

Muchas piezas mecanizadas deben cumplir ciertos requisitos en cuanto a sus propiedades físicas durante su uso, como la dureza y la tenacidad. Estos dos parámetros físicos están inversamente relacionados: cuando un material tiene una dureza relativamente alta, su tenacidad suele ser menor; cuando la tenacidad es alta, su resistencia suele ser menor. Para garantizar el uso seguro de las piezas y evitar la fractura frágil completa o la aparición de grietas, normalmente se controlan la resistencia y la tenacidad tanto en el interior como en el exterior de la pieza. La dureza de la superficie no puede ser la misma que la del interior. Esto pone de manifiesto la importancia del endurecimiento de las superficies metálicas. A continuación, ofreceré una breve introducción al endurecimiento de superficies metálicas.

¿Qué es el endurecimiento superficial?
El endurecimiento superficial es una tecnología de proceso que utiliza métodos físicos, químicos o mecánicos para mejorar la dureza, la resistencia al desgaste, la resistencia a la corrosión y otras propiedades de la capa superficial del material, al tiempo que se mantienen la tenacidad y la resistencia en el interior del mismo.
En el mecanizado y la fabricación de piezas metálicas, muchas piezas de trabajo no necesitan estar “endurecidas en su totalidad”. Las zonas que realmente soportan la fricción, el desgaste y la fatiga por contacto suelen ser únicamente las áreas más externas que entran en contacto con otras piezas. Por lo tanto, la fabricación suele requerir una superficie endurecida para mejorar la resistencia al desgaste de la parte activa de un componente.
Por ejemplo, piezas como engranajes, guías, asientos de rodamientos, ejes de transmisión, levas y superficies de moldes están sometidas continuamente a contactos por deslizamiento, rodadura o impacto durante su funcionamiento. Si se endurece toda la pieza, aumenta la resistencia al desgaste, pero disminuye la tenacidad general de la misma. Bajo cargas de impacto o alternas, la pieza es más propensa a agrietarse o incluso a romperse por completo, lo que provoca pérdidas irreversibles en la maquinaria y el equipo.
El objetivo principal del endurecimiento superficial es conseguir que la superficie de una pieza sea lo suficientemente dura y resistente al desgaste, mientras que el interior sigue conservando una buena tenacidad y resistencia al impacto.
En pocas palabras:
Superficie dura: mejora la resistencia al desgaste, la resistencia a la fatiga y la vida útil;
Interior resistente: mejora la resistencia al impacto interno de la pieza y evita la fractura frágil total;
Deformación mínima: en comparación con el endurecimiento completo, resulta más adecuado para piezas de precisión con estrictos requisitos dimensionales;
Un coste más razonable: solo se refuerzan las zonas clave de trabajo, por lo que no es necesario aplicar un tratamiento de alta intensidad a toda la pieza.
Por eso mismo, muchas piezas metálicas de alto rendimiento no se someten a un endurecimiento completo, sino que se les aplica un proceso de endurecimiento superficial.
¿Por qué las piezas metálicas suelen endurecerse solo en la superficie?
Hay tres razones principales por las que las piezas metálicas solo se someten a un endurecimiento superficial.
1. El desgaste suele producirse en la superficie
Cuando las piezas mecánicas están en funcionamiento, la zona que realmente entra en contacto, roza y se desgasta con otras piezas es la capa superficial.
Por ejemplo, cuando los engranajes se acoplan, el desgaste se produce principalmente en la superficie de los dientes; cuando los carriles guía se deslizan, el desgaste se concentra principalmente en la superficie de contacto; cuando las piezas de los ejes soportan cargas, las grietas por fatiga suelen aparecer también en la superficie.
Por lo tanto, siempre que la capa superficial se trate para que sea lo suficientemente dura, la vida útil de la pieza puede mejorarse considerablemente.
2. La defensa debe mantener su solidez
Si se endurece toda la pieza, el material se vuelve más frágil. En el caso de las piezas que deben soportar impactos, torsión o cargas repetidas, una dureza general excesiva puede, por el contrario, aumentar el riesgo de fractura.
El endurecimiento superficial permite que una pieza de trabajo adquiera una estructura “dura por fuera y tenaz por dentro”:
La capa exterior es la encargada de la resistencia al desgaste; la interior, de soportar la carga y absorber los impactos;
El rendimiento general es más estable que si solo se buscara una dureza elevada.
Esto es muy importante para engranajes, ejes, pasadores, piezas de transmisión y componentes de moldes.
3. Puede reducir la deformación provocada por el tratamiento térmico
El templado hace que toda la pieza se someta a un calentamiento y enfriamiento intensos, lo que puede provocar fácilmente deformaciones, grietas y tensiones residuales.
El tratamiento de endurecimiento superficial solo aumenta la dureza de las zonas superficiales poco profundas, con una zona afectada por el calor más reducida, lo que lo hace más adecuado para piezas de precisión y piezas de trabajo con un margen limitado para el mecanizado posterior.
En el caso de las piezas mecanizadas con CNC, el endurecimiento superficial también puede reducir la necesidad de realizar mecanizados correctivos posteriores y mejorar la estabilidad dimensional.
Tipos de procesos de endurecimiento superficial
Según los distintos principios de endurecimiento y métodos de calentamiento, los métodos habituales de endurecimiento superficial se dividen principalmente en cinco tipos: endurecimiento por llama, endurecimiento por inducción, endurecimiento por láser, endurecimiento por cementación y endurecimiento por nitruración.
Entre ellos, el endurecimiento a la llama, el endurecimiento por inducción y el endurecimiento por láser pertenecen principalmente a los procesos de temple superficial; la cementación y la nitruración pertenecen a los procesos de tratamiento térmico químico.
1. Endurecimiento a la llama: tradicional y sencillo, pero más difícil de controlar
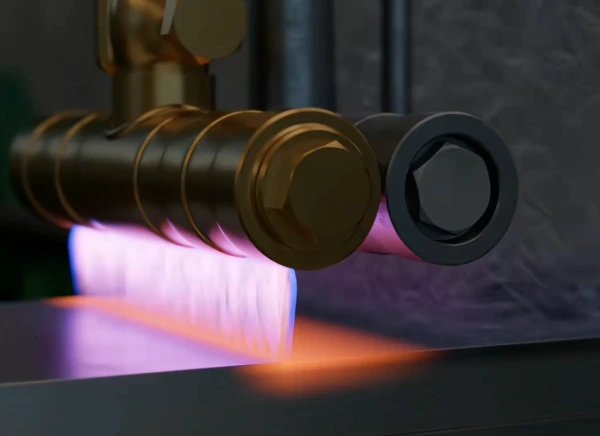
El endurecimiento por llama es un método de endurecimiento superficial de larga tradición. Por lo general, se utiliza una llama de oxiacetileno u otra llama de alta temperatura para calentar rápidamente la superficie de una pieza metálica y, a continuación, enfriarla inmediatamente mediante un chorro de agua o rociado.
Una vez que la superficie de una pieza de acero se ha calentado hasta la temperatura de austenización, el enfriamiento rápido transforma la estructura superficial en martensita.
La martensita es una microestructura de gran dureza y es también la razón por la que la superficie de la pieza se endurece tras el temple a la llama. Este fenómeno puede observarse a través de los cambios en la microestructura metalográfica bajo un microscopio de gran aumento.
Ventajas del endurecimiento a la llama
El proceso es sencillo y el coste del equipo es relativamente bajo;
Adecuado para el endurecimiento de piezas grandes y zonas concretas;
Menos restricciones en cuanto al tamaño de la pieza de trabajo;
Se puede utilizar para engranajes, guías, piezas de ejes, etc.
Desventajas del endurecimiento a la llama
El mayor problema del endurecimiento a la llama es que no resulta fácil controlar el calor con precisión.
El rango de calentamiento de la llama es relativamente amplio. Si el funcionamiento es inestable, es posible que la zona que debe endurecerse no alcance la dureza suficiente, mientras que las zonas que no deben endurecerse puedan sobrecalentarse.
En el caso de engranajes pequeños, ejes delgados y piezas de paredes finas, el calor de la llama puede penetrar fácilmente en el interior, lo que provoca que se caliente toda la sección y se pierda el objetivo de “endurecer únicamente la superficie”.”
Además, el endurecimiento a la llama también puede provocar: la deformación de la pieza; la oxidación de la superficie; una profundidad irregular de la capa endurecida; y la necesidad de un rectificado posterior o de un mecanizado correctivo.
Cabe señalar que la necesidad de realizar un recocido después del endurecimiento a la llama depende del material, los requisitos de dureza y las condiciones de uso de la pieza. En el caso de algunas piezas sometidas a grandes esfuerzos, suele realizarse un recocido a baja temperatura para reducir las tensiones de temple y el riesgo de agrietamiento durante los procesos de acabado posteriores.
2. Endurecimiento por inducción: un método eficaz de endurecimiento superficial adecuado para la producción en serie
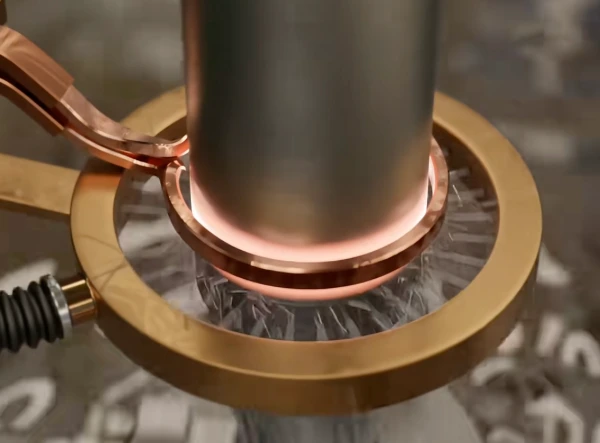
El endurecimiento por inducción es un proceso de endurecimiento superficial más moderno y mejor controlable. No utiliza directamente una llama para calentar, sino que emplea corriente alterna de alta o media frecuencia para generar un campo magnético alterno en una bobina.
Cuando una pieza metálica se encuentra en un campo magnético alterno, se generan corrientes parásitas en su superficie. Estas corrientes parásitas generan calor por resistencia en el interior del metal, lo que provoca que la capa superficial de la pieza se caliente rápidamente. A continuación, se enfría mediante pulverización de agua, lo que hace que la superficie de la pieza metálica adquiera una estructura martensítica de alta dureza.
¿Por qué el endurecimiento por inducción solo calienta la superficie?
La clave del endurecimiento por inducción es el “efecto piel”.”
Cuanto mayor es la frecuencia de la corriente alterna, más se concentra la corriente en la superficie de la pieza y menor es la profundidad de calentamiento; cuanto menor es la frecuencia, más profundamente penetra la corriente y mayor es el espesor de la capa endurecida.
Por lo tanto, el endurecimiento por inducción permite controlar la profundidad de la capa endurecida ajustando la frecuencia, la potencia y el tiempo de calentamiento.
Ventajas del endurecimiento por inducción
Rápida velocidad de calentamiento;
Profundidad de la capa endurecida regulable;
Pequeña deformación de la pieza;
Menor oxidación superficial;
Fácil de automatizar;
Ideal para la producción en serie.
Desventajas del endurecimiento por inducción
Los costes de los equipos de endurecimiento por inducción son relativamente elevados, y es necesario diseñar con antelación bobinas de inducción adecuadas en función de la forma de la pieza.
En el caso de piezas con formas complejas o que se fabrican en lotes pequeños, el coste del diseño y la puesta a punto de las herramientas puede resultar relativamente elevado.
Sin embargo, una vez que la demanda de mecanizado y el proceso se han estabilizado, el endurecimiento por inducción ofrece una excelente eficiencia y uniformidad en la producción.
3. Endurecimiento superficial por láser: adecuado para el endurecimiento local de alta precisión
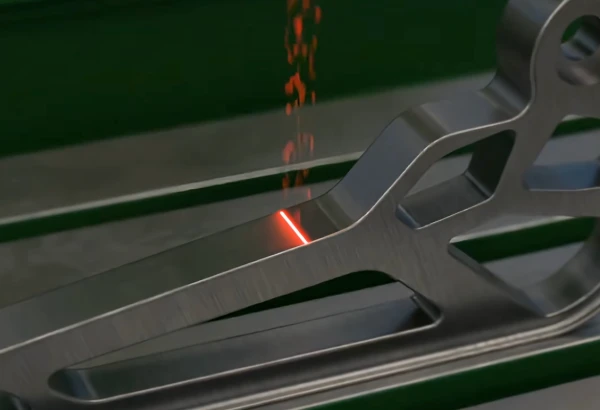
El endurecimiento por láser utiliza un rayo láser de alta potencia para barrer rápidamente la superficie de la pieza, lo que provoca que algunas zonas concretas de la misma alcancen rápidamente la temperatura de transformación de fase; a continuación, se aprovecha la propia capacidad de disipación del calor y enfriamiento de la pieza para completar el temple.
A diferencia del endurecimiento por llama y del endurecimiento por inducción, el proceso de endurecimiento superficial por láser no suele requerir una refrigeración adicional mediante pulverización de agua. Dado que la zona calentada por el láser es muy pequeña, el metal frío circundante que no se calienta disipa rápidamente el calor, lo que permite un enfriamiento rápido por autorrefrigeración.
Ventajas del endurecimiento por láser
Zona afectada por el calor reducida;
Deformación extremadamente pequeña;
Posición de temple precisa;
Menor oxidación superficial;
Adecuado para formas complejas y tratamientos localizados;
Se puede utilizar para piezas de precisión de gran valor.
Desventajas del endurecimiento por láser
Los costes de los equipos de endurecimiento por láser son relativamente elevados y, por lo general, su eficiencia de procesamiento no resulta tan adecuada como la del endurecimiento por inducción para la producción en serie a bajo coste.
Por lo tanto, se utiliza con mayor frecuencia para piezas de superficie reducida, alta precisión y alto valor añadido, como refuerzos localizados en moldes, guías de precisión, superficies dentadas especiales o zonas localizadas resistentes al desgaste.
4. Carburación: endurecimiento de la superficie del acero con bajo contenido en carbono
El endurecimiento por llama, el endurecimiento por inducción y el endurecimiento por láser mencionados anteriormente tienen todos un requisito previo: el acero debe contener suficiente carbono.
En el caso del acero con bajo contenido en carbono, el temple directo suele dificultar la obtención de una dureza elevada, ya que el contenido de carbono es insuficiente y no permite formar martensita lo suficientemente dura.
En este punto, es necesario realizar un proceso de cementación.
La cementación es el proceso que consiste en someter una pieza de acero con bajo contenido en carbono a un entorno a alta temperatura rico en carbono (que contiene principalmente coque, grafito, carbón vegetal y carbonato de bario), lo que permite que los átomos de carbono penetren gradualmente en la capa superficial de la pieza.
Tras la cementación, el contenido de carbono de la superficie de la pieza aumenta, mientras que el interior se mantiene con un bajo contenido de carbono. El posterior templado y revenido permite que la superficie alcance una alta dureza, mientras que el interior conserva una buena tenacidad.
Ventajas de la cementación
Apto para acero con bajo contenido en carbono y acero aleado con bajo contenido en carbono;
Alta dureza superficial;
Capa endurecida relativamente profunda;
Buena resistencia a la fatiga;
Adecuado para engranajes de alta resistencia, ejes de transmisión, ejes pasadores y otras piezas.
Desventajas de la cementación
La cementación es un proceso de tratamiento térmico a alta temperatura y de larga duración, con un ciclo de proceso relativamente largo y un elevado consumo de energía.
Debido a las altas temperaturas, la pieza también puede deformarse, por lo que normalmente se programan operaciones de rectificado, acabado o corrección dimensional tras la cementación.
Aplicaciones típicas de la cementación
La cementación es muy adecuada para piezas que deben soportar impactos y que, además, deben presentar una alta resistencia al desgaste, tales como:
Engranajes para automóviles;
Reductores;
Ejes de transmisión;
Ejes estriados;
Casquillos;
Piezas mecánicas de alta resistencia.
5. Nitruración: un proceso de endurecimiento superficial que provoca una deformación mínima y ofrece una alta resistencia al desgaste
La nitruración se lleva a cabo normalmente a una temperatura relativamente alta. En este proceso se utiliza amoníaco o nitrógeno, que se descompone a alta temperatura y alta presión, lo que permite que los átomos o iones de nitrógeno penetren en la superficie del acero y formen nitruros duros con los elementos de aleación presentes en el acero, como el aluminio, el cromo, el molibdeno y el vanadio. Estas capas de nitruro presentan una dureza y una resistencia al desgaste muy elevadas, por lo que pueden mejorar significativamente la vida útil de la superficie de la pieza. El proceso de nitruración se divide principalmente en tres procesos: nitruración gaseosa, nitruración iónica y nitrocarburación.
Ventajas de la nitruración
La temperatura de tratamiento es relativamente baja (400-600 grados Celsius);
Pequeña deformación de la pieza;
Buena estabilidad dimensional;
Alta dureza superficial;
Buena resistencia al desgaste y a la fatiga;
También puede mejorar la resistencia a la corrosión hasta cierto punto.
Desventajas de la nitruración
La velocidad de nitruración es relativamente lenta y el ciclo de tratamiento es largo, ya que a veces requiere decenas de horas o incluso más.
Al mismo tiempo, la capa nitrurada suele ser más delgada que la capa cementada y también debe cumplir ciertos requisitos en cuanto a la composición del material.
Aplicaciones típicas de la nitruración
La nitruración se utiliza habitualmente en piezas que requieren una alta precisión y una larga vida útil, tales como:
Engranajes de precisión, moldes, cigüeñales, husillos, vástagos de válvulas, piezas de ejes de alta precisión y componentes clave para los sectores aeroespacial y de la automoción.
Comparación de cinco tipos de procesos de endurecimiento superficial
| Proceso | Principio de refuerzo | Si es necesario realizar un temple | Principales ventajas | Principales desventajas | Piezas compatibles |
| Templado a la llama | El enfriamiento rápido tras el calentamiento de la superficie da lugar a la formación de martensita | Obligatorio | Bajo coste, adecuado para piezas de gran tamaño | Mala resistencia al calor, propenso a la deformación y a la oxidación | Engranajes grandes, guías de deslizamiento, ejes |
| Templado por inducción | El enfriamiento rápido tras el calentamiento de la superficie por inducción electromagnética | Obligatorio | Alta eficiencia, profundidad regulable, apto para la producción en serie | Alto coste de los equipos y las bobinas | Engranajes, ejes, pasadores, piezas de transmisión |
| Templado por láser | Enfriamiento rápido por autorrefrigeración tras un calentamiento local con láser | Por lo general, no se necesita refrigeración externa | Alta precisión, deformación mínima | Coste elevado, adecuado para espacios reducidos | Moldes, guías y superficies locales resistentes al desgaste |
| Carburación | Se aumenta el contenido de carbono en la superficie antes del temple | Obligatorio | Alta dureza superficial, capa endurecida relativamente profunda | Ciclo largo, propenso a la deformación | Engranajes de alta resistencia, ejes de transmisión |
| Nitruración | Los átomos de nitrógeno forman nitruros duros | No es necesario | Deformación mínima, estabilidad dimensional, buena resistencia al desgaste | Ciclo largo, alto coste, capa fina | Engranajes de precisión, moldes, husillos |
Elige el proceso de endurecimiento superficial adecuado para tu proyecto
Cada pieza debe someterse al proceso de endurecimiento superficial más adecuado en función del material, el tamaño, los requisitos de dureza, la profundidad de la capa endurecida y el volumen de producción.
Si se trata de una pieza grande
Se puede considerar el endurecimiento a la llama.
Cuenta con un equipo sencillo y es adecuado para engranajes de gran tamaño, carriles guía y el refuerzo local de superficies, pero requiere que el operario tenga mucha experiencia.
Si se trata de una pieza fabricada en serie
El endurecimiento por inducción suele ser la opción más adecuada.
Es rápida, ofrece una buena estabilidad y cuenta con un alto grado de automatización, lo que la hace idónea para la producción a gran escala de engranajes, ejes y piezas de transmisión.
Si se requiere un endurecimiento local de alta precisión
El endurecimiento por láser ofrece más ventajas.
Es adecuado para superficies pequeñas, formas complejas y piezas de gran valor, especialmente aquellas que exigen un control de la deformación muy riguroso.
Si el material es acero con bajo contenido en carbono
Se puede optar por la cementación.
El acero de bajo contenido en carbono presenta por sí mismo una dureza limitada cuando se templa directamente. Mediante la cementación, se puede formar una capa con alto contenido en carbono en la superficie y, a continuación, alcanzar una dureza elevada mediante el templado.
Si la pieza tiene requisitos de estabilidad dimensional extremadamente elevados
La nitruración es una opción ideal.
Utiliza una temperatura de procesamiento más baja y no requiere un enfriamiento brusco, por lo que la deformación es mínima, lo que lo hace adecuado para piezas de precisión y de larga duración.
¿Qué metales requieren un endurecimiento superficial?
- Acero bajo en carbono y acero de aleación con bajo contenido en carbono: se utiliza habitualmente en procesos de cementación, como en engranajes de automoción, cadenas, ejes de pasadores de maquinaria de ingeniería, etc. Mediante la cementación, se aumenta el contenido de carbono de la capa superficial y se obtiene una alta dureza (HRC 58-64) tras el temple, al tiempo que se mantiene la tenacidad del núcleo para resistir los impactos y el desgaste.
- Acero de carbono medio y acero aleado de carbono medio: aptos para el temple superficial (como el temple por inducción y el temple a la llama), utilizados para ejes, engranajes, ejes estriados, etc. Mediante un calentamiento y enfriamiento rápidos, la capa superficial forma una estructura martensítica, lo que mejora la resistencia al desgaste y la resistencia a la fatiga, con una profundidad de capa que suele oscilar entre 0,5 y 2,5 mm.
- Acero estructural aleado (como 38CrMoAl): se utiliza a menudo en procesos de nitruración. La temperatura de tratamiento es baja (500-580 °C), la deformación es extremadamente pequeña y la capa superficial forma una capa de nitruro de alta dureza (dureza >= 1000 HV), adecuada para piezas de alta precisión y alta resistencia al desgaste, como husillos de precisión, postes guía de moldes, carretes de válvulas, etc.
- Hierro dúctil: puede someterse a un tratamiento de temple superficial o cementación para piezas que soportan cargas alternas, como cigüeñales de motor, engranajes, etc., lo que mejora la dureza superficial y la resistencia a la fatiga.
- Aleación de titanio: suele someterse a un endurecimiento superficial por láser o Revestimiento PVD para piezas de alto rendimiento en los sectores aeroespacial y médico, mejorando la resistencia al desgaste y a la corrosión de las superficies.
La relación entre el mecanizado CNC y los procesos de endurecimiento de superficies

En el caso de las piezas mecanizadas con CNC, el endurecimiento superficial suele realizarse tras el mecanizado de desbaste o el semirremate.
Dado que el tratamiento térmico puede provocar ciertas deformaciones, muchas piezas de alta precisión se someten a rectificado, acabado o corrección dimensional tras el endurecimiento superficial.
El proceso de mecanizado habitual es el siguiente:
Preparación de la materia prima: selección de materiales metálicos con marcas de certificación fiables, adquiridos en plantas de procesamiento de materias primas de acuerdo con los planos del cliente.
Mecanizado de desbaste con CNC: realizar el desbaste en una máquina herramienta de tres ejes para piezas de diseño sencillo, fresando el contorno aproximado.
Acabado parcial: puede ser necesario cambiar los accesorios o los cabezales de herramientas para realizar un mecanizado más detallado de elementos en una máquina herramienta multieje, como ranuras, hendiduras y cavidades sencillas.
Tratamiento de endurecimiento superficial: seleccione el proceso de endurecimiento superficial adecuado en función del número de piezas y de los requisitos de endurecimiento, a fin de garantizar que la dureza superficial y la tenacidad interna del material cumplan con las normas.
Rectificado o acabado: las rectificadoras CNC pueden utilizarse para rectificar la superficie de la pieza con una precisión de micras, eliminar las rebabas sobrantes y conseguir un mejor acabado superficial y cumplir los requisitos de tolerancia; también pueden emplearse procesos de corte por hilo, como el corte por hilo rápido y el corte por hilo lento. El corte por hilo rápido es adecuado para el corte interno de piezas con requisitos de precisión menos estrictos y para eliminar el exceso de material base de acero al carbono utilizado para la sujeción durante el mecanizado. Si los requisitos de tolerancia son elevados y la estructura de la cavidad es compleja, se puede utilizar el corte por hilo lento con un nivel de proceso más alto, pero el coste y el tiempo de procesamiento serán mayores.

Tratamiento de superficies: incluye procesos habituales como el anodizado, la pasivación, el óxido negro, el cromado, el niquelado, el pintado, etc., con el fin de mejorar aún más la calidad de la superficie.
Inspección de la dureza, las dimensiones y la calidad de la superficie: se utilizan durómetros profesionales, micrómetros, calibres de vernier y proyectores para inspeccionar y registrar las piezas acabadas. Los datos de mecanizado de cada pieza son trazables. En el caso de las zonas difíciles de medir, MMC se utiliza esta medida.
Entrega del producto terminado: el personal encargado inspecciona cada pieza, la embala con espuma, le coloca una etiqueta numerada y registra la calidad y la cantidad de las piezas.
Si una pieza presenta requisitos estrictos en cuanto a precisión dimensional, rugosidad superficial y profundidad de la capa endurecida, el método de tratamiento térmico y el margen de mecanizado posterior deben definirse claramente en la fase de diseño.
Preguntas frecuentes sobre el endurecimiento de superficies
¿Es siempre mejor una mayor dureza para el endurecimiento superficial?
No. Una dureza excesivamente alta puede aumentar la fragilidad de la superficie e incluso provocar grietas.
La dureza adecuada debe determinarse en función del material, la carga, el tipo de desgaste y el entorno de funcionamiento.
¿Afectará el endurecimiento superficial a las dimensiones de las piezas?
Tendrá cierto impacto.
El endurecimiento por llama, el endurecimiento por inducción y la cementación pueden provocar deformaciones, ya que implican procesos de calentamiento y enfriamiento. La nitruración y el endurecimiento por láser suelen provocar menos deformaciones y son más adecuados para piezas de precisión.
¿Se puede templar directamente en superficie el acero con bajo contenido en carbono?
El efecto suele ser limitado.
El acero con bajo contenido en carbono tiene un contenido reducido de carbono, por lo que el temple directo dificulta la obtención de una dureza elevada. Por lo general, es necesario carbonizarlo primero y luego templarlo.
¿Cuál es la diferencia entre el endurecimiento por inducción y la cementación?
El endurecimiento por inducción modifica principalmente la estructura de la capa superficial mediante un calentamiento y enfriamiento rápidos, y es adecuado para el acero de contenido medio en carbono o para el acero con un contenido suficiente de carbono.
La cementación aumenta primero el contenido de carbono de la superficie del acero con bajo contenido en carbono y, a continuación, se consigue una alta dureza mediante el temple.
¿Por qué la nitruración provoca una deformación mínima?
La temperatura de nitruración es relativamente baja y, por lo general, no requiere un enfriamiento rápido por pulverización de agua, por lo que la tensión térmica es reducida y la estabilidad dimensional es mayor.
¿Se puede endurecer la superficie del plástico?
Entre los métodos habituales de endurecimiento de superficies plásticas se incluyen los siguientes:
1. Recubrimiento duro superficial
Se aplica un recubrimiento de alta dureza a la superficie plástica y, a continuación, se cura mediante calor, rayos UV o haz de electrones para formar una película protectora. Este método se utiliza habitualmente para plásticos como PC, PMMA, PET, ABS y PC/ABS, especialmente en carcasas de teléfonos móviles, lentes ópticas, pantallas, láminas de plástico y películas protectoras. Puede mejorar considerablemente la dureza de la superficie, la resistencia a los arañazos y la resistencia al desgaste, alcanzando normalmente una dureza de 3:00–8:00.
2. Recubrimiento superficial por PVD
La deposición física de vapor se utiliza en condiciones de vacío para depositar una capa fina de metal o inorgánica sobre la superficie plástica. Este proceso es adecuado para plásticos como ABS, PC/ABS, PC, PBT, PPS y PEEK, especialmente para carcasas electrónicas, piezas decorativas, componentes del interior de los vehículos y productos de plástico que requieren un aspecto metálico y una mayor durabilidad. Aumenta la dureza de la superficie y la resistencia al desgaste, al tiempo que aporta brillo metálico, reflectividad o conductividad.
3. Modificación química o física de la superficie
Se recurre al tratamiento con láser, al tratamiento con plasma o al procesamiento químico para modificar la estructura molecular de la superficie del plástico, provocando la reticulación, la cristalización o la activación de la superficie. Este método puede aplicarse a plásticos técnicos como PA, POM, PBT, PPS, PEEK, PP y PE. Se utiliza principalmente para componentes ópticos de alta gama, piezas mecánicas de precisión, engranajes, casquillos y otras aplicaciones de alto rendimiento. En el caso de los plásticos de baja energía superficial, como PP y PE, suele ser necesario un tratamiento previo, como el tratamiento con plasma, corona o llama, para mejorar la adherencia antes del endurecimiento de la superficie.
Resumen
El endurecimiento superficial de las piezas metálicas no tiene por objeto endurecer toda la pieza, sino lograr un rendimiento global que combine “una superficie resistente al desgaste y una buena tenacidad interna”.”
El endurecimiento a la llama es económico, pero más difícil de controlar; el endurecimiento por inducción es eficiente y adecuado para la producción en serie; el endurecimiento por láser es de alta precisión y adecuado para el refuerzo localizado; la cementación es adecuada para piezas de alta resistencia fabricadas en acero con bajo contenido en carbono; y la nitruración es adecuada para piezas de alta precisión y larga vida útil.
Para engranajes, ejes, guías, moldes y Piezas mecanizadas con precisión mediante CNC, elegir adecuadamente un proceso de endurecimiento superficial puede mejorar significativamente la resistencia al desgaste, la resistencia a la fatiga y la vida útil general de las piezas. Si desea obtener más información o comprender presupuestos transparentes Para el mecanizado de piezas a medida y el tratamiento de superficies, puede ponerse en contacto con Mecanizado Weldo servicio de atención al cliente.
Una pieza metálica verdaderamente excelente no es dura en su totalidad; es dura donde debe serlo y resistente donde debe serlo.









{kind=link}