
CNC-Bearbeitung 16MnCr5 Prototyp wird häufig für die Entwicklung hochpräziser Getriebekomponenten verwendet, die eine ausgezeichnete Verschleißfestigkeit, Maßhaltigkeit und lange Lebensdauer erfordern. Als niedrig legierter Stahl, 16MnCr5 ist besonders geeignet für Synchronringe und andere Funktionsteile, die wiederholten Reibungs- und Belastungszyklen ausgesetzt sind.
In diesem Artikel wird ein cnc-Bearbeitung 16MnCr5 Prototyp durch eine vereinfachte 5-Achsen-CNC-Bearbeitung Synchronring Fall, wobei die Materialauswahl, die Bearbeitungsanforderungen und die Verfahrensvorteile hervorgehoben werden.

Überblick über das Projekt
Bei diesem Prototyp handelt es sich um einen Synchronisierungsring, der mit 5-Achsen-CNC-Bearbeitung. Das Bauteil weist eine kreisförmige Ringstruktur mit mehreren umlaufenden Löchern und Funktionsflächen auf, wodurch cnc-Bearbeitung 16MnCr5 Prototyp eine ideale Lösung für die Validierung in einem frühen Stadium und für Präzisionstests, Die wichtigsten Bearbeitungsschritte sind die folgenden:
CNC-Drehen von Innenbohrung, Außendurchmesser und Bezugsflächen
Ausrüstung und Werkzeuge:
CNC-Drehmaschine, Hartmetall-Schneidwerkzeuge, Präzisions-Spannsystem.
Funktion und Bedeutung:
Dieser Vorgang legt die primären Bearbeitungsnullpunkte des Teils fest und gewährleistet die Konzentrizität und Maßhaltigkeit der Innenbohrung, des Außendurchmessers und der Stirnflächen. Diese Referenzflächen bilden eine präzise Grundlage für die anschließende fünfachsige Bearbeitung und Prüfung.
5-Achsen-CNC-Bearbeitung von Profilen, Bohrungen und Umfangsmerkmalen
Ausrüstung und Werkzeuge:
Fünf-Achsen-CNC-Bearbeitungszentrum, Hartmetall-Fräser, Werkzeugmesssystem.
Funktion und Bedeutung:
Komplexe Konturen, umlaufende Strukturen und Lochmuster werden in einer einzigen Aufspannung fertiggestellt. Dieser Ansatz gewährleistet Winkelgenauigkeit und Positionskonsistenz und eliminiert gleichzeitig kumulative Fehler, die durch mehrfaches Umspannen entstehen.
Präzisionsanfasen und Entgraten
Ausrüstung und Werkzeuge:
Anfasfräser, Präzisions-Entgratwerkzeuge.
Funktion und Bedeutung:
Scharfe Kanten und Grate werden entfernt, um die Leichtgängigkeit der Montage und die Betriebssicherheit zu verbessern und gleichzeitig eine gleichbleibende Kantenqualität und langfristige Zuverlässigkeit der Komponenten zu gewährleisten.
PVD (DLC) Beschichtungsbehandlung
Ausrüstung und Werkzeuge:
PVD-Vakuum-Beschichtungsanlage, Geräte zur Messung der Schichtdicke.
Funktion und Bedeutung:
Die DLC-Beschichtung verringert die Reibung, erhöht die Verschleißfestigkeit und verlängert die Lebensdauer. Die Beschichtungsdicke wird streng kontrolliert, um sicherzustellen, dass die Montageabmessungen nicht beeinträchtigt werden.
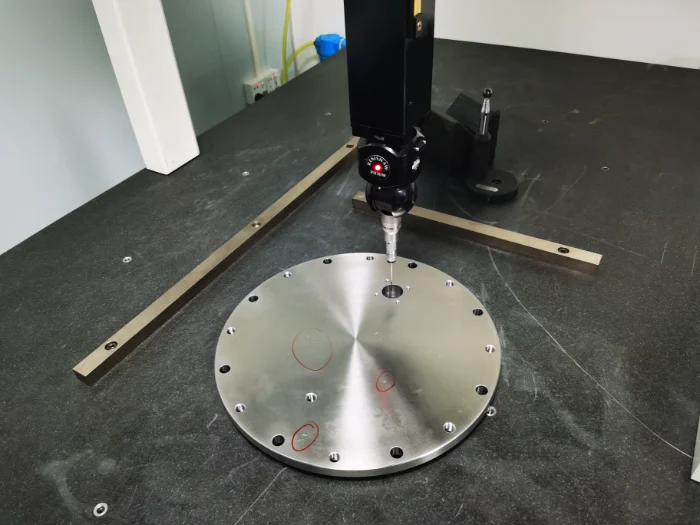
Maß-, Sicht- und Funktionsprüfung
Ausrüstung und Werkzeuge:
Koordinatenmessgerät (CMM), Mikrometer, Höhenmessgerät, optischer Komparator und Oberflächenrauhigkeitsprüfer.
Funktion und Bedeutung:
Eine umfassende Inspektion prüft die Maßgenauigkeit, die geometrischen Toleranzen und die Oberflächenqualität und stellt sicher, dass die Zeichnungsanforderungen und Montagenormen vor der Auslieferung vollständig erfüllt werden.
Bearbeitungsanforderungen auf der Grundlage von Zeichnungsnotizen
Werkstoff - Legierter Stahl 16MnCr5
Das Teil ist aus 16MnCr5 gefertigt, einem niedrig legierten Einsatzstahl, der häufig in CNC-Bearbeitung von legiertem Stahl für Getriebekomponenten, die eine hohe Oberflächenbeständigkeit und einen zähen Kern erfordern.
Bearbeitungsverfahren - 3D- und Fünf-Achsen-CNC-Bearbeitung
Der Synchronring wird durch 3D-Bearbeitung in Kombination mit 5-Achsen-CNC-Bearbeitungund ermöglicht das präzise Fräsen von Seitenflächen und Umfangsmerkmalen in einer Aufspannung. Dieser Ansatz ist entscheidend für cnc-Bearbeitung 16MnCr5 Prototyp Genauigkeit.
Oberflächenbehandlung - PVD-Beschichtung (DLC a-C:H)
In der Zeichnung ist eine DLC-PVD-Beschichtung mit einer Dicke von 0,0015 ± 0,001 mmwird eingesetzt, um die Reibung zu verringern, die Verschleißfestigkeit zu verbessern und die Lebensdauer des Stahlteils zu verlängern.
Position der Bohrung und strukturelle Genauigkeit
Mehrere Löcher sind gleichmäßig um den Ring verteilt. Die Winkelabstände und die Positionsgenauigkeit müssen streng kontrolliert werden, um die Konsistenz der Montage zu gewährleisten.
Entgraten und Anfasen
Alle scharfen Kanten sind abgeschrägt und entgratet um die Sicherheit, die Montageleistung und die Zuverlässigkeit der Teile zu verbessern.
Anforderungen an die Inspektion
Materialzertifikate und Prüfprotokolle sind erforderlich. Die fertigen Teile müssen den Zeichnungsmaßen und -toleranzen entsprechen.

Warum 5-Achsen-CNC-Bearbeitung
Für diese ringförmige Struktur mit mehreren Merkmalen, 5-Achsen-CNC-Bearbeitung bietet klare Vorteile bei cnc-Bearbeitung 16MnCr5 Prototyp Produktion:
- Komplexe Geometrie in einer einzigen Einrichtung
- Ausgezeichnete Kontrolle von Rundlauf und Positioniergenauigkeit
- Geringere kumulative Fehler durch Umspannen
- Stabile Qualität für nachfolgende Beschichtungsprozesse
Anwendungen, Komponenten und Vorteile von 16MnCr5
Als niedrig legierter Einsatzstahl, 16MnCr5 wird in großem Umfang in Getriebe- und Bewegungssteuerungssystemen eingesetzt, wo Verschleißfestigkeit und Langlebigkeit entscheidend sind.
Typische Anwendungsbereiche sind:
- Manuelle und automatisierte Schaltgetriebe für Kraftfahrzeuge
- Industriegetriebe und Untersetzungsgetriebe
- Feinmechanische Antriebssysteme
- Schwermaschinen und Automatisierungsanlagen
Zu den üblichen aus 16MnCr5 hergestellten Komponenten gehören:
- Synchronisierringe
- Zahnräder und Ritzel
- Zahnkränze und Verzahnungen
- Wellen und Buchsen
Die wichtigsten Vorteile der Verwendung von 16MnCr5 bei der CNC-Bearbeitung von Prototypen:
- Ausgezeichnete Bearbeitbarkeit im weichen (geglühten) Zustand
- Hohe Oberflächenhärte nach der Aufkohlung, ideal für Reibungsteile
- Robuste und ermüdungsresistente Kernstruktur
- Stabiles Maßverhalten, wenn die richtigen Bearbeitungszugaben angewendet werden
- Kostengünstige Wahl für CNC-Bearbeitung von legiertem Stahl in der Prototypen- und Vorproduktionsphase
Diese Vorteile machen cnc-Bearbeitung 16MnCr5 Prototyp Teile, die sich besonders für die Entwicklung von Synchronringen eignen, bei denen sowohl die Leistungsvalidierung als auch die Herstellbarkeit bestätigt werden müssen, bevor sie in die Serienproduktion gehen.

Häufig verwendete Materialien für Synchronringe
Die Auswahl des richtigen Materials ist entscheidend für die Leistung des Synchronrings, insbesondere bei cnc-Bearbeitung 16MnCr5 Prototyp Entwicklung, bei der vor der Massenproduktion eine Funktionsvalidierung erforderlich ist. Synchronringe arbeiten unter wiederholter Reibung, Stoßbelastung und hoher Zyklusermüdung, was hohe Anforderungen an die Oberflächenhärte und die Kernzähigkeit stellt.
Zu den üblicherweise verwendeten Materialien für Synchronringe gehören:
- 16MnCr5 (niedrig legierter Einsatzstahl)
Weit verbreitet für Präzisionssynchronringe aufgrund seiner hervorragenden Ausgewogenheit von Bearbeitbarkeit, aufgekohlter Oberflächenhärte und Kernzähigkeit. - 20MnCr5
Ähnlich wie 16MnCr5, aber mit etwas höherer Festigkeit, geeignet für schwerere Übertragungssysteme. - 20CrMo / 20CrMoH
Bietet eine verbesserte Härtbarkeit und Ermüdungsbeständigkeit und wird häufig in hochbelasteten Automobil- oder Industriegetrieben eingesetzt. - 8620 Legierter Stahl
Ein auf dem nordamerikanischen Markt häufig verwendeter Einsatzstahl, der sich für Synchronringe und Getriebekomponenten eignet. - Pulvermetallurgische Stähle (PM-Teile)
Wird in einigen Großserienanwendungen eingesetzt, ist jedoch in der Regel weniger flexibel für die CNC-Bearbeitung von Prototypen.
Zu diesen Optionen gehören, cnc-Bearbeitung 16MnCr5 Prototyp Teile werden in der Entwicklungsphase aufgrund der Kosteneffizienz, der Verfügbarkeit und des vorhersehbaren Wärmebehandlungsverhaltens häufig bevorzugt.
Zusammenfassung des Falles
Dieser Fall zeigt, wie cnc-Bearbeitung 16MnCr5 Prototyp Herstellung, kombiniert mit 5-Achsen-CNC-Bearbeitungermöglicht eine zuverlässige Produktion von Synchronringen aus legiertem Stahl. Präzisionsbearbeitung, kontrollierte Oberflächenbehandlung und strenge Inspektion sorgen für eine funktionelle Validierung vor der Massenproduktion.wenn Sie mehr Details über die CNC-Bearbeitung von Stahlteilen erfahren oder eine sofortige ZitatBitte nehmen Sie Kontakt mit uns auf. Weldo-Bearbeitung jetzt.









