

研磨サービス:
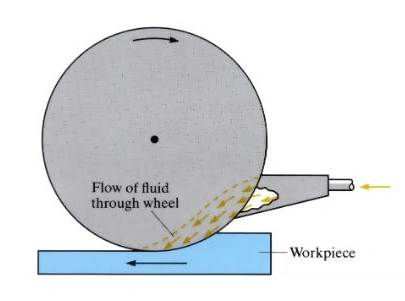
研削は、砥石を使用して工作物の表面から少量の材料を除去し、高い平面精度と優れた仕上げ面精度を実現する。
- ISO 9001:2015認証取得
- 0.001μmまでの精度
- 5日以内にお届け
- 研削コスト:5~300米ドル
研削の種類と用途
研削加工は、現代の製造業において重要な機械加工プロセスであり、特に顧客が厳しい公差、高精度、優れた仕上げ面精度を要求する場合に適しています。様々な研削方法は、精密機械加工における特定の課題を解決するために設計されています。以下は、最も一般的な研削の種類とその産業用途です:
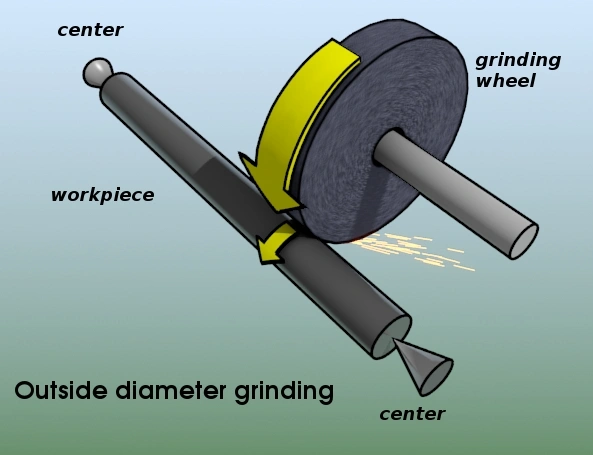
円筒研削(外径研削)
特徴
円筒部品の外径加工用に設計されています。真円度と寸法精度を確保し、偏差を最小限に抑えます。
アプリケーション
シャフト、ローラー、精密スピンドルに広く使用され、機械、ロボット、エネルギー分野でよく使用される。
円筒研削(外面研削):
特徴
円筒部品の外径加工用に設計されています。真円度と寸法精度を確保し、偏差を最小限に抑えます。
アプリケーション
シャフト、ローラー、精密スピンドルに広く使用され、機械、ロボット、エネルギー分野でよく使用される。
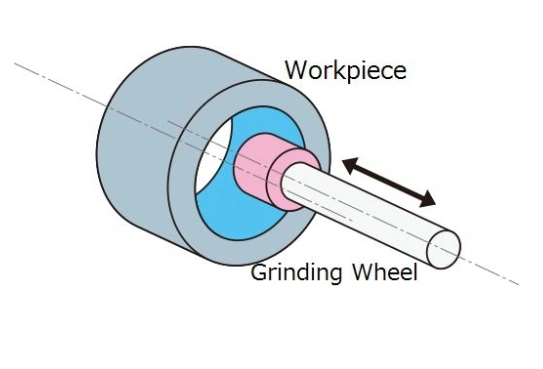
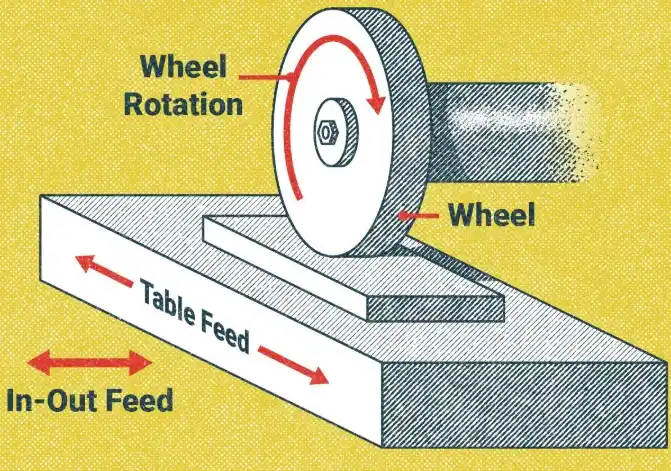
内面研削
特徴
公差の厳しい内部ボアや穴の加工に最適。深く狭いキャビティにも対応。
アプリケーション
ベアリングレース、ブッシング、油圧シリンダーなど、内部精度が重要な部品の製造に不可欠。
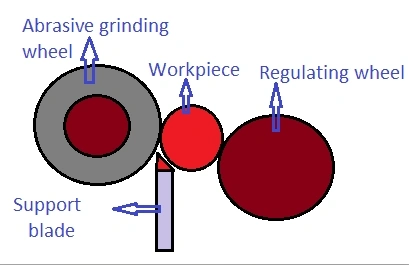
センタレス研削:
特徴
円筒研削とは異なり、センタレス研削はスピンドルを必要としない。工作物は研削砥石と調整砥石の間で支持されます。これにより、高速生産と安定した精度が可能になります。
アプリケーション
ピン、ロッド、チューブなどの精密部品の大量生産に最適。医療、自動車、エレクトロニクス産業でよく使用される。
クリープフィード研削
特徴
あまり一般的ではないが、高度に専門化された研削技術。非常に遅い送り速度と大きな切り込み深さを使用し、1回のパスで効率的に材料を除去する。
アプリケーション
タービンブレード、航空宇宙用合金、耐熱材料など、従来の方法では困難な加工に特に有効。複雑な形状の加工において、加工回数を減らし、生産性を向上させることで知られている。
手動研磨(ハンド・グラインディング)
特徴
手持ちのグラインダーやサンドペーパーを使って部品を仕上げたり補修したりする伝統的な加工法。精度が要求されない小ロットの部品の表面処理に適しているが、比較的効率が悪い。
アプリケーション
金型補修、溶接研磨、バリ取り、特注作業、特にメンテナンス、工具工場、試作品製造によく使用される。

CNC旋盤加工 一般的な材料
WELDOは、一般的なアルミニウム、ステンレス鋼、合金、銅からABSやPCなどのプラスチックに至るまで、様々な材料の精密CNC旋盤加工サービスを提供しています。
メタルCNC 素材タイプ:



銅
導電性、引張延性、抗菌性を持ち、主に工芸品、装飾品、医療機器などに加工される。
カラー オレンジ、イエロー
種類 : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
表面仕上げ: 不動態化処理、電気メッキ、化学メッキ、ショットピーニング、サンドブラスト、化学皮膜処理、研磨、光沢洗浄。
納期 :1-5日

ブロンズ
青銅は耐食性に優れた銅合金で、流動性に優れ、成分によって色が異なる。ベアリング、ギア、船舶部品などの部品に使用される。
カラー ゴールド/ブラウン
種類 :錫青銅、アルミニウム青銅、ベリリウム青銅、シリコン青銅、マンガン青銅。
表面仕上げ :サンドブラスト、研磨、ローレット、研削、不動態化、化学皮膜コーティング、含浸着色、刷毛/スプレー着色、電気メッキ、陽極酸化、粉体塗装、刷毛塗り。
納期 :1-5日

スチール
Cr、Ni、Mnを含む鉄基合金で、熱処理により特性を調整できる。ボルト、シャフト、ギア、切削工具、エンジン部品などに使用される。
カラー :シルバー .
種類 :Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
表面仕上げ:サンドブラスト、鏡面仕上げ、PVDコーティング、ブラッシュ仕上げ、スプレーコーティング、電気メッキ。
納期 :1-5日

マグネシウム
軽量で硬度が低く、熱伝導性に優れ、工具の摩耗が少ない。強度はアルミニウム合金や鋼を上回り、減衰能力はアルミニウムの1.5倍で、振動や騒音を効果的に吸収する。航空宇宙や自動車部品に適している。
カラー :シルバー
種類 :Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
表面仕上げ: 化成皮膜処理、陽極酸化処理、ニッケルメッキ、電気メッキ、複合皮膜処理、スプレー塗装、粉体塗装、電気泳動塗装。
納期 :1-5日
プラスチックCNC 素材タイプ:

POM
高強度、低摩擦、寸法安定性に優れ、機械加工に理想的な材料。ギアやベアリングのような磨耗部品において、金属に取って代わる。
カラー 白、黒、青、黄色、等。
種類 :POM-H、POM-C。
表面仕上げ: 研磨、サンドブラスト、化学研磨、レーザー研磨、陽極酸化/塗装。
納期 :1-5日

PA
PA(ナイロン)は、62~85MPaの引張強さ、低摩擦性、耐熱性を持ち、自動車、電子機器、機械のギアやベアリングに最適です。
カラー :カラー。
種類 :PA6、PA66、PA6T、PA9T。
表面仕上げ:機械研磨、酸/アルカリエッチング、加水分解技術、コーティング。
納期 :1-5日
PTFE
PTFEは超低摩擦性、強力な耐薬品性、優れた絶縁性を持ち、シール、ガスケット、ブッシングに最適。
カラー :ホワイト、ナチュラル、ブラック、フィルド、カスタムカラー。
種類 :バージンPTFEガラス繊維強化PTFE炭素充填PTFE,ブロンズ充填PTFE,変性PTFE
表面仕上げ: 機械加工仕上げ、研磨、テクスチャリング、コーティング、彫刻、帯電防止処理。
納期 :1-5日

ユーピーイー
UPE (UHMW-PE) は、耐摩耗性、低摩擦性、高衝撃強度に優れた超高分子量ポリエチレンで、摩耗部品や工業部品に広く使用されている。
色: ナチュラル(白)、ブラック、グリーン、ブルー。
種類だ: バージンUHMW-PE、帯電防止UHMW-PE、ガラス充填UHMW-PE、オイル充填(自己潤滑性)UHMW-PE。
表面仕上げ: 機械加工仕上げ、研磨、プラズマ/コロナ処理、火炎研磨、サンドブラスト。
納期: 1~5日
研削サービスに関するFAQ
研削の基本原理とは?
研削加工は、砥粒を使用して、研削工具と工作物間の相対運動によって工作物表面を微細加工し、高精度と低表面粗さを実現する機械加工プロセスである。その核心は、砥粒の微小切削作用と研削工具の幾何学的複製にある。
どのような材料が研削に適していますか?
研削加工は、ほとんどの金属(鉄鋼、鋳鉄、非鉄金属など)と非金属材料(セラミックス、ガラス、水晶など)に適用できる。特に超硬合金や耐熱合金などの難削材の精密加工に適している。
研削用研磨材の正しい選び方は?
砥粒の選択は、被削材の硬度、加工精度、表面品質の要求を考慮する必要があります。例えば
コランダム (酸化アルミニウム)は、硬化鋼や鋳鉄などの一般的な材料に適している;
炭化ケイ素は、超硬合金やセラミックスなどの高硬度材料に適しています;
ダイヤモンド砥粒は、超硬材料や光学ガラスの精密加工に適しています。
研削中の表面粗さをコントロールするには?
ウェルド エンジニアは言った:
適切な研磨粒度を選択する(細かい研磨材は粗さを小さくする);
研削圧力と研削速度の調整;
潤滑クーラントを使用し、表面の損傷を最小限に抑える;
多段研磨(粗研磨→精研磨→研磨)。
研削における一般的な欠陥とその対処法とは?
一般的な欠陥は以下の通り:
表面の焼け:研削速度を下げるか、冷却速度を上げることを推奨する;
寸法偏差:ラッピングツールの摩耗や不安定な位置決め。定期的なラッピングツールの修理と治具の点検を推奨;
傷:ラッピングツールやワークのクリーニングを行い、純粋な研磨剤を使用することを推奨します。
ラッピング、ポリッシング、スーパーフィニッシングの違いは何ですか?
ラッピング:主にマイクロカットを行い、余分な材料を取り除き、形状精度を修正する;
研磨:主に塑性変形を伴い、表面の粗さを減らし、光沢を向上させる;
スーパーフィニッシング:ラッピングよりもさらに表面の完全性(うねりの低減など)を向上させることで、ベアリングなどの精密部品によく使用される。
