










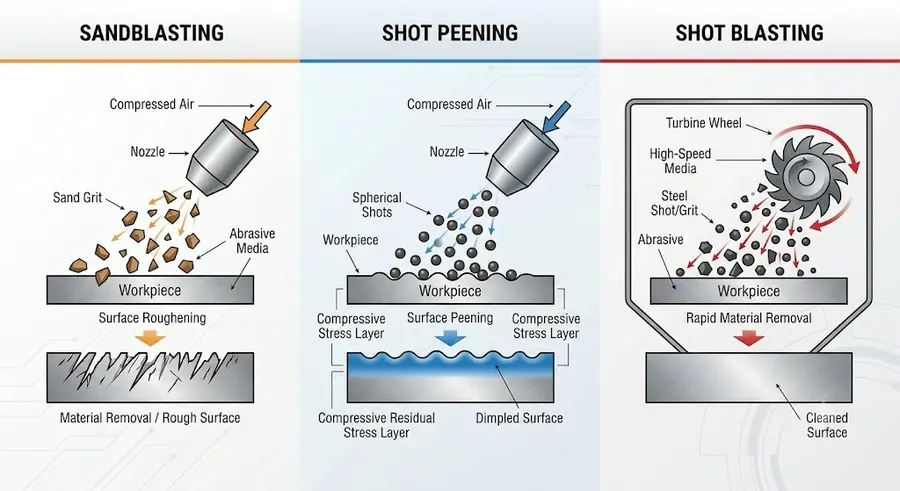
El chorro de arena, el granallado y el chorro de granalla son procesos habituales de tratamiento de superficies. Los tres utilizan medios a alta velocidad que impactan contra la superficie de la pieza de trabajo y modifican sus características superficiales. Dado que se parecen tanto en cuanto al tipo de equipo como al efecto que producen en la superficie, a menudo se confunden entre sí.
Sin embargo, desde el punto de vista de la finalidad del tratamiento, no se trata del mismo proceso. En términos sencillos: El chorro de arena es como cortar, el granallado es como martillear y el granallado con proyectiles es como golpear con fuerza. El chorro de arena se utiliza principalmente para la limpieza de superficies, el rugosizado y el acabado mate; el granallado se emplea principalmente para el endurecimiento de superficies y la mejora de la resistencia a la fatiga; el granallado con chorro de granalla es más adecuado para la eliminación de óxido y de la escoria con gran eficacia, así como para la preparación de superficies para el recubrimiento en grandes lotes de piezas metálicas.
La siguiente tabla ofrece una visión general rápida de las diferencias entre el chorro de arena, el granallado y el chorro de granalla:
| Artículo | Chorro de arena / Chorro abrasivo | Granallado | Granallado |
| Función principal | Limpieza, rugosidad, acabado mate | Refuerzo superficial, resistencia a la fatiga | Eliminación eficaz del óxido y de las incrustaciones |
| Fuente de alimentación | Aire comprimido o agua | Aire comprimido o equipos especializados de granallado | Rueda giratoria de alta velocidad |
| Reportajes en los medios | Abrasivos principalmente angulares | Tiros esféricos o casi esféricos | Granalla de acero, arena de acero, granalla de alambre cortado, etc. |
| Acción en superficie | Microcorte y aumento de la rugosidad | Deformación plástica y tensión residual de compresión | Limpieza y rugosidad de alto impacto |
| Aplicaciones típicas | Piezas estéticas, preparación del recubrimiento | Refuerzo de engranajes, resortes y cigüeñales | Fundición, estructuras de acero y limpieza de perfiles |
¿Qué son el chorro de arena, el granallado y el granallado con perdigones?
Aunque los tres son procesos de tratamiento de superficies basados en el impacto de medios a alta velocidad, sus fines son distintos. El chorro de arena se centra más en la limpieza y el rugosizado de la superficie; el granallado se centra más en el endurecimiento de la superficie; y el granallado con chorro de granalla es más adecuado para la limpieza por lotes de piezas metálicas.
¿Qué es el chorro de arena?
El chorro de arena es un proceso de tratamiento de superficies que utiliza aire comprimido o agua como fuente de energía para proyectar material abrasivo a gran velocidad sobre la superficie de la pieza de trabajo. Su función principal es eliminar el óxido, la capa de óxido, los recubrimientos antiguos, el aceite y otros contaminantes superficiales mediante el impacto abrasivo y el microcorte.
Antes del chorro de arena, la superficie de la pieza puede presentar marcas de mecanizado, arañazos, capas de óxido, óxido o residuos de recubrimiento. Tras el chorro de arena, la superficie adquiere una rugosidad uniforme y una textura mate y esmerilada, lo que hace que su estado sea más homogéneo y proporciona una mejor base para los tratamientos superficiales posteriores.
Por lo tanto, el chorro de arena se utiliza a menudo en piezas estéticas de aluminio, piezas mecanizadas con CNC, paneles de acero inoxidable y piezas metálicas antes de su recubrimiento. Cabe señalar que los abrasivos gruesos pueden dejar marcas evidentes del chorro, y que las superficies de acoplamiento de precisión, los orificios roscados y las superficies de sellado suelen necesitar protección mediante enmascaramiento.

¿Qué es el granallado?
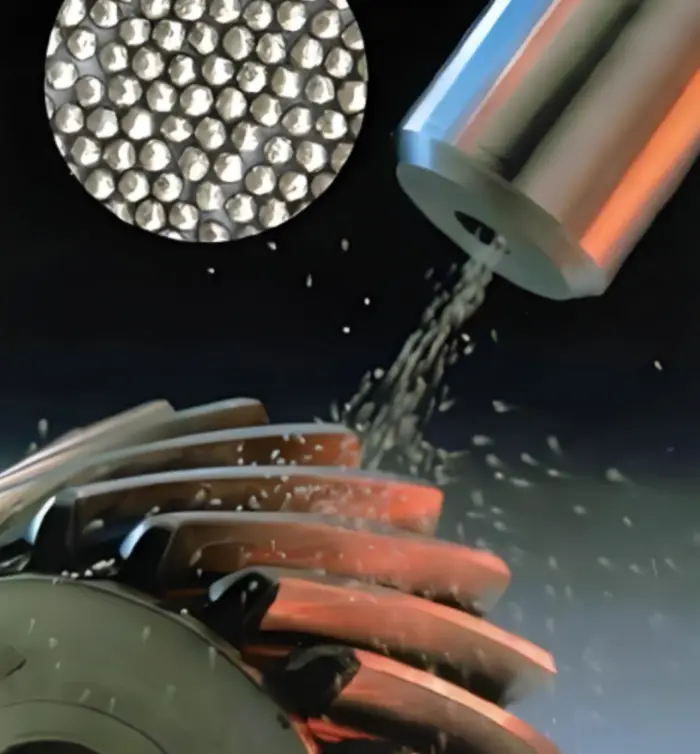
El granallado es un proceso de endurecimiento que utiliza proyectiles esféricos o casi esféricos a alta velocidad para impactar repetidamente contra superficies metálicas. Su objetivo principal no es la eliminación de material, sino provocar una microdeformación plástica en la capa superficial de la pieza de trabajo e introducir tensiones residuales de compresión.
Antes del granallado, la superficie de la pieza debe estar libre de restos evidentes de aceite, grietas, arañazos profundos o capa de óxido. Tras el granallado, la superficie presenta pequeñas hendiduras uniformes causadas por el impacto y adquiere una textura mate fina o similar a la piel de naranja, al tiempo que mejora la resistencia a la fatiga superficial.
Por lo tanto, el granallado se utiliza habitualmente en engranajes, muelles, cigüeñales, bielas, álabes aeroespaciales y ejes de transmisión sometidos a cargas cíclicas. Cabe señalar que el granallado puede alterar la rugosidad superficial, por lo que las superficies de acoplamiento de precisión, las superficies de estanqueidad y las zonas roscadas suelen requerir una protección mediante enmascaramiento.
¿Qué es el granallado?
El granallado es un proceso de tratamiento superficial en el que una rueda giratoria a alta velocidad genera fuerza centrífuga y proyecta granalla de acero, arena de acero, alambre cortado o medios similares sobre la superficie de la pieza de trabajo. Su función principal es eliminar la capa de óxido, el óxido, la arena de fundición, los recubrimientos antiguos y los arañazos superficiales leves mediante un fuerte impacto.
Antes del granallado, la superficie de la pieza puede presentar costra de óxido, manchas de óxido, residuos de arena de fundición, marcas de soldadura, recubrimientos descascarillados o arañazos localizados. Tras el granallado, la superficie adquiere una textura rugosa relativamente uniforme, el estado irregular original se vuelve más homogéneo y la superficie ofrece una mejor adherencia para la pintura, el recubrimiento en polvo o los recubrimientos anticorrosivos.
Por lo tanto, el granallado se utiliza habitualmente para la limpieza por lotes de piezas de fundición, forjados, chapas de acero, perfiles de acero, piezas soldadas y estructuras de acero. Cabe señalar que el granallado ejerce una gran fuerza de impacto y no es adecuado para superficies con acabado espejo, superficies de alto brillo, piezas de paredes delgadas ni superficies de acoplamiento de alta precisión.

Diferencias en los principios de tratamiento
El chorro de arena, el granallado y el chorro de granalla se basan todos en el impacto de partículas a alta velocidad, pero modifican la superficie de formas diferentes. El chorro de arena se basa principalmente en el acción de corte y esmerilado Entre los abrasivos, el granallado se basa principalmente en el acción de martilleo y deformación plástica de los medios de granallado, y el granallado se basa en el acción limpiadora de gran eficacia obtenido mediante granallado con rueda de alta velocidad.
Principio de funcionamiento del chorro de arena
El chorro de arena utiliza aire comprimido o agua para expulsar el material abrasivo por una boquilla a gran velocidad. Dado que los granos abrasivos suelen tener forma angular, producen un efecto de microcorte al impactar contra la superficie, lo que elimina los contaminantes y forma pequeños picos y valles.
Esta acción de microcorte confiere a la pieza una cierta rugosidad superficial. Por lo tanto, el chorro de arena no solo se utiliza para la limpieza de superficies, sino también para mejorar la base de adhesión de recubrimientos, películas de óxido o capas de unión.
Principio de funcionamiento del granallado
El granallado consiste en lanzar granalla esférica o casi esférica contra superficies metálicas a gran velocidad. Cuando la granalla impacta contra la superficie, actúa como si fueran pequeños martillos que golpean repetidamente la superficie, provocando una microdeformación plástica en lugar de un corte evidente del material.
Esta deformación introduce una tensión residual de compresión en la capa superficial, lo que compensa parte de la tensión de tracción generada durante el funcionamiento y retrasa el inicio y el crecimiento de las grietas por fatiga.
Principio de funcionamiento del granallado
El granallado utiliza un disco giratorio a alta velocidad para generar fuerza centrífuga y proyectar de forma continua granalla sobre la superficie de la pieza de trabajo. En comparación con el chorro de arena, el granallado tiene una mayor energía de impacto y una mayor eficacia de cobertura, lo que lo hace más adecuado para piezas metálicas de gran superficie, de forma regular y procesadas por lotes.
Durante el granallado, los granales rompen y eliminan la capa de óxido, el óxido, la arena de fundición y los recubrimientos antiguos, al tiempo que crean una textura rugosa relativamente uniforme.
Equipos y aplicación de los tres procesos
El chorro de arena, el granallado y el chorro de granalla difieren no solo en su principio de funcionamiento, sino también en el equipo utilizado. El equipo de chorro de arena es más flexible, el de granallado hace hincapié en el control de los parámetros y el de chorro de granalla es más adecuado para la automatización y el procesamiento por lotes.
Equipos de chorro de arena y su uso
El equipo de chorro de arena suele constar de un compresor de aire, una máquina de chorro de arena, una pistola de chorro de arena, una boquilla, una manguera de chorro de arena, una cabina o sala de chorro de arena y un sistema de recogida de polvo. Utiliza principalmente aire comprimido para impulsar el material abrasivo a través de una boquilla y proyectarlo a gran velocidad sobre la superficie de la pieza de trabajo.
Entre los equipos más habituales se encuentran las máquinas de chorro de arena manuales, las cabinas de chorro, las salas de chorro y las máquinas de chorro automáticas. El chorro de arena manual es adecuado para piezas complejas y tratamientos localizados; las cabinas de chorro son adecuadas para piezas CNC pequeñas y piezas estéticas; las máquinas de chorro automáticas son más adecuadas para paneles, tubos, perfiles y otros productos fabricados en serie.
Durante el chorro de arena, es necesario controlar la presión del aire, la distancia de la boquilla, el ángulo de chorro, el tamaño de las partículas abrasivas y el tiempo de tratamiento. Para las piezas estéticas de aluminio o el tratamiento previo al anodizado, suelen elegirse perlas de vidrio finas, medios cerámicos u óxido de aluminio.

Equipos de granallado y su uso
Los equipos de granallado pueden ser equipos de granallado con aire comprimido, equipos de granallado centrífugo o sistemas automatizados de granallado. A diferencia de los equipos de limpieza habituales, los equipos de granallado hacen especial hincapié en el control de los parámetros del proceso, ya que su objetivo es generar una tensión residual de compresión estable.
Los equipos de granallado suelen incluir boquillas o pistolas de granallado, un sistema de suministro de granalla, un sistema de recuperación de granalla, una cámara de granallado, un sistema de captación de polvo y dispositivos de ensayo de tiras Almen. En el proceso real, es necesario controlar la intensidad del granallado, la cobertura, el tamaño de la granalla, la dureza de la granalla, la distancia de granallado, el ángulo de granallado y el tiempo de procesamiento.
En el sector aeroespacial, en los sistemas de transmisión de automóviles o en piezas sometidas a cargas de fatiga elevadas, el granallado suele requerir también registros del proceso e informes de inspección.

Equipos de granallado y su uso
Los equipos de granallado suelen utilizar un disco giratorio a alta velocidad para proyectar el material de granallado sobre la superficie de la pieza de trabajo. En comparación con los equipos de chorro de arena, las máquinas de granallado presentan un mayor grado de automatización, una mayor fuerza de impacto y son más adecuadas para la limpieza de grandes lotes de piezas metálicas.
Entre los equipos habituales de granallado se incluyen las máquinas de granallado de tambor giratorio, las máquinas de granallado con cinta de goma, las máquinas de granallado de gancho, las máquinas de granallado de paso continuo, las máquinas de granallado con transportador de rodillos y las máquinas de granallado para tubos internos y externos. Las piezas de fundición pequeñas son adecuadas para las máquinas de tambor giratorio o de cinta de goma, mientras que las chapas de acero, los perfiles y las estructuras soldadas se adaptan mejor a las máquinas de paso continuo o de transportador de rodillos.
Durante el granallado, es necesario controlar la velocidad de la rueda, el caudal de granalla, el tiempo de tratamiento, la velocidad de transporte de la pieza y el área de cobertura.

¿En qué se diferencian los abrasivos y los granados?
Los medios utilizados en el chorro de arena, el granallado y el chorro de granalla influyen directamente en la rugosidad de la superficie, la eficacia de la limpieza, el aspecto y el riesgo de que la pieza se dañe. En términos sencillos, En el chorro de arena se utilizan principalmente abrasivos angulares; en el granallado por impacto se deben emplear granallas esféricas o casi esféricas; y en el granallado se utilizan principalmente granallas metálicas reutilizables o arena de acero..
Abrasivos habituales para el chorro de arena
Entre los abrasivos más comunes para el chorro de arena se encuentran alúmina fundida marrón, alúmina fundida blanca, óxido de aluminio, carburo de silicio, granate, perlas de vidrio, medios cerámicos, medios plásticos, cáscaras de nuez y medios de sosa. Los distintos abrasivos varían en cuanto a dureza, forma y tamaño de las partículas, lo que da lugar a diferentes efectos en la superficie.
Los abrasivos duros y angulosos son adecuados para eliminar el óxido, decapar pintura, eliminar óxido y preparar superficies para el recubrimiento. Los medios más blandos, como las perlas de vidrio y los medios cerámicos, son más adecuados para un acabado mate fino en aluminio, acero inoxidable y piezas personalizadas fabricadas con CNC. Para plástico, caucho o superficies más delicadas, se pueden seleccionar medios que causen menos daños, como los medios plásticos, las cáscaras de nuez o los medios de bicarbonato sódico.

Medios habituales para el granallado
Los medios utilizados para el granallado suelen ser granallas esféricas o casi esféricas, como granos de acero fundido, gránulos de alambre cortado, perlas de vidrio, gránulos de cerámica y gránulos de acero inoxidable. El objetivo del granallado no es cortar la superficie, sino crear una microdeformación plástica y una tensión residual de compresión mediante un martilleo uniforme.
Por lo tanto, en el granallado funcional no se pueden utilizar partículas abrasivas angulares en lugar de granalla esférica. Los abrasivos angulares tienden a producir una acción de corte, lo que dificulta el control de la rugosidad superficial y hace que sea complicado conseguir efectos estables de refuerzo frente a la fatiga.

Medios habituales para el granallado
Entre los medios de granallado más comunes se encuentran la granalla de acero, la arena de acero, la granalla de alambre cortado, la granalla de acero inoxidable, la granalla de aluminio, la granalla de zinc y la granalla cerámica. Dado que el granallado se utiliza habitualmente para la limpieza por lotes de piezas metálicas, los medios deben tener una buena resistencia al impacto, al desgaste y ser reciclables.
La granalla de acero y el arena de acero comunes son adecuados para la limpieza de acero al carbono, acero fundido, hierro fundido y piezas estructurales de acero. La granalla de acero inoxidable, la granalla de aluminio o la granalla cerámica son más adecuadas para materiales sensibles a la contaminación por hierro. Al tratar aluminio, acero inoxidable o titanio, deben evitarse los residuos de medios ferrosos comunes.

| Proceso | Medios comunes | Reportajes en los medios | Usos principales |
| Chorro de arena | Alúmina fundida, óxido de aluminio, perlas de vidrio, medios cerámicos, granate, medios plásticos | Medios abrasivos principalmente angulares o controlables | Limpieza, rugosidad, acabado mate, preparación para el recubrimiento |
| Granallado | Granalla de acero, granalla de alambre cortado, perlas de vidrio, granalla cerámica | Esférico o casi esférico | Refuerzo superficial y resistencia a la fatiga |
| Granallado | Granalla de acero, arena de acero, granalla de alambre cortado, granalla de acero inoxidable | Gran fuerza de impacto y reutilizable | Eliminación de óxido, eliminación de incrustaciones, limpieza por lotes |
¿Qué materiales de las piezas se pueden mecanizar?
El chorro de arena, el granallado y el chorro de granalla pueden utilizarse para el tratamiento de superficies metálicas, pero los materiales adecuados no son exactamente los mismos. El chorro de arena es el que presenta una mayor adaptabilidad en cuanto a materiales; el granallado se utiliza principalmente para el endurecimiento de metales, y el chorro de granalla es más adecuado para la limpieza en lote de piezas ferrosas.
| Tipo de material | Chorro de arena | Granallado | Granallado |
| Acero al carbono / Acero aleado | Eliminación de óxido, decapado de pintura, preparación de superficies para el recubrimiento | Refuerzo de engranajes, ejes y resortes | Eliminación en lote de óxido y incrustaciones |
| Acero inoxidable | Acabado mate, limpieza, tratamiento de la textura | Refuerzo de elementos específicos que soportan carga | Se puede procesar, pero hay que evitar la contaminación por hierro. |
| Aleación de aluminio | Acabado mate estético, tratamiento previo al anodizado | Rara vez se utiliza para piezas cosméticas comunes | La selección de los medios debe hacerse con cautela |
| Aleación de titanio | Limpieza y rugosidad de superficies | Refuerzo de piezas sometidas a una gran fatiga | Es necesario controlar los riesgos relacionados con los medios y la contaminación |
| Aleación de cobre | Limpieza ligera y tratamiento cosmético | Rara vez se utiliza para el refuerzo convencional | Por lo general, no es un material de destino habitual |
| Plástico / Caucho / Vidrio | Se puede procesar a baja presión con medios blandos | Normalmente no es adecuado | Normalmente no es adecuado |
Desde el punto de vista de la adaptabilidad al material, el chorro de arena resulta más adecuado para el tratamiento de superficies complejas y compuestas por múltiples materiales. El granallado es más adecuado para el acero, el acero aleado, las aleaciones de titanio y otras piezas que requieren una mayor resistencia a la fatiga. El granallado es más adecuado para piezas ferrosas, como hierro fundido, acero fundido, acero al carbono, perfiles de acero y estructuras de acero.
En el caso del aluminio, el acero inoxidable y el titanio, si es necesario realizar un granallado, se debe elegir cuidadosamente el material de granallado para evitar la contaminación por hierro, daños en la superficie o decoloración en los tratamientos superficiales posteriores.
Piezas habituales y campos de aplicación
Aunque el chorro de arena, el granallado y el granallado con perdigones son todos procesos de tratamiento de superficies, su lógica de aplicación es diferente: El chorro de arena se centra en el aspecto y el pretratamiento; el granallado se centra en el refuerzo contra la fatiga; y el granallado se centra en la limpieza por lotes y el pretratamiento anticorrosivo..
| Proceso | Piezas de trabajo habituales | Campos de aplicación habituales |
| Chorro de arena | Carcasas de aluminio fabricadas con CNC, paneles de acero inoxidable, perfiles de aluminio, carcasas de máquinas, moldes, piezas de vidrio | Mecanizado CNC, electrónica de consumo, maquinaria, reparación de automóviles, decoración arquitectónica |
| Granallado | Engranajes, resortes, cigüeñales, bielas, ejes de transmisión, álabes aeroespaciales, pernos de alta resistencia | Sistemas de transmisión para el sector de la automoción, sector aeroespacial, transporte ferroviario, maquinaria de construcción y equipos energéticos |
| Granallado | Piezas de fundición, piezas forjadas, chapas de acero, perfiles de acero, estructuras de acero, piezas soldadas, tubos de acero, piezas del chasis de automóviles | Fundición, fabricación de estructuras de acero, construcción naval, puentes, protección anticorrosiva de tuberías, maquinaria pesada |
Características de aplicación del chorro de arena
El chorro de arena resulta más adecuado para piezas que requieren mejorar su aspecto, uniformar la textura de la superficie o crear una base de adherencia para recubrimientos posteriores. Su ventaja es su gran flexibilidad, lo que lo hace adecuado para formas complejas, lotes pequeños y tratamientos localizados.
Características de aplicación del granallado
El granallado se utiliza principalmente en piezas metálicas críticas sometidas a cargas cíclicas. Su objetivo no es mejorar el aspecto, sino aumentar la vida útil frente a la fatiga. Zonas como las raíces de los engranajes, las superficies de los resortes, los filetes del cigüeñal y las raíces de las palas aeroespaciales suelen ser propensas a las grietas por fatiga, y el granallado puede retrasar la aparición y el crecimiento de las grietas gracias a la tensión residual de compresión.
Características de aplicación del granallado
El granallado resulta más adecuado para piezas metálicas en grandes lotes, de formas regulares y con requisitos de limpieza exigentes. Permite eliminar rápidamente la capa de óxido, el óxido, la arena de fundición, los residuos de soldadura y los recubrimientos antiguos, de modo que la superficie cumpla los requisitos para el pintado, el recubrimiento anticorrosivo o la preparación para el recubrimiento en polvo.
Relación con otros Tratamientos superficiales
El chorro de arena, el granallado y el chorro de granalla no suelen ser procesos aislados. A menudo se utilizan junto con la pintura, el recubrimiento en polvo, anodizado, recubrimientos anticorrosivos, tratamiento térmico, o el mecanizado de precisión. La diferencia radica en que el chorro de arena y el granallado se utilizan con mayor frecuencia como procesos de pretratamiento, mientras que el granallado se utiliza con mayor frecuencia como un proceso de fortalecimiento funcional.
| Proceso | Procesos comunes relacionados | Papel principal |
| Chorro de arena | Pintura, recubrimiento en polvo, anodizado, galvanoplastia, pegado, pasivación | Limpiar la superficie, unificar la textura y crear rugosidad |
| Granallado | Tras el tratamiento térmico, tras el mecanizado de los engranajes, tras el rectificado, antes del recubrimiento | Introducir tensión residual de compresión y mejorar la vida útil frente a la fatiga |
| Granallado | Pintura, recubrimiento en polvo, fosfatado, recubrimientos anticorrosivos, recubrimiento anticorrosivo de alta resistencia | Eliminar las incrustaciones, el óxido y la arena de fundición, y preparar una superficie rugosa |
Chorreado con arena y tratamientos superficiales posteriores
El chorro de arena se utiliza a menudo antes de pintar, aplicar recubrimientos en polvo, realizar el anodizado o llevar a cabo procesos de unión. Permite eliminar los contaminantes de la superficie y crear una textura mate uniforme, lo que permite que los recubrimientos posteriores o las películas de óxido adquieran un aspecto más estable y una base de adhesión más sólida.
Granallado y mecanizado posterior
El granallado suele realizarse tras el tratamiento térmico, el rectificado o el mecanizado de engranajes. Su objetivo es introducir tensiones residuales de compresión en las superficies críticas sometidas a carga. Si la pieza aún necesita un rectificado de precisión, un lapeado o un pulido posteriormente, la secuencia de granallado debe planificarse con antelación para evitar que la capa reforzada se elimine durante el mecanizado posterior.
Granallado y recubrimiento anticorrosivo
El granallado se utiliza habitualmente como tratamiento previo para el recubrimiento de estructuras de acero, piezas de fundición, chapas de acero, perfiles de acero y piezas soldadas. Tras el tratamiento, las piezas de acero deben pasar al siguiente proceso de protección contra la oxidación o de recubrimiento lo antes posible para evitar la aparición de óxido superficial.
Efectos sobre la rugosidad de la superficie
Tanto el chorro de arena como el granallado por impacto y el granallado modifican la rugosidad de la superficie, pero de formas diferentes: el chorro de arena se basa en el microcorte abrasivo, el granallado por impacto se basa en el impacto de los granales y la deformación plástica, y el granallado se basa en la limpieza y el rugosizado mediante impacto de alta energía.
| Proceso | Efecto sobre la rugosidad | Morfología superficial | Aspectos principales de la evaluación |
| Chorro de arena | Puede ser fino o grueso | Mate, esmerilado, con pequeños picos y valles | Tamaño del abrasivo, presión, rugosidad superficial Ra |
| Granallado | Puede aumentar la rugosidad | Pequeños hoyuelos uniformes, textura de piel de naranja | Altura del arco de Almen, cobertura, tensión residual |
| Granallado | Suele provocar una rugosidad evidente | Textura de impacto, perfil de anclaje del recubrimiento | Requisitos de limpieza, rugosidad y adherencia del recubrimiento |
Efecto del chorro de arena sobre la rugosidad
La rugosidad tras el chorro de arena depende principalmente del tipo de medio, el tamaño de las partículas, la presión y el tiempo de aplicación. Las perlas de vidrio finas y los medios cerámicos son adecuados para superficies mates delicadas, mientras que la alúmina fundida gruesa y la arena de acero dejan marcas de chorro más evidentes y producen una mayor rugosidad.
Efecto del granallado sobre la rugosidad
El granallado crea hoyuelos uniformes por impacto en la superficie, lo que provoca un cambio en la rugosidad superficial. Sin embargo, el objetivo principal del granallado no es alcanzar un valor Ra determinado, sino controlar la intensidad del granallado, la cobertura y la tensión residual de compresión.
Efecto del granallado sobre la rugosidad
El granallado suele aumentar considerablemente la rugosidad superficial y resulta adecuado para la preparación de superficies destinadas al recubrimiento en estructuras de acero, piezas de fundición, chapas de acero y perfiles de acero. Sin embargo, no es adecuado para superficies de acoplamiento de precisión, superficies de sellado, superficies de alto brillo ni superficies que ya hayan sido sometidas a un mecanizado de acabado.
Coste del chorro de arena frente al granallado con perdigones frente al granallado
El coste de estos tres procesos no puede evaluarse únicamente en función de la superficie. El chorro de arena y el granallado suelen presupuestarse por superficie, horas de mano de obra o cantidad por lote; el granallado de refuerzo es un proceso de refuerzo funcional y suele presupuestarse en función de los requisitos de la pieza, los requisitos del proceso y las normas de inspección.
| Proceso | Rango de referencia del mercado internacional | Método habitual de cotización |
| Chorro de arena | Aprox. $1,5–$16/pie cuadrado; las piezas pequeñas o los trabajos minuciosos también pueden presupuestarse a $50–$300/hora | Por zona, horas de trabajo o proyecto |
| Granallado | Los precios varían en función de la complejidad de la pieza, el tamaño del lote y el nivel de precisión, | Por pieza, requisitos del proceso y normas de inspección |
| Granallado | Aprox. $0,5–$4,5/pie cuadrado; las piezas de acero fabricadas en serie suelen ofrecer mejores ventajas en cuanto a costes | Por superficie, peso, lote o proyecto |
El coste del chorro de arena depende de la superficie a tratar, el estado del material, el tipo de abrasivo, la intensidad de la limpieza, el alcance del enmascaramiento y el coste de la mano de obra. Las formas complejas, los lotes pequeños o los requisitos elevados de uniformidad en el acabado aumentan el coste del proceso.
Los costes del granallado se deben principalmente al control de la intensidad del granallado, la inspección de la cobertura, las especificaciones del granallado, los registros del proceso y la verificación de la calidad. Los sectores aeroespacial, los sistemas de transmisión de automóviles o las piezas de alta fiabilidad suelen requerir presupuestos específicos.
Aunque el granallado conlleva una mayor inversión en equipamiento y unos costes de mantenimiento más elevados, resulta más eficiente para lotes grandes de piezas metálicas de forma regular. Cuando se procesan por lotes chapas de acero, perfiles de acero, piezas de fundición y estructuras de acero, el coste por pieza o por unidad de superficie suele ser más ventajoso.
Los precios indicados anteriormente solo sirven como referencia para el mercado internacional y no deben utilizarse como presupuestos formales. El coste real depende del tamaño de la pieza, la cantidad del lote, el estado de la superficie, los requisitos de rugosidad, el alcance del enmascaramiento, las normas de inspección y el coste local de la mano de obra.
Ventajas e inconvenientes del chorro de arena, el granallado y el granallado con perdigones
Ventajas e inconvenientes del chorro de arena
La ventaja del chorro de arena es su gran flexibilidad. Al ajustar el tipo de material de chorro, el tamaño de las partículas, la presión y el ángulo de chorro, se pueden conseguir diferentes efectos de limpieza y texturas superficiales. Es adecuado para eliminar óxido, incrustaciones de óxido y recubrimientos antiguos, así como para acabados mates, acabados esmerilados y la preparación de superficies para el recubrimiento. Resulta especialmente adecuado para formas complejas, lotes pequeños y tratamientos superficiales localizados.
La desventaja del chorro de arena es que genera más polvo y exige unos requisitos más estrictos en cuanto a la captación de polvo, la protección y el entorno de trabajo. Además, el resultado en la superficie se ve más fácilmente afectado por la intervención manual. Si el abrasivo es demasiado grueso o la presión es demasiado alta, puede provocar que las marcas de chorro sean demasiado profundas, que se produzcan cambios dimensionales o incluso que se dañen las superficies de acoplamiento de precisión, los orificios roscados y las superficies de sellado.

Ventajas e inconvenientes del granallado
La ventaja del granallado es que permite introducir tensiones residuales de compresión en la capa superficial del metal, lo que mejora la resistencia a la fatiga y la fiabilidad de la superficie. Resulta especialmente adecuado para engranajes, muelles, cigüeñales, bielas, álabes aeroespaciales y otras piezas críticas sometidas a cargas cíclicas, ya que ayuda a retrasar el inicio y el avance de las grietas por fatiga.
La desventaja del granallado es que requiere un control estricto de los parámetros del proceso y no puede considerarse un proceso de limpieza ordinario. Es necesario controlar la intensidad del granallado, la cobertura, el tamaño de los granales y el estado de los mismos; de lo contrario, el efecto de endurecimiento podría ser inestable. Al mismo tiempo, el granallado puede alterar la rugosidad de la superficie, y las piezas de paredes delgadas, las piezas esbeltas y las de alta precisión también pueden correr el riesgo de sufrir deformaciones.

Ventajas y desventajas del granallado
La ventaja del granallado es su alta eficacia de limpieza, lo que lo hace adecuado para grandes lotes de piezas metálicas de forma regular. Permite eliminar rápidamente la capa de óxido, el óxido, la arena de fundición y los recubrimientos antiguos de piezas de fundición, chapas de acero, perfiles, piezas soldadas y estructuras de acero, al tiempo que crea una superficie rugosa adecuada para la pintura, el recubrimiento en polvo o la adherencia de recubrimientos anticorrosivos.
La desventaja del granallado es que requiere una mayor inversión en equipamiento y genera una fuerza de impacto más intensa, lo que lo hace inadecuado para superficies con acabado de mecanizado, superficies de alto brillo, piezas de paredes delgadas y cavidades internas complejas. En el caso de agujeros profundos, zonas protegidas o tratamientos locales de precisión, el granallado puede dejar puntos ciegos, y su efecto sobre la superficie es menos flexible que el del chorro de arena.

Aspectos a tener en cuenta en los tres procesos
Aspectos a tener en cuenta en el chorro de arena
Antes de proceder al chorro de arena, deben especificarse el tipo de abrasivo, el tamaño de las partículas, la presión de chorro, la distancia de chorro y los requisitos de rugosidad de la superficie. En el caso del aluminio, el acero inoxidable, el titanio y materiales similares, deben evitarse los abrasivos ferrosos comunes para prevenir la contaminación por hierro, la aparición de manchas de óxido o la decoloración durante la oxidación posterior.
Las superficies de acoplamiento de precisión, los orificios roscados, las superficies de sellado y los asientos de los cojinetes deben protegerse con cinta adhesiva con antelación. Tras el chorro de arena, deben eliminarse los restos de abrasivo y el polvo. Si la pieza es de acero, debe recubrirse, protegerse contra el óxido o embalarse lo antes posible para evitar la aparición de óxido superficial.
Aspectos a tener en cuenta en el granallado
El granallado funcional no puede especificarse únicamente como “granallado” o “tratamiento de granallado”. Deben especificarse la intensidad del granallado, la cobertura, el material de granallado, el tamaño de los granales y las zonas tratadas. De lo contrario, el proveedor podría considerarlo una limpieza ordinaria y no garantizar el efecto de refuerzo.
Antes del granallado, se debe comprobar que la superficie de la pieza no presente grietas, arañazos profundos, aceite ni capa de óxido. Las piezas de paredes delgadas, las piezas esbeltas y las de alta precisión requieren una evaluación del riesgo de deformación, y las superficies de acoplamiento de precisión, las roscas y las zonas de sellado suelen necesitar un enmascaramiento.
Aspectos a tener en cuenta en el granallado
El granallado es adecuado para la limpieza por lotes de piezas metálicas, pero su fuerza de impacto es elevada, por lo que no es adecuado para tratar directamente superficies mecanizadas con acabado, superficies de alto brillo, superficies de sellado ni orificios de precisión. En el caso de piezas de paredes delgadas o de formas complejas, también hay que prestar atención a la deformación y a los puntos ciegos del tratamiento.
Tras el granallado, las superficies de acero presentan una gran actividad y son propensas a la oxidación instantánea. Por ello, deben someterse lo antes posible a procesos de pintura, recubrimiento en polvo, fosfatado, recubrimiento anticorrosivo o embalaje anticorrosivo. Al tratar acero inoxidable, aluminio y materiales similares, los medios de granallado deben seleccionarse cuidadosamente para evitar la contaminación por medios ferrosos.

Cuándo optar por el chorro de arena, el granallado o el granallado con perdigones
¿Cuándo conviene optar por el chorro de arena?
Si el objetivo es eliminar el óxido leve, las capas de óxido o los recubrimientos antiguos, o bien crear una textura mate uniforme, el chorro de arena suele ser la opción más adecuada. Es adecuado para piezas estéticas de aluminio, paneles de acero inoxidable, piezas mecanizadas con CNC y piezas antes de su recubrimiento.
En el caso de las piezas que requieren anodizado, pintura, recubrimiento en polvo o pegado, el chorro de arena también puede utilizarse como proceso de pretratamiento para mejorar la uniformidad de la superficie y la base de adhesión de los recubrimientos posteriores.
¿Cuándo conviene optar por el granallado?
Si la pieza de trabajo está sometida a cargas cíclicas, vibraciones o impactos durante un periodo prolongado —como es el caso de engranajes, muelles, cigüeñales, bielas y álabes aeroespaciales—, se debe considerar en primer lugar el granallado. El principal valor del granallado radica en mejorar la resistencia a la fatiga mediante tensiones residuales de compresión, y no simplemente en mejorar el aspecto.
A la hora de optar por el granallado, es necesario definir claramente la intensidad del granallado, la cobertura y las especificaciones de los granales; de lo contrario, resulta difícil garantizar el efecto de refuerzo.
¿Cuándo conviene optar por el granallado?
Si la pieza a tratar es una pieza fundida, una chapa de acero, un perfil de acero, una estructura de acero o una pieza soldada, y el objetivo es eliminar rápidamente la costra de óxido, el óxido, la arena de fundición o los recubrimientos antiguos, el granallado suele ser más eficaz.
El granallado es adecuado para piezas de formas regulares y la producción en serie, especialmente antes de la pintura, el recubrimiento en polvo y los recubrimientos anticorrosivos de alta resistencia. Sin embargo, si la pieza presenta superficies de precisión, estructuras de paredes delgadas o cavidades internas complejas, se deben evaluar de antemano los riesgos de enmascaramiento y deformación.
Ideas erróneas comunes
Idea errónea n.º 1: el chorro de arena consiste en rociar una capa de arena sobre la superficie
El chorro de arena no deposita arena en la superficie de la pieza. Modifica el estado de la superficie mediante el impacto de un abrasivo a alta velocidad y el microcorte. Lo que queda tras el chorro de arena es rugosidad, una textura mate y una superficie limpia, no una capa de recubrimiento.
Idea errónea n.º 2: El granallado puede sustituir al chorro de arena para la limpieza
El objetivo principal del granallado es el endurecimiento de la superficie, no la eliminación del óxido, la decapado de pintura ni la eliminación de la cascarilla. Si el objetivo es únicamente limpiar la superficie o mejorar la adherencia del recubrimiento, normalmente se debería considerar primero el chorro de arena o el granallado.
Idea errónea n.º 3: El granallado siempre es más avanzado que el chorro de arena
El granallado y el chorro de arena no siguen una jerarquía absoluta. El granallado resulta más adecuado para la limpieza de grandes lotes de acero, mientras que el chorro de arena es más adecuado para superficies complejas, piezas estéticas y tratamientos localizados.
Idea errónea n.º 4: Los tres procesos pueden utilizarse libremente en superficies de precisión
El chorro de arena, el granallado y el granallado con perdigones modifican la rugosidad de la superficie. Las superficies de acoplamiento de precisión, las superficies de sellado, los orificios roscados, los asientos de cojinetes y las superficies estéticas de alto brillo suelen requerir protección mediante enmascaramiento; de lo contrario, pueden producirse cambios dimensionales, daños en la superficie o problemas de montaje.
Conclusión
Aunque el chorro de arena, el granallado y el chorro de granalla se basan todos en el impacto de partículas a alta velocidad, sus finalidades principales son diferentes. Chorro de arena es más adecuado para la limpieza de superficies, el rugosado y el acabado mate; granallado es más adecuado para el endurecimiento superficial y la mejora de la resistencia a la fatiga; granallado es más adecuado para la eliminación en serie de óxido, la eliminación de incrustaciones y la preparación de superficies para el recubrimiento de piezas metálicas.
A la hora de la selección real, el proceso no debe elegirse únicamente por su nombre. Debe evaluarse en función del material de la pieza, el estado de la superficie, la precisión dimensional, los requisitos de rugosidad, el tratamiento superficial posterior y el lote de producción. En el caso del aluminio, el acero inoxidable y las piezas de precisión, deben priorizarse la contaminación de los medios de granallado, la protección mediante enmascaramiento y la uniformidad de la superficie. En el caso de engranajes, muelles, cigüeñales y otras piezas sometidas a carga, se debe dar prioridad a la intensidad del granallado, la cobertura y los requisitos de resistencia a la fatiga.
Si necesitas piezas metálicas o de plástico a medida y buscas una solución integral de fabricación que incluya Mecanizado CNC, chorro de arena, granallado, granallado con perdigones y otros tratamientos superficiales, ponte en contacto con Weldo Mecanizado para obtener más información sobre el proceso y presupuestos de proyectos.








