

Servicio de rectificado:
El rectificado utiliza muelas abrasivas para eliminar pequeñas cantidades de material de la superficie de una pieza de trabajo, consiguiendo una gran precisión de planeidad y un acabado superficial superior.Alcanza una precisión de ±0,001-0,005 mm, una rugosidad superficial de Ra 0,1-0,4 μm.
- Certificación ISO 9001:2015
- Precisión de hasta 0,001 μm
- Entrega en 5 días
- Coste de rectificado:5~300 USD
Tipos y aplicaciones de la molienda
El rectificado es un proceso de mecanizado fundamental en la fabricación moderna, especialmente cuando los clientes exigen tolerancias estrechas, alta precisión y un acabado superficial superior. Los distintos métodos de rectificado están diseñados para resolver problemas específicos del mecanizado de precisión. A continuación se describen los tipos de rectificado más comunes y sus aplicaciones industriales:
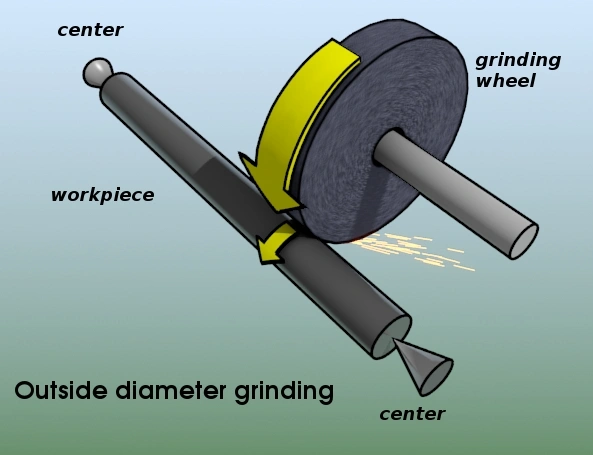
Rectificado cilíndrico (rectificado exterior):
Características:
Diseñado para el mecanizado del diámetro exterior de piezas cilíndricas. Garantiza la redondez y la precisión dimensional con una desviación mínima.
Aplicaciones:
Muy utilizado para ejes, rodillos y husillos de precisión, a menudo en los sectores de maquinaria, robótica y energía.
Rectificado cilíndrico (rectificado exterior):
Características:
Diseñado para el mecanizado del diámetro exterior de piezas cilíndricas. Garantiza la redondez y la precisión dimensional con una desviación mínima.
Aplicaciones:
Muy utilizado para ejes, rodillos y husillos de precisión, a menudo en los sectores de maquinaria, robótica y energía.
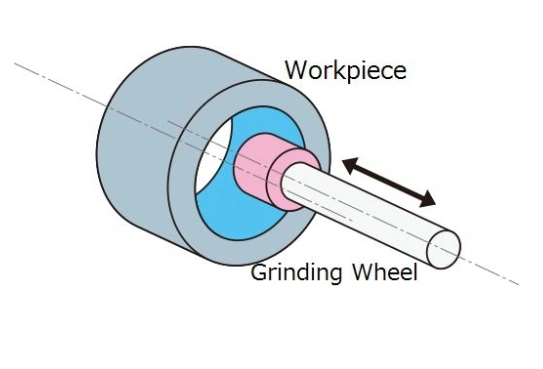
Rectificado interno:
Características:
Se centra en el mecanizado de orificios internos o agujeros con mecanizado de tolerancia ajustada. Capaz de alcanzar cavidades profundas y estrechas.
Aplicaciones:
Esencial en la producción de pistas de rodamientos, casquillos, cilindros hidráulicos y otros componentes en los que la precisión interna es vital.
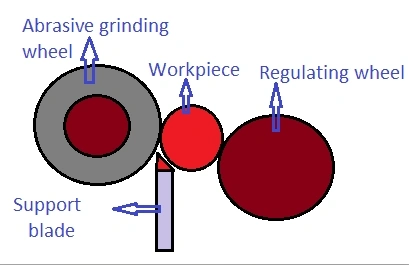
Rectificado sin centros:
Características:
A diferencia del rectificado cilíndrico, el rectificado sin centros no requiere un husillo. Las piezas se apoyan entre una muela abrasiva y una muela reguladora. Esto permite una producción a alta velocidad y una precisión constante.
Aplicaciones:
Ideal para la producción en serie de piezas de precisión como pasadores, varillas y tubos. Se utiliza con frecuencia en las industrias médica, automovilística y electrónica.
Rectificado de avance lento:
Características:
Una técnica de rectificado menos común pero muy especializada. Utiliza una velocidad de avance muy lenta y una gran profundidad de corte, eliminando material de forma eficaz en una sola pasada.
Aplicaciones:
Especialmente útil para el mecanizado de álabes de turbinas, aleaciones aeroespaciales y materiales resistentes al calor en los que los métodos convencionales tienen dificultades. Conocido por reducir el número de operaciones y aumentar la productividad en geometrías complejas.
Esmerilado manual (esmerilado a mano):
Características:
Proceso tradicional de acabado o reparación de piezas mediante una amoladora manual o papel de lija. Es adecuado para el tratamiento superficial de lotes pequeños de piezas con requisitos de precisión bajos, pero es relativamente ineficaz.
Aplicaciones:
Se utiliza comúnmente para reparación de moldes, rectificado de soldaduras, desbarbado y trabajos a medida, especialmente en mantenimiento, talleres de herramientas y producción de prototipos.

Torneado CNC Materiales comunes
WELDO ofrece servicios de torneado CNC de precisión para materiales que van desde el aluminio común, acero inoxidable, aleaciones y cobre hasta plásticos como ABS y PC, etc.
Metal cnc tipo de material:

Aluminio
Presenta una baja densidad y una textura dura, aunque el material en sí es relativamente flexible. Muy resistente a la corrosión, se utiliza mucho en el sector aeroespacial, las estructuras óseas biomiméticas y la fabricación de componentes de automoción.
Color : Plata.
Tipos : Aluminio 6061、7075、2024、5052、6063 y MIC-6.
Acabado superficial : Pulido, cepillado, arenado, cromado, anodizado, galvanoplastia, recubrimiento en polvo, grabado láser.
Plazo de entrega : 1-5 días.

Acero inoxidable
Resistente a la corrosión, lisa y fácil de limpiar, se utiliza en piezas de cocina, medicina, construcción y automoción.
Color : Plata.
Tipos : Acero inoxidable 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Acabado superficial : Pulido, cepillado, arenado, galvanoplastia, pulverización, PVD (deposición física de vapor), pasivación, decapado, coloración.
Plazo de entrega 2-5 días.

Cobre
Posee conductividad eléctrica, ductilidad a la tracción y propiedades antimicrobianas, y se utiliza principalmente para su transformación en artesanía, artículos decorativos y equipos médicos.
Color Naranja, amarillo.
Tipos : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Acabado superficial : Pasivado, galvanoplastia, revestimiento químico, granallado, chorro de arena, tratamiento químico de películas, pulido, limpieza brillante.
Plazo de entrega : 1-5 días.

Bronce
El bronce es una aleación de cobre resistente a la corrosión, de buena fluidez y color variable según su composición. Se utiliza para piezas como cojinetes, engranajes y componentes marinos.
Color oro/marrón.
Tipos : Bronce al estaño, bronce al aluminio, bronce al berilio, bronce al silicio, bronce al manganeso.
Acabado superficial : Chorro de arena, pulido, moleteado, esmerilado, pasivado, recubrimiento con película química, coloración por impregnación, coloración con brocha/pulverización, galvanoplastia, anodizado, recubrimiento en polvo, cepillado.
Plazo de entrega : 1-5 días.

Acero
Aleación a base de hierro con Cr, Ni y Mn, que ofrece propiedades ajustables mediante tratamiento térmico. Se utiliza para pernos, ejes, engranajes, herramientas de corte y componentes de motores.
Color : Plata .
Tipos : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Acabado superficial :Chorro de arena, acabado espejo, revestimiento PVD, acabado cepillado, revestimiento por pulverización, galvanoplastia.
Plazo de entrega : 1-5 días

Magnesio
Es ligero y posee baja dureza, excelente conductividad térmica y provoca un desgaste mínimo de las herramientas. Su resistencia supera la de las aleaciones de aluminio y el acero, y su capacidad de amortiguación - 1,5 veces la del aluminio - le permite absorber eficazmente las vibraciones y el ruido. Adecuado para piezas aeroespaciales y de automoción.
Color : Plata.
Tipos : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Acabado superficial : Revestimiento por conversión química, anodizado, niquelado, galvanoplastia, revestimiento compuesto, pintura en spray, revestimiento en polvo, revestimiento electroforético.
Plazo de entrega : 1-5 días.
Plástico cnc tipo de material:

POM
Material de alta resistencia, baja fricción y dimensionalmente estable, ideal para el mecanizado. Sustituye al metal en piezas de desgaste como engranajes y cojinetes.
Color Blanco, negro, azul, amarillo, etc.
Tipos : POM-H, POM-C.
Acabado superficial : Pulido, arenado, pulido químico, pulido láser, anodizado/pintado.
Plazo de entrega : 1-5 días.

PA
El PA (nailon) ofrece una resistencia a la tracción de 62 a 85 MPa, baja fricción y resistencia al calor, ideal para engranajes y cojinetes en automoción, electrónica y maquinaria.
Color : De color.
Tipos : PA6, PA66, PA6T, PA9T.
Acabado superficial :Rectificado mecánico, grabado ácido/álcali, tecnología de hidrólisis, revestimiento.
Plazo de entrega : 1-5 días.
PTFE
El PTFE ofrece una fricción ultrabaja, una gran resistencia química y un excelente aislamiento, por lo que resulta ideal para juntas, empaquetaduras y casquillos.
Color : Blanco, natural, negro, relleno o de color personalizado.
Tipos : PTFE virgen,PTFE relleno de vidrio,PTFE relleno de carbono,PTFE relleno de bronce,PTFE modificado
Acabado superficial : Acabado de mecanizado, pulido, texturizado, revestimiento, grabado, tratamiento antiestático.
Plazo de entrega : 1-5 días.

UPE
UPE (UHMW-PE) es un polietileno de peso molecular ultraalto con excelente resistencia al desgaste, baja fricción y alta resistencia al impacto, ampliamente utilizado en piezas de desgaste y componentes industriales.
Color: Natural (blanco), negro, verde, azul.
Tipos: UHMW-PE virgen, UHMW-PE antiestático, UHMW-PE relleno de vidrio, UHMW-PE relleno de aceite (autolubricante).
Acabado superficial: Acabado mecanizado, pulido,Plasma / Tratamiento Corona, pulido a la llama, chorro de arena.
Plazo de entrega: 1-5 días.
FAQ del servicio de rectificado
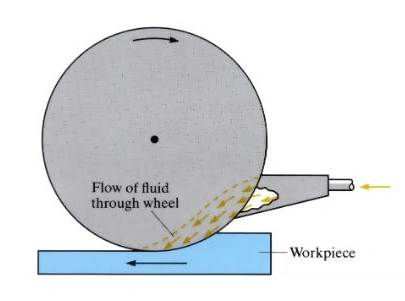
¿Cuál es el principio básico de la molienda?
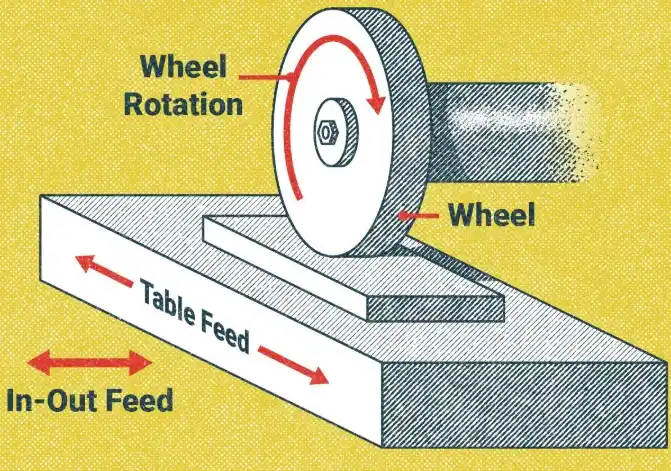
El rectificado es un proceso de mecanizado que utiliza partículas abrasivas para microcortar la superficie de la pieza mediante el movimiento relativo entre la herramienta de rectificado y la pieza, consiguiendo una alta precisión y una baja rugosidad superficial. Su núcleo reside en la acción de microcorte del abrasivo y la réplica geométrica de la herramienta de rectificado.
¿Qué materiales son adecuados para la molienda?
El rectificado es aplicable a la mayoría de los metales (como acero, hierro fundido y metales no férreos) y materiales no metálicos (como cerámica, vidrio y cristales). Está especialmente indicado para el mecanizado de precisión de materiales difíciles de mecanizar, como el carburo cementado y las aleaciones resistentes al calor.
¿Cómo elegir el abrasivo adecuado para el rectificado?
La selección de los abrasivos debe tener en cuenta la dureza del material de la pieza, la precisión del mecanizado y los requisitos de calidad de la superficie. Por ejemplo:
Corindón (óxido de aluminio) es adecuado para materiales comunes como el acero templado y la fundición;
El carburo de silicio es adecuado para materiales de gran dureza, como el carburo cementado y la cerámica;
Los abrasivos de diamante son adecuados para el mecanizado de precisión de materiales superduros o vidrio óptico.
¿Cómo controlar la rugosidad superficial durante el rectificado?
Weldo ingeniero dijo :Esto puede ser controlado por:
Seleccionar el tamaño de grano de abrasivo adecuado (los abrasivos finos reducen la rugosidad);
Ajuste de la presión y la velocidad de molienda;
Utilizar refrigerante lubricante para minimizar los daños en la superficie;
Utilizando el esmerilado en varias etapas (esmerilado basto → esmerilado fino → pulido).
¿Cuáles son los defectos más comunes en el rectificado y cómo solucionarlos?
Los defectos más comunes son:
Quemadura superficial: El calor por fricción provoca el recocido del material; se recomienda reducir la velocidad de amolado o aumentar la refrigeración;
Desviaciones dimensionales: Desgaste de la herramienta de lapeado o posicionamiento inestable; se recomienda la reparación periódica de la herramienta de lapeado y la inspección del útil;
Arañazos: Partículas abrasivas incrustadas o impurezas en la herramienta de lapeado; se recomienda limpiar la herramienta de lapeado y la pieza, y utilizar abrasivo puro.
¿Qué diferencias hay entre el lapeado, el pulido y el superacabado?
Lapeado: Principalmente implica microcorte, utilizado para eliminar el exceso de material y corregir la precisión de la forma;
Pulido: Consiste principalmente en una deformación plástica que reduce la rugosidad de la superficie y mejora el brillo;
Superacabado: Mejora adicional de la integridad de la superficie (como la reducción de la ondulación) más allá del lapeado; se utiliza normalmente para piezas de precisión como rodamientos.
