

Usinage par électroérosion à fil de précision
L'électroérosion à fil permet de découper des matériaux conducteurs d'électricité à l'aide de décharges électriques contrôlées, ce qui permet d'obtenir des profils complexes, des fentes étroites et des détails internes fins sans exercer de force de coupe mécanique.
*La précision finale, le rayon des angles, la largeur des rainures et la finition dépendent du diamètre du fil, de l'épaisseur du matériau, de la géométrie, de la stratégie de découpe et de la méthode d'inspection.
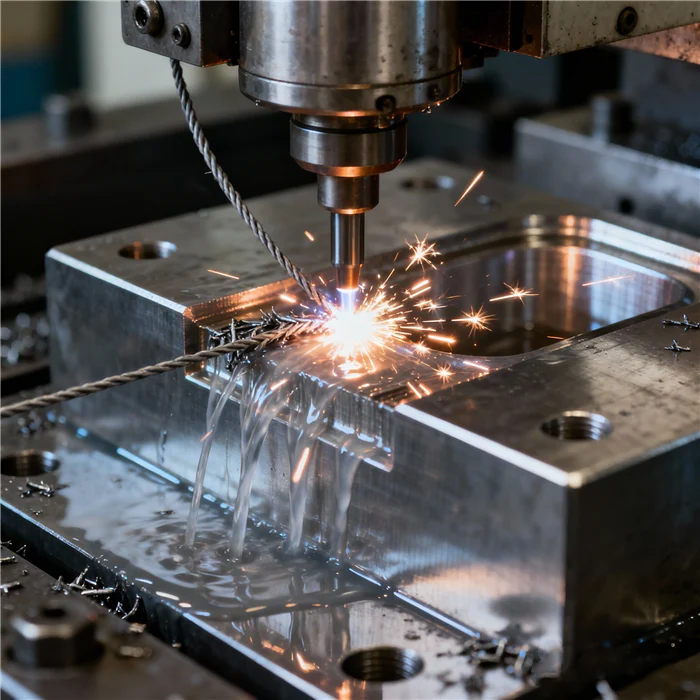
Fonctionnement de l'électroérosion à fil
Un fil fin en laiton ou en molybdène sert d'électrode. Des étincelles contrôlées font fondre et vaporisent des zones microscopiques de la pièce conductrice, tandis qu'un fluide diélectrique élimine les débris et stabilise l'écartement de décharge.
Programmer le profil
Convertir le dessin en un parcours de découpe contrôlé et en une stratégie de décalage.
Enfiler et aligner
Définir le diamètre du fil, la tension, les guides, le repère de la pièce et les conditions diélectriques.
Découpe par électroérosion
Les impulsions électriques enlèvent la matière sans exercer de pression de coupe mécanique.
Finition et contrôle
Des passes de finition supplémentaires permettent d'améliorer les cotes et l'état de surface avant le contrôle.
Électroérosion à fil rapide, moyenne et lente
Le choix du procédé dépend de la tolérance, de l'état de surface, de l'épaisseur du matériau, de la géométrie, du volume de production et du budget.

Electro-érosion à fil rapide
Fil de molybdène réutilisable pour la découpe économique de pièces conductrices courantes.
Une précision globale et une production plus rapide et plus économique.
Electro-érosion à fil moyenne
Allie une découpe grossière plus rapide à des passes de finition contrôlées.
Un équilibre parfait entre précision, finition et efficacité de production.
Slow Wire EDM
Utilise du fil de laiton ou du fil revêtu en un seul passage, avec plusieurs coupes de précision.
Le meilleur choix pour des tolérances serrées et une qualité de surface optimale.| Comparaison | Fil rapide | Fil moyen | Fil lent |
|---|---|---|---|
| Mouvement du fil | Mouvement alternatif à grande vitesse | Mouvement alternatif contrôlé | Unidirectionnel à faible vitesse |
| Précision typique | Précision générale | Environ ±0,005 à 0,01 mm | Environ ± 0,001 à 0,005 mm |
| Finition de la surface | Finition plus rugueuse | Ra 0,8–3,2 μm | Ra 0,1–0,8 μm |
Matériaux pour l'électroérosion à fil
L'électroérosion à fil nécessite une pièce à usiner conductrice d'électricité. La dureté du matériau est moins déterminante que la conductivité, mais l'épaisseur, le comportement thermique et les conditions de rinçage ont tout de même une incidence sur le processus.

Aluminium
Pièces conductrices légères, notamment en 6061, 7075, 2024 et en tôle à outillage.

Acier inoxydable
Pièces résistantes à la corrosion destinées aux secteurs médical, agroalimentaire, de la construction et de l'automobile.
Acier et carbure
Inserts de moules trempés, outils de coupe, engrenages et composants résistants à l'usure.

Cuivre et laiton
Électrodes conductrices, contacts, inserts et composants de précision.

Titane et alliages résistants aux hautes températures
Composants aérospatiaux et médicaux difficiles à usiner par des méthodes conventionnelles.

Tungstène et molybdène
Matériaux conducteurs à point de fusion élevé destinés à la fabrication de profilés et d'éléments de précision.

Graphite
Électrodes EDM et moules nécessitant un usinage contrôlé à faible effort.

Céramiques conductrices
Céramiques conductrices dures et cassantes utilisées dans les capteurs et les composants techniques.
Les plastiques non conducteurs, le verre et la céramique ordinaire ne peuvent pas être découpés directement par électroérosion à fil classique.
Procédé d'électroérosion à fil et contrôle qualité
Pour obtenir une découpe stable, il faut coordonner la programmation, le choix du fil, les paramètres de décharge, le contrôle diélectrique et le contrôle dimensionnel.
Analyse du dessin
Vérifiez le point de référence, le profil, le trou de départ, la conicité, la tolérance, la rugosité et l'épaisseur du matériau.
Configuration du processus
Sélectionnez le diamètre du fil, la tension, le décalage, les paramètres d'impulsion et les conditions diélectriques.
Découpes grossières et de finition
Utilisez des passes contrôlées pour trouver le juste équilibre entre le temps d'usinage, la précision dimensionnelle et la qualité de finition.
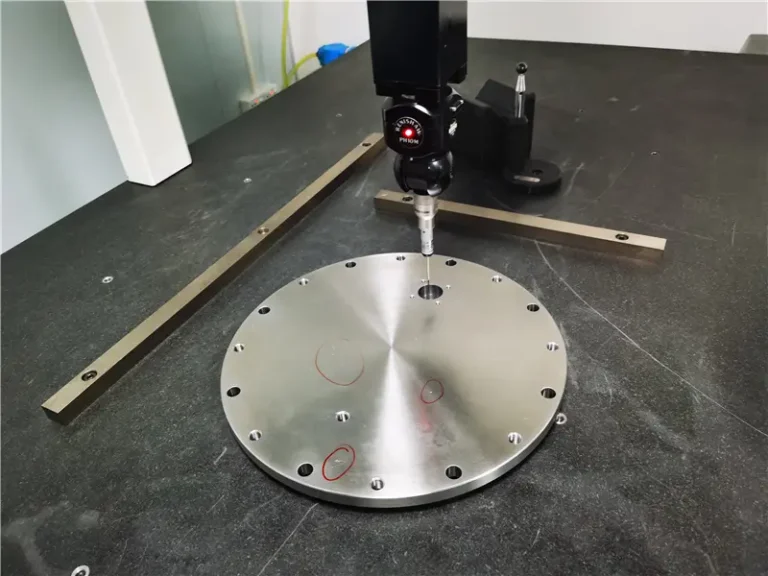
Contrôle et mise en circulation
Mesurez les profils et les cotes critiques, puis nettoyez et protégez les pièces finies.



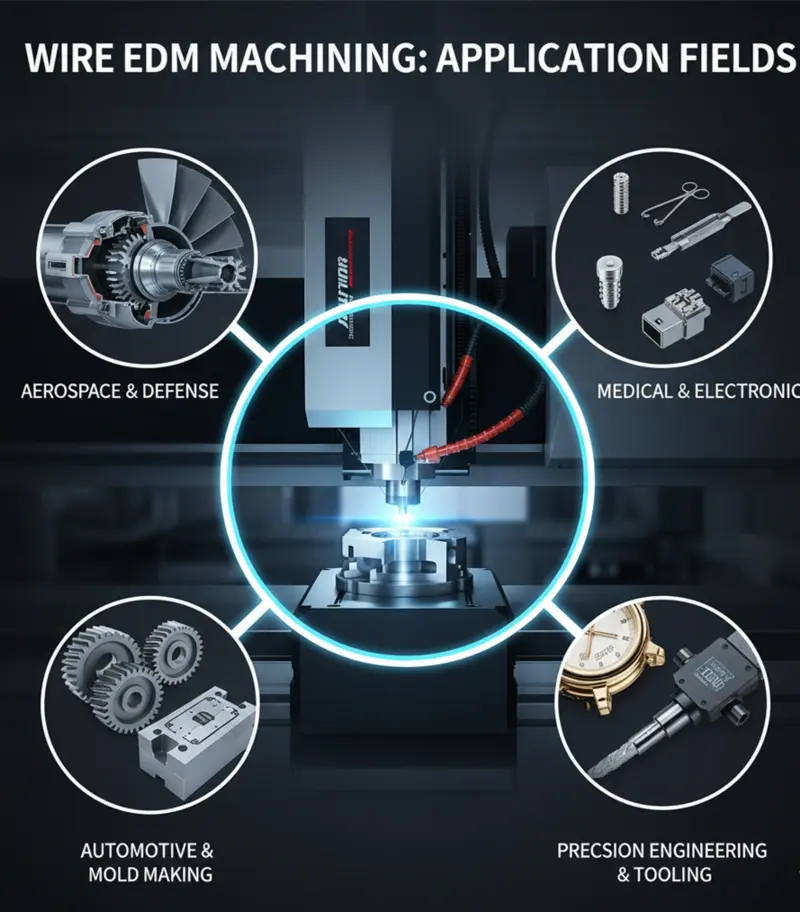
Applications de l'électroérosion à fil
L'électroérosion à fil s'avère particulièrement utile lorsque les outils de coupe classiques ne permettent pas d'obtenir la géométrie souhaitée, ne sont pas adaptés à la dureté du matériau ou ne répondent pas aux exigences de faible force.
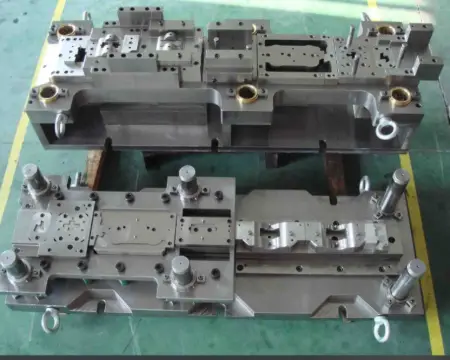
Fabrication de moules
Cavités, inserts, dispositifs de refroidissement et composants de moules de précision.
Aérospatiale
Composants de moteur, éléments de turbine et profils complexes en alliage conducteur.
Automobile
Injecteurs de carburant, systèmes de refroidissement, engrenages et composants de précision du groupe motopropulseur.
Dispositifs médicaux
Instruments chirurgicaux, instruments dentaires et composants conducteurs de haute précision.
Machines de précision
Engrenages, roulements, outils de coupe et fentes étroites de précision.
Équipement énergétique
Composants à haute résistance et résistants à la corrosion destinés à des systèmes exigeants.
Métallurgie et art
Gravures complexes, composants de bijoux et moulures décoratives.