

Service de broyage :
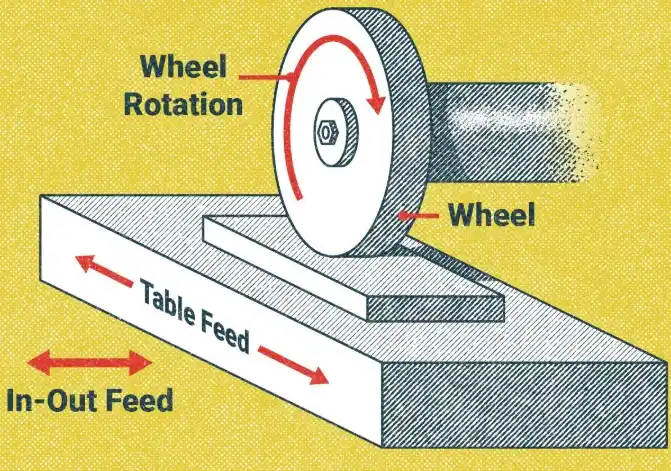
La rectification utilise des meules abrasives pour enlever de petites quantités de matériau de la surface d'une pièce, afin d'obtenir une grande précision de planéité et une finition de surface supérieure.Elle permet d'obtenir une précision de ±0,001-0,005 mm, une rugosité de surface de Ra 0,1-0,4 μm.
- Certifié ISO 9001:2015
- Précision jusqu'à 0,001 μm
- Livraison dans les 5 jours
- Coût du broyage : 5~300 USD
Types et applications du broyage
La rectification est un processus d'usinage essentiel dans la fabrication moderne, en particulier lorsque les clients exigent des tolérances serrées, une grande précision et une finition de surface supérieure. Différentes méthodes de rectification sont conçues pour relever des défis spécifiques en matière d'usinage de précision. Voici les types de rectification les plus courants et leurs applications industrielles :
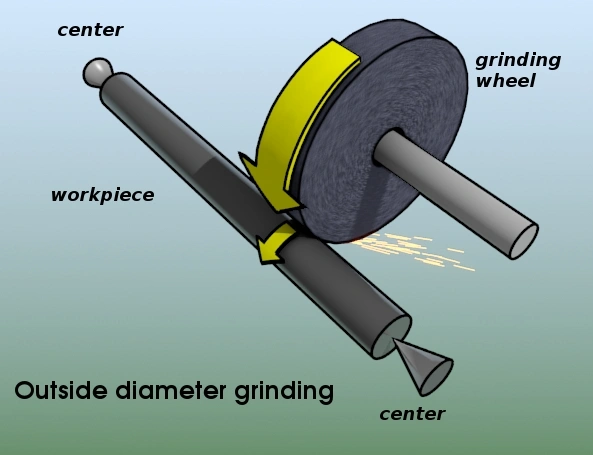
Rectification cylindrique (rectification extérieure):
Caractéristiques :
Conçue pour l'usinage du diamètre extérieur des pièces cylindriques. Il garantit la rondeur et la précision dimensionnelle avec une déviation minimale.
Applications :
Largement utilisé pour les arbres, les rouleaux et les broches de précision, souvent dans les secteurs des machines, de la robotique et de l'énergie.
Rectification cylindrique (rectification extérieure) :
Caractéristiques :
Conçue pour l'usinage du diamètre extérieur des pièces cylindriques. Il garantit la rondeur et la précision dimensionnelle avec une déviation minimale.
Applications :
Largement utilisé pour les arbres, les rouleaux et les broches de précision, souvent dans les secteurs des machines, de la robotique et de l'énergie.
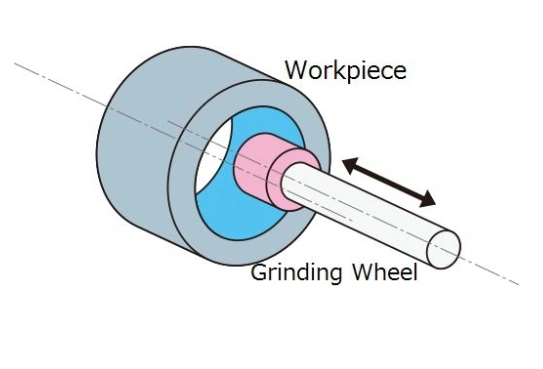
Meulage interne:
Caractéristiques :
Se concentre sur l'usinage d'alésages ou de trous internes avec des tolérances serrées. Capable d'atteindre des cavités profondes et étroites.
Applications :
Essentiel pour la production de bagues de roulement, de coussinets, de cylindres hydrauliques et d'autres composants pour lesquels la précision interne est vitale.
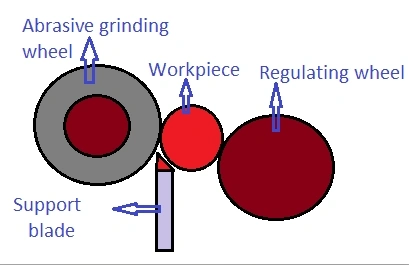
Meulage sans centre:
Caractéristiques :
Contrairement à la rectification cylindrique, la rectification sans centre ne nécessite pas de broche. Les pièces à usiner sont soutenues par une meule et une roue de régulation. Cela permet une production à grande vitesse et une précision constante.
Applications :
Idéal pour la production en série de pièces de précision telles que les broches, les tiges et les tubes. Fréquemment utilisé dans les secteurs médical, automobile et électronique.
Broyage par fluage:
Caractéristiques :
Technique de meulage moins courante mais très spécialisée. Elle utilise une vitesse d'avance très lente et une grande profondeur de coupe, ce qui permet d'enlever efficacement la matière en un seul passage.
Applications :
Particulièrement utile pour l'usinage des pales de turbines, des alliages aérospatiaux et des matériaux résistants à la chaleur pour lesquels les méthodes conventionnelles posent problème. Réputé pour réduire le nombre d'opérations et augmenter la productivité dans les géométries complexes.
Meulage manuel :
Caractéristiques :
Procédé traditionnel de finition ou de réparation de pièces à l'aide d'une meule manuelle ou de papier de verre. Il convient pour le traitement de surface de petits lots de pièces avec des exigences de précision faibles, mais il est relativement inefficace.
Applications :
Utilisé couramment pour la réparation des moules, le meulage des soudures, l'ébavurage et les travaux sur mesure, en particulier dans les ateliers de maintenance, les ateliers d'outillage et la production de prototypes.

Tournage CNC Matériaux courants
WELDO propose des services de tournage CNC de précision pour des matériaux tels que l'aluminium, l'acier inoxydable, les alliages et le cuivre, ainsi que des matières plastiques telles que l'ABS et le PC, etc.
Métal cnc le type de matériau :

Aluminium
Il se caractérise par une faible densité et une texture dure, mais le matériau lui-même est relativement souple. Très résistant à la corrosion, il est largement utilisé dans les domaines de l'aérospatiale, des structures squelettiques biomimétiques et de la fabrication de composants automobiles.
Couleur : Argent.
Les types : Aluminium 6061、7075、2024、5052、6063 et MIC-6.
Finition de la surface : Polissage, brossage, sablage, chromage, anodisation, galvanisation, revêtement par poudre, gravure au laser.
Délai de livraison : 1-5 jours.

Acier inoxydable
Résistants à la corrosion, lisses et faciles à nettoyer, ils sont utilisés dans la cuisine, le secteur médical, la construction et les pièces automobiles.
Couleur : Argent.
Les types : Acier inoxydable 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Finition de la surface : Polissage, brossage, sablage, galvanoplastie, pulvérisation, PVD (Physical Vapor Deposition), passivation, décapage, coloration.
Délai de livraison 2 à 5 jours.

Cuivre
Possède une conductivité électrique, une ductilité à la traction et des propriétés antimicrobiennes. Il est principalement utilisé pour la fabrication d'objets d'artisanat, d'articles de décoration et d'équipements médicaux.
Couleur Orange, jaune.
Les types : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Finition de la surface : Passivation, galvanisation, placage chimique, grenaillage, sablage, traitement chimique du film, polissage, nettoyage brillant.
Délai de livraison : 1-5 jours.

Bronze
Le bronze est un alliage de cuivre résistant à la corrosion, d'une bonne fluidité et d'une couleur variable en fonction de sa composition. Il est utilisé pour des pièces telles que les roulements, les engrenages et les composants marins.
Couleur : or/brun.
Les types : Bronze d'étain, bronze d'aluminium, bronze de béryllium, bronze de silicium, bronze de manganèse.
Finition de la surface : Sablage, polissage, moletage, meulage, passivation, revêtement chimique, coloration par imprégnation, coloration au pinceau/à la bombe, galvanisation, anodisation, revêtement par poudre, brossage.
Délai de livraison : 1-5 jours.

Acier
Alliage à base de fer avec Cr, Ni et Mn, offrant des propriétés ajustables par traitement thermique. Il est utilisé pour les boulons, les arbres, les engrenages, les outils de coupe et les composants de moteurs.
Couleur : Argent .
Les types : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finition de la surface :Sablage, finition miroir, revêtement PVD, finition brossée, revêtement par pulvérisation, galvanoplastie.
Délai de livraison : 1-5 jours

Magnésium
Léger, il possède une faible dureté, une excellente conductivité thermique et ne provoque qu'une usure minimale des outils. Sa résistance dépasse celle des alliages d'aluminium et de l'acier, et sa capacité d'amortissement - 1,5 fois celle de l'aluminium - lui permet d'absorber efficacement les vibrations et le bruit. Convient aux pièces pour l'aérospatiale et l'automobile.
Couleur : Argent.
Les types : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Finition de la surface : Revêtement par conversion chimique, anodisation, nickelage, galvanoplastie, revêtement composite, peinture par pulvérisation, revêtement par poudre, revêtement par électrophorèse.
Délai de livraison : 1-5 jours.
Plastique cnc le type de matériau :

POM
Matériau à haute résistance, à faible friction et dimensionnellement stable, idéal pour l'usinage. Il remplace le métal dans les pièces d'usure comme les engrenages et les roulements.
Couleur blanc, noir, bleu, jaune, etc.
Les types : POM-H, POM-C.
Finition de la surface : Polissage, sablage, polissage chimique, polissage au laser, anodisation/peinture.
Délai de livraison : 1-5 jours.

PA
Le PA (Nylon) offre une résistance à la traction de 62 à 85 MPa, une faible friction et une résistance à la chaleur, idéale pour les engrenages et les roulements dans les secteurs de l'automobile, de l'électronique et des machines.
Couleur : Coloré.
Les types : PA6, PA66, PA6T, PA9T.
Finition de la surface :Broyage mécanique, attaque acide/alcaline, technologie de l'hydrolyse, revêtement.
Délai de livraison : 1-5 jours.
PTFE
Le PTFE offre une friction très faible, une forte résistance chimique et une excellente isolation, idéale pour les joints, les garnitures et les bagues.
Couleur : Blanc, naturel, noir, rempli ou couleur personnalisée.
Les types : PTFE vierge,PTFE chargé de verre,TFE chargé de carbone,TFE chargé de bronze,TFE modifié
Finition de la surface : Finition par usinage, polissage, texturation, revêtement, gravure, traitement antistatique.
Délai de livraison : 1-5 jours.

UPE
UPE (UHMW-PE) est un polyéthylène à très haut poids moléculaire qui présente une excellente résistance à l'usure, un faible frottement et une grande résistance aux chocs. Il est largement utilisé dans les pièces d'usure et les composants industriels.
Couleur : Naturel (blanc), noir, vert, bleu.
Types : UHMW-PE vierge, UHMW-PE antistatique, UHMW-PE chargé de verre, UHMW-PE chargé d'huile (autolubrifiant).
Finition de la surface : Finition usinée, polissage, traitement plasma/corona, polissage à la flamme, sablage.
Délai de livraison : 1-5 jours.
FAQ du service de broyage
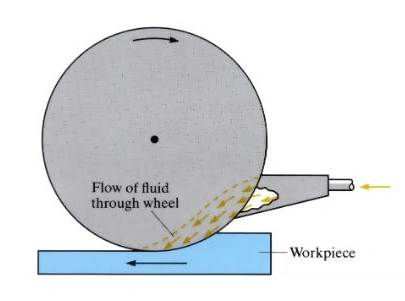
Quel est le principe de base du broyage ?
La rectification est un processus d'usinage qui utilise des particules abrasives pour microcouper la surface de la pièce grâce à un mouvement relatif entre l'outil de rectification et la pièce, ce qui permet d'obtenir une grande précision et une faible rugosité de surface. L'action de micro-coupe de l'abrasif et la réplication géométrique de l'outil de meulage sont au cœur de ce procédé.
Quels sont les matériaux qui conviennent au broyage ?
La rectification s'applique à la plupart des métaux (tels que l'acier, la fonte et les métaux non ferreux) et des matériaux non métalliques (tels que les céramiques, le verre et les cristaux). Elle est particulièrement adaptée à l'usinage de précision de matériaux difficiles à usiner, tels que le carbure cémenté et les alliages résistants à la chaleur.
Comment choisir le bon abrasif pour le meulage ?
La sélection des abrasifs doit tenir compte de la dureté du matériau de la pièce, de la précision de l'usinage et des exigences en matière de qualité de surface. A titre d'exemple :
Corindon (oxyde d'aluminium) convient aux matériaux courants tels que l'acier trempé et la fonte ;
Le carbure de silicium convient aux matériaux à dureté élevée tels que le carbure cémenté et les céramiques ;
Les abrasifs diamantés conviennent à l'usinage de précision des matériaux super durs ou du verre optique.
Comment contrôler la rugosité de la surface lors du meulage ?
Weldo L'ingénieur a dit : Ceci peut être contrôlé par :
Sélection de la granulométrie appropriée (les abrasifs fins réduisent la rugosité) ;
Réglage de la pression et de la vitesse de broyage ;
Utilisation d'un liquide de refroidissement lubrifiant pour minimiser les dommages à la surface ;
Utilisation d'un broyage en plusieurs étapes (broyage grossier → broyage fin → polissage).
Quels sont les défauts les plus courants en matière de broyage et comment y remédier ?
Les défauts les plus courants sont les suivants
Brûlure superficielle : La chaleur de friction provoque un recuit du matériau ; il est recommandé de réduire la vitesse de meulage ou d'augmenter le refroidissement ;
Déviations dimensionnelles : Usure de l'outil de rodage ou positionnement instable ; il est recommandé de réparer régulièrement l'outil de rodage et d'inspecter le montage ;
Rayures : Particules abrasives incrustées ou impuretés dans l'outil de rodage ; il est recommandé de nettoyer l'outil de rodage et la pièce à usiner et d'utiliser un abrasif pur.
Quelles sont les différences entre le rodage, le polissage et la superfinition ?
Rodage : Il s'agit principalement d'un micro-découpage, utilisé pour enlever l'excès de matière et corriger la précision de la forme ;
Polissage : il s'agit principalement d'une déformation plastique qui permet de réduire la rugosité de la surface et d'améliorer la brillance ;
Superfinition : amélioration de l'intégrité de la surface (réduction de l'ondulation, par exemple) au-delà du rodage ; couramment utilisée pour les pièces de précision telles que les roulements.