizable.
- Usos típicosPatrones de agujeros densos, cavidades, contornos complejos, superficies 3D, puntos de referencia críticos y caras de ensamblaje.
- Nota de procesoDefinición de puntos de referencia, tolerancias críticas y requisitos de superficie (norma de rugosidad/cosmética), y realización de características críticas en menos configuraciones, lo que mejora significativamente la coherencia y reduce el riesgo de repetición de trabajos.
Tipos de fresado CNC por capacidad de la máquina (recuento de ejes)
El número de ejes determina el acceso a la herramienta y el número de configuraciones, lo que afecta directamente a la precisión posicional y al coste global. Menos configuraciones suelen significar menos transferencias de puntos de referencia y un menor riesgo de error acumulado.
Fresado CNC de 3 ejes
El fresado en 3 ejes cubre la mayoría de las piezas funcionales y estructurales con una amplia disponibilidad y costes controlados. Las piezas complejas pueden requerir varios reajustes; los elevados requisitos de posicionamiento dependen de un sólido plan de puntos de referencia y una fijación repetible.
- Lo mejor paraplanos, escalones, perforaciones corrientes, cajeras poco profundas, perfiles simples
- Problemas comunes y soluciones:
- Desajuste entre características tras el volteo (los orificios o los pasos no se alinean).En primer lugar, mecanice y "fije" las caras/agujeros de referencia; añada agujeros de pasador de localización o registre las características para volver a fijar; mantenga las características de posición críticas dentro de una configuración siempre que sea posible.
- Ondulación de la pared / desviación del tamañoReducir la carga de corte (encaje más ligero, más pasadas de acabado) y acortar el stick-out para aumentar la rigidez; para paredes finas, mejorar el soporte y utilizar el mecanizado por etapas para reducir la distorsión de sujeción.
Indexado / Fresado 3+2 (Multi-eje posicional)
Este enfoque reduce las configuraciones indexando la pieza en múltiples orientaciones mientras que la mayor parte del corte se realiza como un mecanizado estable en 3 ejes. Se trata de un equilibrio común entre complejidad y coste.
- Lo mejor para: orificios roscados multidireccionales, patrones de orificios multicara, características de montaje multicara
- Problemas comunes y soluciones:
- Variación de la pila de tolerancia de varias carasestandarizar el "orden de proceso del punto de referencia" para evitar cambios frecuentes de punto de referencia; acabar las caras/agujeros críticos con el mismo esquema de localización y validar la repetibilidad durante las primeras pasadas.
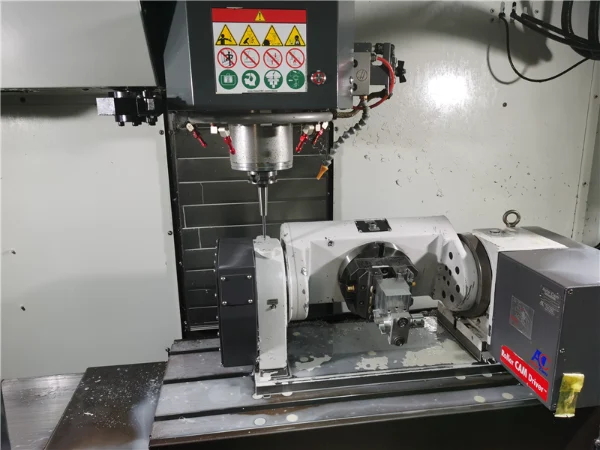
Fresado CNC de 4 ejes (Indexación con eje giratorio)
Los 4 ejes añaden un eje giratorio para el mecanizado indexado, ideal para patrones circunferenciales y características laterales repetidas. La estabilidad de la calidad depende de la precisión del indexado y de la fiabilidad de la fijación.
- Lo mejor para: patrones de pernos circulares, ranuras laterales, características circunferenciales repetidas
- Problemas comunes y soluciones:
- Error angular / error de paso acumuladoAlinear el eje de la pieza con el eje de rotación; utilizar un centro fiable o un punto de referencia; para agujeros críticos, establecerlos primero y luego utilizar rutas de acabado estables (escariado/taladrado) para reducir la sensibilidad a la fuerza lateral.
Fresado CNC de 5 ejes (Continuo Simultáneo)
El eje 5 se utiliza para superficies complejas, orificios en ángulo y paredes de difícil acceso. Mejora la calidad de la superficie y la estabilidad posicional al reducir las herramientas de largo alcance y las configuraciones. La simulación y la validación del proceso son esenciales para evitar colisiones o sobrecortes.
- Lo mejor parasuperficies 3D complejas, orificios en ángulo, acabado de paredes profundas, ensamblajes multifacéticos de alta posición
- Problemas comunes y soluciones:
- Ondulación de la superficie / líneas de mezcla visiblescontrol de festones y transiciones suaves de la trayectoria de la herramienta; reducir los cambios bruscos de dirección; controlar la excentricidad de la herramienta y utilizar un sistema de portaherramientas rígido para dar prioridad a un acabado uniforme.
- Riesgo de corte/interferenciaAsegurar un espacio libre y de retracción adecuado; seleccionar la conicidad/longitud de la herramienta adecuada; simular y validar las zonas críticas con cortes de prueba antes de bloquear el proceso.
Tipos de fresado CNC según la estructura de la máquina
La estructura de la máquina influye en la rigidez, la evacuación de virutas y el tamaño de las piezas trabajables, lo que resulta crítico en cavidades profundas, planos de gran recorrido y componentes de gran tamaño.
Fresado vertical
Gran versatilidad para piezas pequeñas y medianas. Las cavidades profundas son más propensas a la rectificación de virutas, por lo que son importantes las trayectorias de evacuación de virutas y las rutinas de limpieza.
- Problema común y solución:
- Arañazos en la paredDesbaste por capas y trayectorias de herramienta respetuosas con las virutas (por ejemplo, entrada helicoidal, levantamientos periódicos para eliminar las virutas), y optimización de la dirección del refrigerante/aire para evitar el recorte.
Fresado horizontal
Mejor evacuación natural de la viruta, a menudo preferida para cavidades profundas, piezas en caja, mecanizado de varias caras y estabilidad de la producción. Requiere una planificación disciplinada de fijaciones/datos.
- Problema común y solución:
- Incoherencia multifazMantenimiento de los puntos de referencia de las fijaciones alineados con los puntos de referencia de los planos; uso de localizaciones repetibles (pasadores y superficies de registro); estandarización del orden de las operaciones y acabado de las características críticas bajo un mismo esquema de localización.
Fresado de pórtico (gran recorrido)
Se utiliza para piezas grandes y largos recorridos planos. La planitud puede verse influida por la tensión residual y los gradientes de temperatura; a menudo son necesarios pasos escalonados de extracción y estabilización.
- Problema común y solución:
- Variación de planicidadPara piezas sensibles, utilice material más estable o añada fases intermedias de estabilización/alivio de tensiones.
Tipos de fresado CNC por característica (métodos basados en la geometría)
La clasificación basada en características se asigna directamente a la geometría real de la pieza. Las distintas características varían en sensibilidad a la rigidez de la herramienta, la evacuación de virutas y el control del acabado superficial.
Fresado frontal
Se utiliza para crear grandes planos y establecer superficies de referencia. La calidad depende de la estabilidad de la fresa, la estrategia de trayectoria y la rigidez de la máquina.
- Problemas comunes y soluciones:
- Patrón irregular / parches brillantesComprobar la desviación de la fresa y la consistencia de la altura de la plaquita; mantener una dirección estable y pasadas continuas en las caras cosméticas.
- Planitud inestableSeparar el desbaste y el acabado; zonificar las caras grandes y gestionar el calor; utilizar la eliminación por etapas para reducir los efectos de liberación de tensiones.
Fresado de extremos
El método más universal para paredes, escalones, perfiles, desbaste y semiacabado.
- Problemas comunes y soluciones:
- Ondulación de la pared / sobrecorte de la esquinaReducir el "stick-out" y mejorar la sujeción; terminar con un ligero enganche y múltiples pasadas para minimizar la deflexión; añadir una ligera "pasada de resorte" si es necesario para estabilizar el tamaño.
Fresado de cavidades
Se utiliza para cavidades y reducción de peso. Las cavidades profundas son sensibles a la evacuación de virutas y al calor.
- Problemas comunes y soluciones:
- Grietas/arañazos en las paredes: optimice las trayectorias de evacuación de virutas y el ritmo de limpieza; acabe los suelos con trayectorias de herramientas más suaves y uniformes para unificar la textura.
- Profundidad de bolsillo inconsistenteControl de los cambios de temperatura y de carga: utilizar un paso controlado por la planta de acabado y aumentar las comprobaciones durante el proceso para evitar desviaciones debidas a los cambios de temperatura y de carga.
Fresado de ranuras
Se utiliza para ranuras guía, chaveteros y características de retención. Las ranuras estrechas y profundas aumentan la carga y dificultan la evacuación de virutas.
- Problemas comunes y soluciones:
- Ancho de ranura inestable / riesgo de roturaevitar el ranurado pesado en toda la anchura; utilizar el fresado lateral por pasos en capas; dar prioridad a las herramientas cortas y rígidas y añadir ciclos de limpieza de virutas.
- Rebabas pesadasMantener las herramientas afiladas y la dirección adecuada; especificar las expectativas de rotura de bordes y desbarbado para los bordes críticos de montaje.
Fresado de perfiles/contornos
Define la geometría exterior y las líneas de contorno; fundamental para el ajuste y la coherencia estética.
- Problemas comunes y soluciones:
- Astillado de bordes / arañazos estéticosMantenga las herramientas afiladas y evite el recortado de virutas; utilice contornos de acabado continuos y una dirección de marcado coherente; añada una ligera pasada de acabado secundaria si es necesario para mejorar la calidad del borde.
- "Perfil escalonado: refuerza el paso y suaviza los movimientos de enlace para reducir las líneas testigo.
Fresado de superficies 3D
Se utiliza para superficies complejas con herramientas de bola o de radio de esquina; los resultados dependen del control del festón y de la suavidad de la transición.
- Problemas comunes y soluciones:
- Ondulaciones / costuras testigoReducir los objetivos de altura de los festones y mejorar la mezcla; controlar la excentricidad y la rigidez del soporte; utilizar trayectorias más suaves para reducir los artefactos dinámicos de los cambios de aceleración.
Realización de agujeros en fresadoras (taladrado/perforación/perforación)
La calidad del agujero depende en gran medida de la ruta del proceso. Los orificios de precisión suelen requerir operaciones de acabado más allá del taladrado.
- Problemas comunes y soluciones:
- Variación del diámetro / mala redondezUtilizar una ruta de acabado estable (escariado/taladrado) para los orificios de ajuste en lugar de taladrar a medida; mantener los orificios críticos dentro de un esquema de referencia y reforzar la información de medición.
- Deriva posicionalReducir las transferencias de puntos de referencia; normalizar el orden de mecanizado en torno a puntos de referencia primarios.
Fresado de roscas
El fresado de roscas es adecuado para materiales difíciles o cuando la consistencia de la rosca es crítica. El riesgo es más controlable que el roscado en muchos casos.
- Problemas comunes y soluciones:
- Roscas incompletas / interferencias / fallos de calibreVerificar el espacio de retracción y la geometría del fondo del orificio; calibrar la compensación de roscas y la compensación de desgaste de la herramienta; para materiales difíciles, utilizar un corte por etapas más conservador para mayor estabilidad.

Tipos de fresado CNC por trayectoria y estrategia de corte
La estrategia determina si la carga de corte es estable, lo que afecta a las vibraciones, la deriva térmica, los defectos de acabado y la vida útil de la herramienta.
Desbaste frente a acabado
El desbaste se centra en la velocidad de arranque y la estabilidad de la viruta; el acabado se centra en las relaciones de tamaño, superficie y posición. Separar desbaste/acabado y dejar el material adecuado reduce el riesgo de desviación y acabado, especialmente en el caso de paredes finas, piezas largas y ensamblajes de varias caras.
Fresado dinámico/trocoidal
Mantiene más constante la carga de la herramienta para reducir el calor y los golpes, especialmente eficaz para el desbaste de cavidades profundas y materiales más duros. Se utiliza habitualmente para mejorar la estabilidad del proceso y reducir las roturas.
Fresado de alta velocidad (HSM)
Puede mejorar la eficacia y la calidad de la superficie en condiciones adecuadas, pero exige una buena dinámica de la máquina, equilibrio de la herramienta y evacuación de la viruta. Para los objetivos estéticos, las transiciones suaves y la estabilidad de la herramienta suelen ser más importantes que el simple aumento de la velocidad.
Fresado de alta alimentación
Eficaz para el desbaste de grandes superficies con poca profundidad y gran avance, pero depende en gran medida de la rigidez y el control de la trayectoria de la herramienta. Las piezas de paredes finas requieren una preparación cuidadosa para evitar deformaciones y variaciones de tamaño.
Tipos de fresado CNC por material y condiciones de funcionamiento
El material modifica los mecanismos de desgaste, el comportamiento térmico, la formación de rebabas y los modos de defecto, por lo que los métodos basados en el material son importantes para un trazado estable y el control de riesgos.
Fresado de aluminio
Alta eficacia para piezas estructurales y cosméticas.
- Problemas comunes y soluciones:
- Borde acumulado / superficies difusasUtilización de herramientas afiladas y evacuación eficaz de las virutas para reducir el ensuciamiento de los bordes; pasadas de acabado cosmético continuas para mantener una textura uniforme.
- Arañazos en las caras cosméticasMejora de la dirección de la viruta/ritmo de limpieza para evitar que se vuelva a cortar; adición de una trayectoria de acabado específica para unificar las marcas de la herramienta cuando sea necesario.
Fresado de acero inoxidable
Es frecuente la concentración de calor, un desgaste más rápido de la herramienta y rebabas rebeldes.
- Problemas comunes y soluciones:
- Quemaduras/incrustaciones y corta vida útil de la herramientaUtilizar una carga más estable con un refrigerante/evacuación eficaces; evitar el funcionamiento después del embotamiento de la herramienta, que amplifica los defectos; aplicar enfoques de desbaste estables para las cavidades profundas/eliminación elevada.
- Rebabas pesadas/inconsistentesDefinir normas de rotura de bordes y desbarbado; añadir desbarbado específico para orificios críticos y bordes de ensamblaje para evitar problemas funcionales.
Fresado de titanio
La baja conductividad térmica y la alta temperatura de corte reducen la ventana de proceso y aumentan el coste de la herramienta.
- Problemas comunes y soluciones:
- Astillado de bordes / desgaste por altas temperaturasControlar el calor y la carga, evitar el contacto prolongado por "roce", dar prioridad a la eliminación estable y reducir el tiempo de espera, validar las regiones críticas con cortes de prueba antes de finalizar el proceso.
Fresado de plásticos de ingeniería (POM/PA/PEEK, etc.)
Los plásticos son más sensibles al calor y a la deformación por apriete.
- Problemas comunes y soluciones:
- Bordes fundidos/manchados, manchas brillantesUtilizar herramientas afiladas y reducir la acumulación de calor; preferir enfoques de aire/neblina cuando sea apropiado para limitar el reblandecimiento local.
- Encordado y bordes poco nítidosOptimizar la dirección y la limpieza de virutas; añadir una pasada ligera de acabado para limpiar los bordes; especificar requisitos coherentes de rotura de bordes.
- Distorsión de sujeción y tamaño inestableUtilización de un soporte uniforme y una sujeción más suave; mecanizado por etapas en secciones finas y recolocación antes del acabado cuando sea necesario.
Resumen: La selección del tipo de fresado CNC depende de la coincidencia y la estabilidad del proceso
El "tipo de fresado CNC" puede considerarse como un marco compuesto por modo de fresado (manual frente a CNC) + capacidad de los ejes + estructura de la máquina + métodos basados en características + estrategia de la trayectoria de la herramienta + estado del material. Al definir las características críticas, los puntos de referencia, los estándares de tolerancia/superficie y la capacidad de la máquina y la estrategia de proceso adecuadas, se pueden reducir los errores de configuración y acumulativos, minimizar los defectos de acabado y las vibraciones, y mejorar la consistencia de los lotes, lo que hace que los costes y los plazos de entrega sean más predecibles. fabricante fiable de fresadoras de precisiónpuedes contacte con nosotros mecanizado Weldo ahora.








