

ワイヤーEDM加工
ワイヤー放電加工用素材
ワイヤーEDM加工は、高硬度、複雑な形状、従来の機械加工では困難な導電性材料の加工が可能です。
素材:

")
ステンレス
ステンレス鋼は耐食性に優れ、表面は滑らかでお手入れが簡単です。厨房機器、医療機器、建築、自動車部品などに幅広く使用されています。
カラー :シルバー
種類 :Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
表面仕上げ :研磨、ブラッシング、サンドブラスト、電気めっき、溶射、PVD(物理蒸着)、不動態化、酸洗、着色。
納期 2-5日。

銅
導電性、引張延性、抗菌性を持ち、主に工芸品、装飾品、医療機器などに加工される。
カラー オレンジ、イエロー
種類 : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
表面仕上げ: 不動態化処理、電気メッキ、化学メッキ、ショットピーニング、サンドブラスト、化学皮膜処理、研磨、光沢洗浄。
納期 :1-5日

ブロンズ
青銅は銅と錫の合金(しばしば鉛や亜鉛などの元素を含む)で、融点が低く、流動性に優れ、強い耐食性を持つ。彫刻、ベアリング、歯車、バルブ、プロペラ、船体継手、ポンプなどの海洋部品に広く使用されている。
カラー ゴールド/ブラウン
種類 :錫青銅、アルミニウム青銅、ベリリウム青銅、シリコン青銅、マンガン青銅。
表面仕上げ :サンドブラスト、研磨、ローレット、研削、不動態化、化学皮膜コーティング、含浸着色、刷毛/スプレー着色、電気メッキ、陽極酸化、粉体塗装、刷毛塗り。
納期 :1-5日

スチール
鋼は鉄と炭素の合金で、強度、靭性、耐食性などの特性を調整できる。
機械部品、切削工具、エンジン部品などに広く使用されている。
カラー :シルバー .
種類 :Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
表面仕上げ:サンドブラスト、鏡面仕上げ、PVDコーティング、ブラッシュ仕上げ、スプレーコーティング、電気メッキ。
納期 :1-5日

マグネシウム
マグネシウムは密度が低く、硬度が低く、熱伝導率が高い。その強度対重量比はアルミニウム合金や鋼鉄を上回り、優れた減衰特性は航空宇宙、自動車、電子機器用途に適している。
カラー :シルバー
種類 :Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
表面仕上げ: 化成皮膜処理、陽極酸化処理、ニッケルメッキ、電気メッキ、複合皮膜処理、スプレー塗装、粉体塗装、電気泳動塗装。
納期 :1-5日

グラファイト
導電性黒鉛は、機械加工による粉塵汚染を避けるため、精密成形に使用される。主に電極製造や放電加工金型に使用される。
カラー :ブラック
表面仕上げ :機械的切断、酸洗、電解処理、コーティング、研磨、放電表面強化。
納期 :3-5日

導電性セラミック部品
導電性セラミックスは、航空宇宙やセンサーや電子部品などの部品に使用され、高い硬度と化学的安定性を提供するが、機械加工が難しい。
パルス放電は高温・非接触加工を可能にし、応力やクラックを低減する。
タイプ: 酸化物/非酸化物導電性セラミックス、複合導電性セラミックス
色: ホワイト、ゴールド、ピンク・ブラックなど
納期 :3-5日
ワイヤー放電加工の表面仕上げ
ワイヤー放電加工部品は、加工後に表面が溶けた跡やわずかな変形が見られることが多い。
性能と見栄えを向上させるには後処理が必要だ。

削り出し仕上げ
工作機械で加工された試作品には、工具で加工された痕跡が残っている。

陽極酸化処理
金属の耐食性と耐摩耗性を向上させ、着色や保護コーティングが可能。

ポーランド語
金属、セラミック、プラスチック、PMMAの表面平滑性と外観を向上させます。

サンドブラスト
高圧砥粒を使用し、クリーンでざらつきのないマットな表面仕上げを実現。

ブラッシュ仕上げ
金属表面にテクスチャー模様を付け、美観を向上させる。

パウダーコーティング
静電塗布と熱硬化により緻密な層を形成し、部品の耐食性を向上させる。

電気めっき 終了
金属層を形成し、耐食性と耐摩耗性を向上させる。

ブラック・オキシダイズ
簡単な化学酸化により、金属表面に低コストの反射防止コーティングを形成する。

アロジン
化成処理により耐食性皮膜を形成し、密着性と導電性を向上させる。

熱処理
金属の微細構造を改質し、硬度、強度、靭性、耐摩耗性を向上させる。
ワイヤーEDM加工の利点
高精度: 最大±0.001mmの超高精度を実現し、複雑で高精度な部品に最適です。
身体的接触はない: 非接触加工は、工具の摩耗や熱変形を回避し、様々な材料に適しています。
複雑な形状の加工 小さな穴や幅の狭いカットなど、複雑な形状や細かいディテールも簡単に加工できる。
高硬度材料に適している: 超硬合金やチタン合金を含む60HRC以上の被削材の加工が可能。
機械的ストレスがない: 応力集中を排除し、部品の安定性と精度を保ちます。
高い表面品質: 粗さの少ない滑らかな表面が得られ、後加工の必要性を低減。
長期安定操業: 連続安定加工で大量生産に対応。
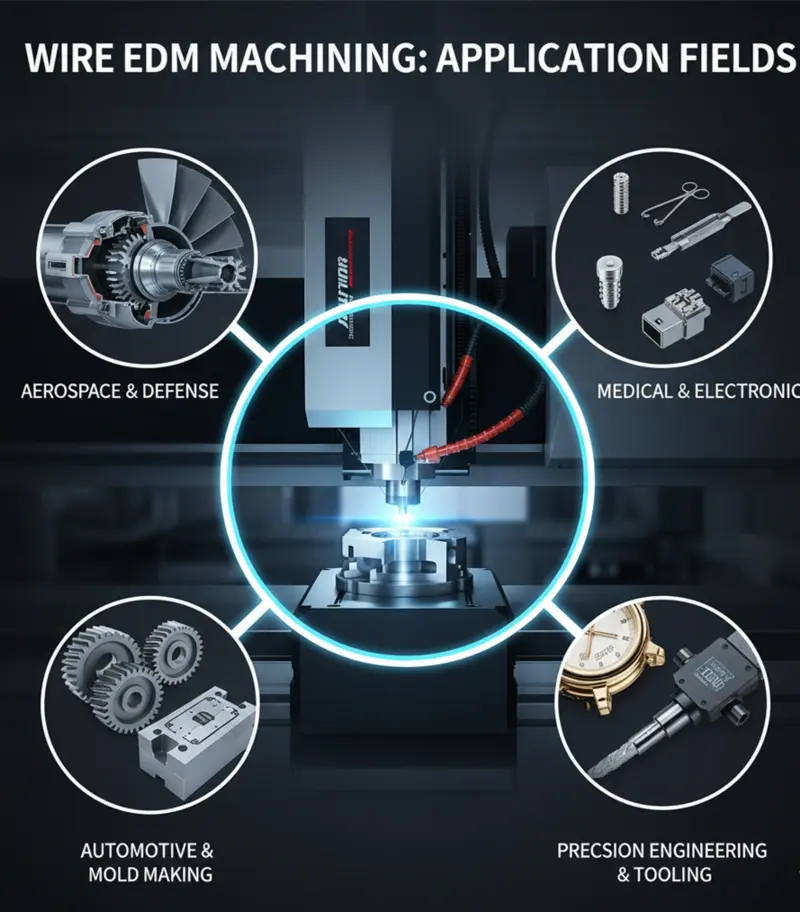
ワイヤー放電加工部品の用途
金型製造: キャビティ、インサート、冷却チャンネルなどの高精度金型部品を生産。
航空宇宙 エンジン部品、タービンブレード、ギアなどの複雑で高精度な部品を加工。
自動車: エンジン部品、冷却孔、燃料ノズルなどの精密自動車部品を製造。
医療機器 優れた表面仕上げを持つ高精度の外科器具や歯科器具に使用される。
精密機械: 複雑な形状と高い精度を持つ歯車、ベアリング、切削工具を製造。
エネルギー産業: 原子力および風力エネルギー用途の高強度、耐食性部品を製造。
金属加工とアート: ジュエリーや芸術作品のための複雑な彫刻や装飾デザインが可能。
ワイヤ放電加工に関するFAQ
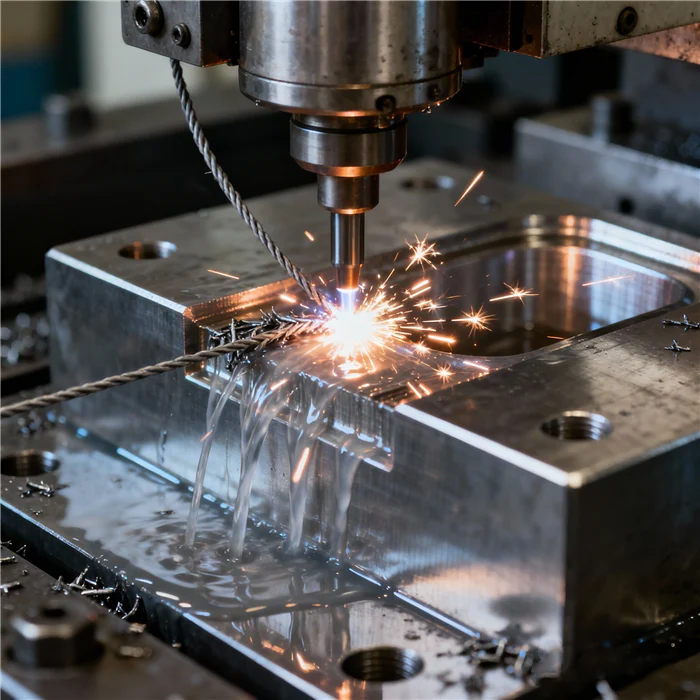
ワイヤ放電加工の原理は何ですか?
ワイヤー放電加工(EDM:Electrical Discharge Machining)は、細い金属ワイヤー(一般的にはモリブデンまたは真鍮)と被加工物の間に高電圧の電気火花を発生させることにより、導電性材料を切断する。瞬間的な高温(摂氏数千度まで)が材料を溶かして蒸発させ、脱イオン水が溶けた破片を洗い流す。全工程はCNCシステムによって精密に制御される。
ワイヤ放電加工はどのような精度を達成できますか?
ワイヤーEDMは通常、Ra0.8μm以下の表面粗さで±0.002~0.005mmの精度を達成します。
メリット
- 狭い溝(幅0.05mm)や鋭い内角(R0.1mm以下)をカットできる;
- 大量生産に適した高い繰り返し位置決め精度
- 多くの場合、その後の研磨は必要ない。
ケース 航空宇宙分野では、タービンブレードの冷却孔を公差±0.003mm以内に加工する必要があり、ワイヤ放電加工が唯一の有効なソリューションとなっています。
ワイヤー放電加工の効率はフライス加工と比べてどうですか?
効率の特性:
- 単品加工速度:フライス加工より遅いが(~50~200mm²/分)、複雑な形状に最適;
- 大量生産の利点:自動ワイヤー通し(AWT)とCNCプログラミングにより、24時間365日の無人運転が可能;
- 材質の適応性:硬い材料(HRC60+など)にはフライス加工よりも効率的。
フライス加工との比較:
– メリット 切削抵抗がなく(ワークの変形を防止)、超硬素材の加工が可能;
– デメリット 粉砕よりも時間がかかる。酸化膜が形成されることがあり、後洗浄が必要。
ワイヤー放電加工は表面に酸化膜を作りますか?どのように処理すればよいですか?
酸化膜が原因: 高温の火花が表面を酸化させ、厚さ0.01~0.05mmの黒色/灰色の層を形成する。
治療方法:
- 機械的除去:サンドペーパー研磨、サンドブラスト
- 化学洗浄:酸またはアルカリ洗浄;
- 電解研磨:表面仕上げを改善する。
業界の慣行: 医療用インプラントでは、生体適合性を確保するために酸化物層を完全に除去しなければならない。
ワイヤ放電加工機にはどのような安全上のリスクがありますか?それを防ぐには?
主なリスク
- 感電:高電圧スパークにより感電する恐れがあります;
- 機械的損傷:ワイヤの断線またはワークの突き出し;
- 火災:脱イオン水または可燃性油性クーラントの異常伝導性。
予防措置:
- 機器の保護:雷保護および非常停止ボタンを設置する;
- 操作上の注意加工中は電気キャビネットを閉めておく;
- 環境管理:作業場所を乾燥した状態に保ち、クーラントを定期的に点検する。
ワイヤ放電加工機のコストに影響する要因は何ですか?
コストの構成要素:
- 設備の減価償却:高級機は$70,000~$280,000;
- 消耗品ワイヤー(~$70~$280/巻)、脱イオン水(定期的な交換が必要);
- エネルギー消費~加工1時間当たり5~15kWh;
- 人件費:熟練したプログラマー/オペレーターが必要。
最適化の提案
- 大量生産:CNCプログラミングで手作業を削減
- 材料の選択:処理時間を短縮するため、導電性の高い材料(銅など)を優先する;
- プロセスの最適化:効率と精度のバランスをとるために、荒加工+仕上げ加工の2段階加工を使用する。
