
La aleación de aluminio 6063 es un material ampliamente utilizado en la fabricación industrial y en la industria de la construcción, especialmente en productos como perfiles de aluminio, componentes estructurales y piezas decorativas. Gracias a su buen comportamiento de conformado y a sus excelentes características de tratamiento superficial, el aluminio 6063 no sólo puede fabricarse en perfiles mediante procesos de extrusión en la producción real, sino que también puede someterse a procesos de curvado, Mecanizado CNCLa soldadura y los diversos procesos de tratamiento de superficies. Por ello, muchos ingenieros y compradores suelen centrarse en dos cuestiones clave a la hora de seleccionar materiales: ¿Se puede doblar el aluminio 6063? ¿Y a qué métodos de transformación puede someterse el aluminio 6063?

¿Se puede doblar el aluminio 6063?
La respuesta es sí, y el aluminio 6063 es una de las aleaciones de aluminio más adecuadas para los procesos de plegado.
El aluminio 6063 tiene una ductilidad relativamente alta. Cuando se somete a esfuerzos de flexión, su estructura cristalina interna puede absorber la energía de deformación mediante el deslizamiento y el movimiento de dislocaciones, evitando así la fractura frágil del material. Por lo tanto, con un radio de curvatura razonable y unas condiciones de procesamiento adecuadas, el aluminio 6063 puede formar estructuras curvas estables.
Sin embargo, el rendimiento en flexión no sólo está relacionado con la composición del material, sino también con las condiciones de tratamiento térmico del mismo. Los diferentes revenidos del aluminio 6063 muestran diferencias significativas en el comportamiento a la flexión.
Propiedades básicas del aluminio 6063
El aluminio 6063 pertenece al Aleación de aluminio de la serie Al-Mg-Siy sus principales elementos de aleación son el magnesio (Mg) y el silicio (Si). Durante el tratamiento térmico, estos dos elementos forman la fase de refuerzo Mg₂Si, que mejora las propiedades mecánicas del material. En comparación con las aleaciones de aluminio de alta resistencia, el aluminio 6063 destaca por su buena mecanizabilidad, excelente calidad superficial y rendimiento de conformado estable.
Las mayores ventajas del aluminio 6063 son su buena ductilidad y extrudibilidad, que permiten fabricar perfiles con secciones transversales complejas mediante procesos de extrusión. Al mismo tiempo, este material tiene buena resistencia a la corrosión y es muy adecuado para el tratamiento de anodizado, por lo que se utiliza ampliamente en decoración arquitectónica y componentes estructurales industriales.
Para comprender el rendimiento del aluminio 6063 de forma más intuitiva, a continuación se pueden consultar sus propiedades mecánicas típicas:
| Propiedad | 6063-T4 | 6063-T5 | 6063-T6 |
|---|---|---|---|
| Resistencia a la tracción (MPa) | 110-130 | 140-160 | 200-240 |
| Límite elástico (MPa) | 60-80 | 110-130 | 160-200 |
| Elongación (%) | 16-20 | 8-12 | 6-10 |
| Dureza Brinell (HB) | ≈40 | ≈60 | ≈75 |
| Densidad (g/cm³) | 2.70 | 2.70 | 2.70 |
De los datos se desprende que, a medida que el estado de tratamiento térmico cambia de 6063-T4 a T6, la resistencia del material aumenta gradualmente, mientras que la ductilidad disminuye. Esta es la razón por la que cuando se realiza el conformado por flexión del aluminio 6063, se suele seleccionar el temple T4, porque tiene mejor ductilidad y es menos probable que se agriete.
Comportamiento de flexión del aluminio 6063 a diferentes temperaturas
El aluminio 6063 se suministra normalmente en tres temperaturas: T4, T5 y T6. Estos grados afectan de forma diferente a la resistencia y plasticidad del material, lo que se traduce en diferencias en la dificultad de flexión.
El material templado 6063-T4 es relativamente blando y tiene la mejor ductilidad, por lo que es el más adecuado para los procesos de doblado. Si un producto requiere un radio de curvatura menor o un ángulo de curvatura mayor, se suele seleccionar este temple para su procesamiento.
El temple 6063-T5 es más común en la producción industrial. Tiene una resistencia moderada y una mejor resistencia estructural, al tiempo que mantiene cierta plasticidad, por lo que el doblado sigue siendo posible, pero el radio de curvatura debe controlarse adecuadamente.
El temple 6063-T6 tiene la mayor resistencia pero una plasticidad relativamente baja. Si se realiza el doblado en este temple, un radio de doblado excesivamente pequeño puede provocar grietas en el material, por lo que a veces pueden ser necesarios procesos de recocido o doblado en caliente.
Métodos habituales de curvado del aluminio 6063
En la producción real, el curvado de perfiles de aluminio 6063 se suele realizar con equipos profesionales, y existen diferentes procesos de curvado adecuados para diferentes estructuras de producto.
Curvado de rodillos
El curvado con rodillos es un método que aplica presión gradualmente a través de varios rodillos, lo que permite que el perfil adopte lentamente una forma curva. Este proceso implica una deformación gradual, lo que lo hace adecuado para perfiles largos y estructuras de curvado de gran radio.
En la industria de la construcción, muchas puertas curvas, ventanas y estructuras de muros cortina se procesan mediante curvado con rodillo. Dado que el material se somete a una fuerza uniforme, este proceso suele mantener una buena calidad superficial.
Estiramiento Flexión
El curvado por estiramiento es un método de curvado que se realiza aplicando una fuerza de tracción a ambos extremos del material. Mediante el efecto de estiramiento, se pueden reducir las arrugas en la zona de compresión del material, lo que da como resultado una forma de flexión más uniforme.
Este proceso suele utilizarse para productos con elevados requisitos de precisión de forma, como componentes estructurales aeroespaciales o perfiles decorativos arquitectónicos de gama alta.
Prensas plegadoras
El plegado en prensa es un método que utiliza moldes y prensas para dar forma directamente al material en un ángulo o curvatura específicos. Este proceso es adecuado para piezas de pequeño tamaño o componentes estructurales producidos en lotes.
Aunque el plegado a presión tiene una gran eficacia, un diseño inadecuado del molde puede dejar marcas de indentación en la superficie del material, por lo que debe prestarse especial atención al diseño del molde durante el procesamiento.
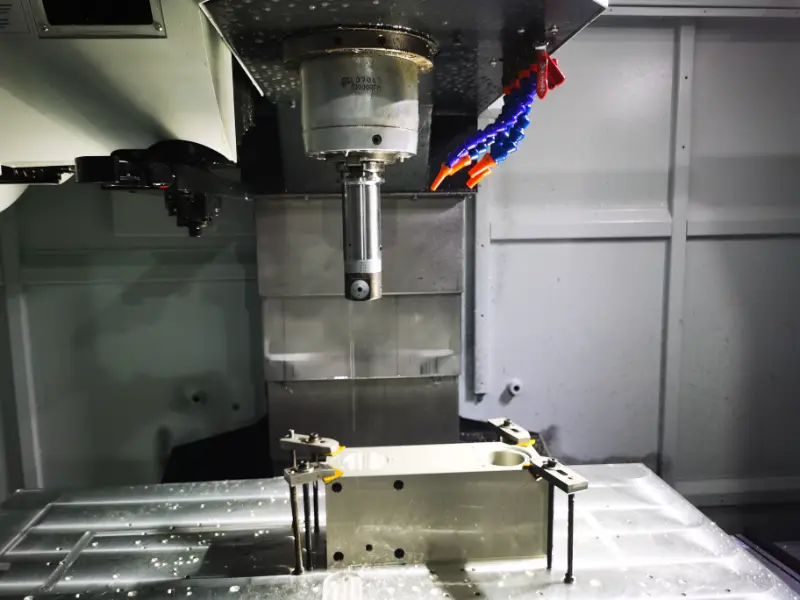
¿Se puede mecanizar el aluminio 6063 con CNC?
Además de los procesos de plegado, el aluminio 6063 también es muy adecuado para Mecanizado CNC. La buena conductividad térmica del aluminio 6063 puede reducir eficazmente la temperatura de la herramienta durante el mecanizado, prolongando su vida útil. Debido a que el material tiene una dureza relativamente baja y una resistencia al corte pequeña, se pueden conseguir buenos resultados de mecanizado en procesos de fresado, taladrado, roscado y mecanizado de contornos. En comparación con 6063-T4/T5, la dureza de 6063-T6 es el más alto, y la fuerza de corte durante el mecanizado aumentará ligeramente, pero sigue perteneciendo a las aleaciones de aluminio que son relativamente fáciles de mecanizar.
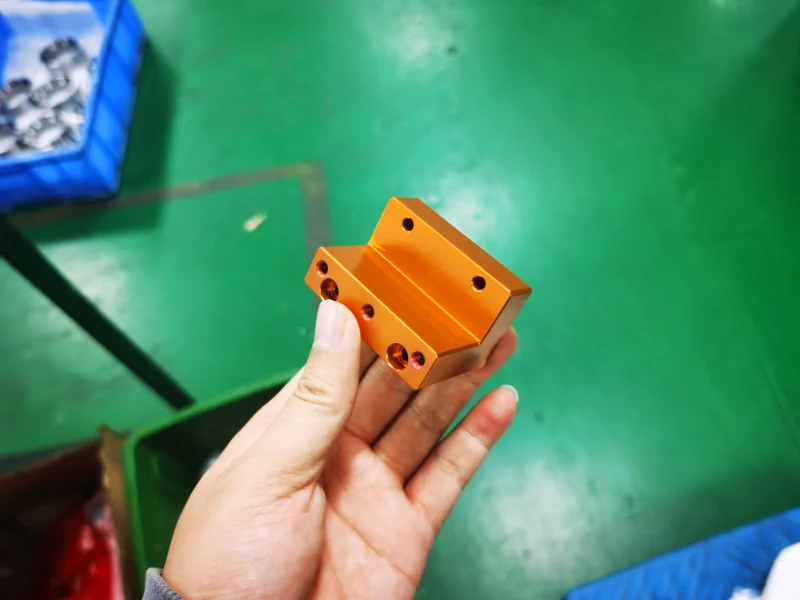
La aleación de aluminio 6063 se utiliza comúnmente en la producción de carcasas de equipos electrónicos, componentes estructurales industriales y conectores de perfiles de aluminio. Mediante equipos CNC, pueden mecanizarse en los perfiles diversos orificios de instalación, ranuras de montaje, cavidades profundas y estructuras complejas.
¿Se puede extrudir aluminio 6063?
La extrusión es uno de los métodos de procesamiento más importantes para el aluminio 6063. Durante la producción, los tochos de aluminio calentados se hacen pasar por moldes a alta presión, formando perfiles con diversas secciones transversales complejas.
Dado que el aluminio 6063 tiene excelentes propiedades de fluidez, puede producir perfiles con formas complejas y gran precisión dimensional, como perfiles de puertas y ventanas, perfiles de marcos industriales y perfiles decorativos.
En extrusiónlos perfiles suelen someterse a tratamientos de enderezado, corte y envejecimiento para garantizar dimensiones estables y buenas propiedades mecánicas.
¿Se puede estampar y perforar el aluminio 6063?
En la producción en masa, el aluminio 6063 también puede procesarse utilizando equipos de estampación, como punzonado, recorte y conformado simple. Estos procesos se utilizan habitualmente para producir orificios de instalación, orificios de disipación de calor u orificios de montaje.
En comparación con el mecanizado CNC, los procesos de estampación tienen una mayor eficiencia, lo que proporciona claras ventajas en la producción a gran escala. Sin embargo, para posiciones de orificios de alta precisión o estructuras complejas, sigue siendo necesario el mecanizado CNC.
¿Se puede soldar el aluminio 6063?
El aluminio 6063 presenta una buena soldabilidad y puede unirse mediante diversos métodos de soldadura, como la soldadura TIG (soldadura por arco de argón) y la soldadura MIG.
En la producción de componentes estructurales de equipos industriales y marcos de aluminio, la soldadura es un método de unión habitual. Controlando adecuadamente los parámetros de soldadura, pueden obtenerse uniones soldadas con una resistencia relativamente alta y un buen aspecto.
Debe tenerse en cuenta que la alta temperatura generada durante la soldadura puede afectar al estado del tratamiento térmico local del material, por lo que a veces puede ser necesario un tratamiento térmico posterior para restablecer las propiedades del material.
Procesos de tratamiento superficial del aluminio 6063
El aluminio 6063 tiene un excelente rendimiento en el tratamiento de superficies, por lo que es ampliamente utilizado en muchos productos que requieren una alta calidad de apariencia. Los métodos de tratamiento de superficies más comunes son el anodizado, el revestimiento electroforético, la pulverización y el pulido.
Entre ellos, el anodizado es el proceso más común. Forma una densa película de óxido sobre la superficie de aluminio, mejorando así la resistencia a la corrosión y la dureza de la superficie. Al mismo tiempo, esta película de óxido también puede teñirse para conseguir diversos efectos decorativos.
Además, algunos productos de gama alta también utilizan procesos de arenado, cepillado o pulido para obtener texturas superficiales más exclusivas.
Conclusión
En general, el aluminio 6063 es un material de aleación de aluminio con un rendimiento de procesamiento muy completo. No sólo puede ser doblado, sino que también es adecuado para la formación de extrusión, mecanizado CNC, estampación, soldadura, y diversos procesos de tratamiento de superficies.
Debido a estas ventajas, el aluminio 6063 es ampliamente utilizado en la construcción, equipos electrónicos, fabricación industrial e industrias decorativas. Seleccionando razonablemente los métodos de procesamiento y controlando los parámetros de mecanizado, las ventajas del aluminio 6063 pueden ser plenamente utilizadas para fabricar productos con estructuras estables y excelente apariencia. contacta con nosotros.









