
In Lavorazione CNCPer la sgrossatura dei pezzi, la fresatura dinamica e la fresatura a strati sono due strategie di fresatura comuni. Sebbene entrambi i metodi mirino a rimuovere materiale, differiscono in modo significativo per i metodi di lavorazione, i materiali applicabili, la velocità del mandrino, l'avanzamento e l'efficienza di lavorazione. Comprendere le loro definizioni, i vantaggi, gli svantaggi, i fattori che li influenzano e i criteri di selezione può aiutarci a prendere decisioni migliori in diversi scenari di lavorazione.
Fresatura dinamica
Definizione:
La fresatura dinamica è un metodo di fresatura che mantiene un'elevata efficienza di lavorazione e riduce il carico dell'utensile regolando continuamente i parametri di taglio, come la profondità di taglio e la velocità di avanzamento. Regolando in modo flessibile il percorso utensile, ogni taglio mantiene un impegno relativamente ridotto, evitando un carico eccessivo sull'utensile causato da tagli profondi e riducendo l'accumulo di calore durante la lavorazione.
Materiali applicabili:
Leghe di alluminio, leghe di rame, plastica, acciaio dolce, leghe di titanio e altri metalli o materiali polimerici relativamente morbidi. La fresatura dinamica è adatta a materiali morbidi o mediamente duri, soprattutto in scenari in cui è necessario rimuovere rapidamente una grande quantità di materiale.
Gamma di velocità del mandrino:
La fresatura dinamica utilizza tipicamente velocità del mandrino più elevate, generalmente comprese tra 5000-12000 GIRI/MIN.. La velocità specifica deve essere regolata in base all'utensile e alla durezza del materiale.
Per i materiali duri come le leghe di titanio, la velocità del mandrino deve essere ridotta in modo appropriato per evitare la rottura dell'utensile.
Velocità di alimentazione:
La velocità di avanzamento della fresatura dinamica è relativamente elevata, di solito compresa fra 2000-8000 mm/minin base alle caratteristiche del materiale, alla profondità di taglio e alle prestazioni della macchina.
Vantaggi e svantaggi:
Vantaggi:
- Riduzione del carico dell'utensile, prolungandone la durata.
- Alta efficienza, particolarmente adatta alla rimozione di grandi superfici di materiale.
- Garantisce una migliore stabilità di taglio e tassi di asportazione del materiale più elevati.
- Riduce l'accumulo di calore e l'usura degli utensili.
Svantaggi:
- Requisiti più elevati per le macchine utensili, tra cui stabilità e velocità del mandrino.
- In alcuni casi (come nel caso di forme complesse), la fresatura dinamica può generare percorsi utensile ad anello che creano un movimento inattivo dell'utensile.
- La qualità della superficie durante la finitura è relativamente scarsa.
Efficienza di lavorazione:
La fresatura dinamica mostra un'elevata efficienza nella rimozione di grandi quantità di materiale. Grazie all'elevata velocità di avanzamento e all'impegno di taglio più profondo, può migliorare notevolmente l'efficienza della lavorazione. Tuttavia, può essere meno stabile della fresatura a strati nelle lavorazioni fini.
Fattori che influenzano l'efficienza della lavorazione:
Prestazioni della macchina: Sono necessarie alte velocità del mandrino e una buona stabilità della macchina. La fresatura dinamica è particolarmente efficace sulle macchine a cinque assi.
Caratteristiche del materiale: I materiali più morbidi, come le leghe di alluminio e rame, sono i più adatti.
Selezione degli utensili: Le dimensioni e il tipo di utensile influenzano le prestazioni della fresatura dinamica, in particolare quando si lavorano materiali più duri.

Fresatura a strati
Definizione:
La fresatura a strati è una strategia di lavorazione che divide la profondità di taglio in più strati sottili. Ogni taglio rimuove una piccola quantità di materiale, controllando efficacemente il carico dell'utensile, riducendo l'usura eccessiva e mantenendo un'elevata precisione di lavorazione.

Materiali applicabili:
Acciai duri (acciai per utensiliacciai legati), acciaio inossidabile, ghisa, leghe di titanio utilizzate per la finitura e altri materiali duri.
La fresatura a strati è generalmente adatta a materiali di durezza superiore e a lavorazioni che richiedono una qualità superficiale e una precisione maggiori.
Gamma di velocità del mandrino:
La fresatura a strati opera di solito a velocità del mandrino relativamente basse, in genere comprese tra 3000-8000 GIRI/MIN..
Per i materiali duri come le leghe di titanio e gli acciai temprati, le velocità del mandrino devono essere ridotte in modo appropriato per minimizzare l'usura degli utensili.
Velocità di alimentazione:
La velocità di avanzamento della fresatura a strati è generalmente più bassa, di solito 500-5000 mm/min. Le velocità di avanzamento più basse contribuiscono a garantire la stabilità del taglio e la precisione della lavorazione.
Vantaggi e svantaggi:
Vantaggi:
- Condizioni di lavorazione stabili, adatte a materiali duri e operazioni di finitura.
- La ridotta profondità di taglio per passata riduce il carico dell'utensile e migliora la qualità della superficie e la precisione dimensionale.
- Garantisce un'elevata precisione ed è adatto alla lavorazione di precisione.
Svantaggi:
- Una profondità di taglio ridotta comporta una minore asportazione di materiale e una minore efficienza.
- Poiché ogni taglio rimuove solo una piccola quantità di materiale, i cicli di lavorazione sono più lunghi e non sono adatti a rimuovere rapidamente grandi volumi di materiale.
Efficienza di lavorazione:
La fresatura a strati ha un'efficienza relativamente inferiore, soprattutto quando si rimuovono grandi volumi di materiale, a causa delle velocità di avanzamento più lente e dei minori tassi di rimozione del materiale. Tuttavia, nelle lavorazioni di precisione e nei requisiti di alta precisione, può fornire risultati migliori.
Fattori che influenzano l'efficienza della lavorazione:
Durezza del materiale: I materiali duri sono adatti alla fresatura a strati, ma l'efficienza è bassa quando si lavorano materiali più morbidi.
Selezione degli utensili: La geometria dell'utensile, la profondità di taglio e la velocità di avanzamento influenzano l'efficienza e la precisione.
Parametri di taglio: L'adeguata profondità di taglio, la velocità di avanzamento e la velocità del mandrino determinano le prestazioni complessive della lavorazione.
Fresatura dinamica CNC vs fresatura a strati: Quale è più efficiente?
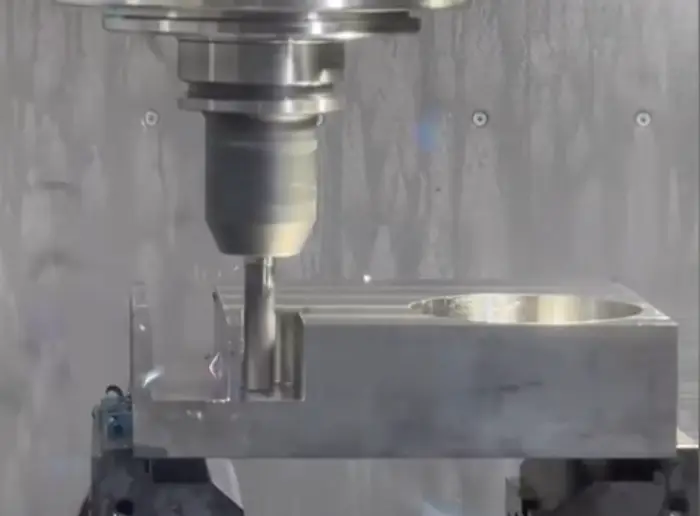
Per confrontare l'efficienza di sgrossatura di entrambi i metodi, creiamo un pezzo di cavità che misura 10 mm × 10 mm con una profondità di 25 mm. Il materiale del pezzo è Alluminio 7075con dimensioni complessive di 150 mm × 150 mm × 30 mm e una cavità interna. La tolleranza di lavorazione del pezzo grezzo è impostata su 5 mm, e 25 mm deve essere rimosso dai bordi.
Tasso di asportazione del materiale (Q) viene utilizzato come metro di paragone. Maggiore è il volume di materiale rimosso per unità di tempo, maggiore è il valore di Q. L'unità di misura è cm³/min.
Gli altri due parametri di influenza sono profondità di taglio (AP) e larghezza di taglio (AE).
Formula nota:
Q = (F × AP × AE) / 1000
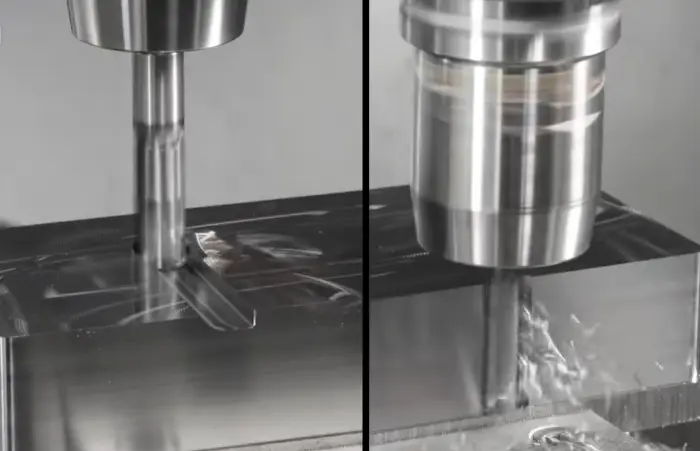
Calcolo dinamico della sgrossatura
Diametro dell'utensile: Utensile standard da 10 mm, lunghezza del tagliente 30 mm.
Poiché la lavorazione dinamica richiede utensili leggermente più grandi per ridurre il rischio di rottura, il diametro dell'utensile viene scelto come 12 mm.
Velocità del mandrino S = 8000
Velocità di avanzamento media F = 5000 mm/min
Profondità di taglio AP = 30 mm (singolo passaggio)
Larghezza di taglio AE = 2,5 mm
Calcolo:
Q = 5000 × 30 × 2.5 / 1000
Risultato:
Q = 375 cm³/min
Calcolo della sgrossatura degli strati
Per la sgrossatura dello strato si utilizza una fresa a inserti. Il diametro dell'utensile deve coprire la larghezza di taglio, per cui un Fresa di 32 mm di diametro è selezionato.
Velocità del mandrino S = 4500
Velocità di avanzamento F = 4000 mm/min
Profondità di taglio AP = 2 mm
Larghezza di taglio AE = 25 mm
Risultato del calcolo:
Q = 200 cm³/min
Dai risultati dei calcoli, la velocità di asportazione del materiale della fresatura dinamica è effettivamente superiore a quella della fresatura a strati e la velocità di lavorazione teorica è maggiore. Tuttavia, nella lavorazione reale, la fresatura dinamica non è sempre più veloce. Durante la lavorazione di cavità e la sgrossatura circostante, si verificano spesso molti movimenti ad anello e percorsi utensile inattivi, che fanno perdere tempo di lavorazione. Inoltre, le condizioni di sgrossatura dinamica non sono sempre stabili. Quando si rimuovono grandi porzioni di materiale, il carico dell'utensile può aumentare improvvisamente e causare la rottura dello stesso.
La fresatura a strati, invece, ha meno movimenti di looping e percorsi utensile inattivi più brevi, con un ritmo di lavorazione più stabile. Alcuni potrebbero pensare di utilizzare la scalatura e la fresatura convenzionale per migliorare la velocità della sgrossatura dinamica, ma questo aumenta il carico degli utensili e ne accelera l'usura, facendo lievitare i costi di lavorazione.
Tuttavia, quando il materiale passa da Alluminio 7075 lega a titanio lega (come il TC-4)la situazione diventa diversa. Le leghe di titanio hanno una bassa conducibilità termica. Se si utilizza la fresatura a strati, la dissipazione del calore dell'utensile diventa difficile, e circa 80% del calore si concentra sulla punta dell'utensile, causando una rapida usura dell'utensile e riducendo la stabilità della lavorazione e l'efficienza dei costi. Con la fresatura dinamica, il taglio utilizza principalmente il bordo laterale dell'utensile. Finché la velocità di asportazione del materiale è controllata e si evita un impegno eccessivo, la dissipazione del calore migliora e la velocità di lavorazione aumenta.
Pertanto, la velocità di asportazione del materiale è solo un fattore di riferimento. Deve essere combinato con il tipo di materiale e le caratteristiche della lavorazione per determinare la strategia migliore. Ad esempio, per la lavorazione di pezzi in lega di alluminio, la sgrossatura in cavità può utilizzare fresatura a strati, mentre il restante Angoli R o filetti sui bordi del pezzo può essere cancellato utilizzando fresatura dinamicache consente di risparmiare tempo di lavorazione.
Criteri di selezione per la fresatura dinamica e la fresatura a strati
La scelta tra fresatura dinamica e fresatura a strati dipende principalmente dai seguenti fattori:
Tipo di materiale:
Per i materiali morbidi, come le leghe di alluminio e rame, la fresatura dinamica offre una maggiore efficienza.
Per i materiali duri come le leghe di titanio, gli acciai inossidabili e gli acciai temprati, la fresatura a strati è più adatta perché mantiene una maggiore precisione di lavorazione e una migliore qualità superficiale.

Obiettivi di lavorazione:
Se l'obiettivo è rimuovere rapidamente una grande quantità di materiale, la fresatura dinamica è più adatta dopo aver ottimizzato i percorsi utensile inattivi e i movimenti ad anello, perché offre tassi di rimozione più elevati e velocità di avanzamento più elevate.
Se l'obiettivo è la lavorazione di precisione con un'elevata qualità o accuratezza della superficie, la fresatura a strati presenta dei vantaggi, soprattutto per le operazioni di finitura complesse. Tuttavia, è necessario prestare attenzione alla concentrazione di calore sulla punta dell'utensile per evitare una rapida usura.
Prestazioni delle macchine utensili:
La fresatura dinamica richiede velocità di mandrino più elevate e una migliore stabilità della macchina, rendendola più adatta a macchine a cinque assi o ad alta precisione.
La fresatura a strati ha requisiti inferiori ed è adatta alla maggior parte delle macchine convenzionali a tre assi.
Efficienza di lavorazione:
La fresatura dinamica è più efficiente per la rimozione di grandi volumi di materiale, mentre la fresatura a strati è più adatta per le operazioni di finitura, offrendo un'efficienza inferiore ma una precisione superiore.
Conclusione
Sia la fresatura dinamica che la fresatura a strati hanno i loro vantaggi nella lavorazione CNC. La fresatura dinamica è adatta ai materiali più morbidi e alla rimozione rapida del materiale, mentre la fresatura a strati è migliore per i materiali più duri e la lavorazione di precisione. La scelta della strategia giusta dipende dal materiale, dalle caratteristiche di lavorazione e dalla capacità della macchina.Se volete conoscere maggiori dettagli o ottenere un prezzo di produzione personalizzato, potete contatto con noi.








