
En Usinage CNCLe fraisage dynamique et le fraisage par couches sont deux stratégies de fraisage courantes pour l'ébauche des pièces. Bien que ces deux méthodes aient pour but d'enlever de la matière, elles diffèrent considérablement en ce qui concerne les méthodes d'usinage, les matériaux applicables, la vitesse de la broche, la vitesse d'avance et l'efficacité de l'usinage. Comprendre leurs définitions, avantages, inconvénients, facteurs d'influence et critères de sélection peut nous aider à prendre de meilleures décisions dans différents scénarios d'usinage.
Fraisage dynamique
Définition :
Le fraisage dynamique est une méthode de fraisage qui maintient une efficacité d'usinage élevée et réduit la charge de l'outil en ajustant continuellement les paramètres de coupe tels que la profondeur de coupe et la vitesse d'avance. En ajustant de manière flexible la trajectoire de l'outil, chaque coupe conserve un engagement relativement faible, ce qui permet d'éviter une charge excessive sur l'outil causée par des coupes profondes et de réduire l'accumulation de chaleur pendant l'usinage.
Matériaux applicables :
Alliages d'aluminium, alliages de cuivre, plastiques, acier doux, alliages de titane et autres métaux ou matériaux polymères relativement tendres. Le fraisage dynamique convient aux matériaux tendres ou moyennement durs, en particulier dans les scénarios où une grande quantité de matériau doit être enlevée rapidement.
Plage de vitesse de la broche :
Le fraisage dynamique utilise généralement des vitesses de broche plus élevées, généralement comprises entre 5000-12000 RPM. La vitesse spécifique doit être ajustée en fonction de l'outil et de la dureté du matériau.
Pour les matériaux durs tels que les alliages de titane, la vitesse de la broche doit être réduite de manière appropriée afin d'éviter la rupture de l'outil.
Vitesse d'alimentation :
La vitesse d'alimentation du fraisage dynamique est relativement élevée, généralement entre 2000-8000 mm/minen fonction des caractéristiques du matériau, de la profondeur de coupe et des performances de la machine.
Avantages et inconvénients :
Avantages :
- Réduction de la charge sur l'outil, ce qui prolonge sa durée de vie.
- Rendement élevé, particulièrement adapté à l'enlèvement de grandes surfaces de matériau.
- Offre une meilleure stabilité de coupe et des taux d'enlèvement de matière plus élevés.
- Réduit l'accumulation de chaleur et l'usure des outils.
Inconvénients :
- Des exigences plus élevées pour les machines-outils, notamment en matière de stabilité et de vitesse de rotation.
- Dans certains cas (tels que les formes complexes), le fraisage dynamique peut générer des parcours d'outils en boucle qui créent des mouvements d'outils inutiles.
- La qualité de la surface lors de la finition est relativement mauvaise.
Efficacité de l'usinage :
Le fraisage dynamique fait preuve d'une grande efficacité lors de l'enlèvement de grandes quantités de matière. En raison de sa vitesse d'avance élevée et de son engagement de coupe plus profond, il peut améliorer de manière significative l'efficacité de l'usinage. Toutefois, il peut être moins stable que le fraisage par couches dans les opérations d'usinage fin.
Facteurs affectant l'efficacité de l'usinage :
Performance de la machine : Des vitesses de broche élevées et une bonne stabilité de la machine sont nécessaires. Le fraisage dynamique est particulièrement performant sur les machines à cinq axes.
Caractéristiques des matériaux : Les matériaux les plus souples, tels que les alliages d'aluminium et de cuivre, sont les plus appropriés.
Sélection d'outils : La taille et le type d'outil influencent les performances du fraisage dynamique, en particulier lors de l'usinage de matériaux plus durs.

Fraisage en couches
Définition :
Le fraisage par couches est une stratégie d'usinage qui divise la profondeur de coupe en plusieurs couches minces. Chaque coupe enlève une petite quantité de matière, ce qui permet de contrôler efficacement la charge de l'outil, de réduire l'usure excessive de l'outil et de maintenir une grande précision d'usinage.

Matériaux applicables :
Aciers durs (aciers à outils), l'acier inoxydable, la fonte, les alliages de titane utilisés pour la finition et d'autres matériaux durs.
Le fraisage en couches est généralement adapté aux matériaux plus durs et aux tâches d'usinage nécessitant une qualité de surface et une précision plus élevées.
Plage de vitesse de la broche :
Le fraisage en couche fonctionne généralement à des vitesses de broche relativement faibles, typiquement entre 3000-8000 RPM.
Pour les matériaux durs tels que les alliages de titane et les aciers trempés, les vitesses de broche doivent être réduites de manière appropriée afin de minimiser l'usure de l'outil.
Vitesse d'alimentation :
La vitesse d'avance du fraisage par couche est généralement plus faible, en général 500-5000 mm/min. Des vitesses d'avance plus faibles garantissent la stabilité de la coupe et la précision de l'usinage.
Avantages et inconvénients :
Avantages :
- Conditions d'usinage stables, adaptées aux matériaux durs et aux opérations de finition.
- La faible profondeur de coupe par passe réduit la charge sur l'outil et améliore la qualité de la surface et la précision dimensionnelle.
- Offre une grande précision et convient à l'usinage de précision.
Inconvénients :
- Une faible profondeur de coupe entraîne un taux d'enlèvement de matière et une efficacité moindres.
- Comme chaque coupe n'enlève qu'une petite quantité de matière, les cycles d'usinage sont plus longs et ne conviennent pas à l'enlèvement rapide de grandes quantités de matière.
Efficacité de l'usinage :
Le fraisage en couche est relativement moins efficace, surtout lorsqu'il s'agit d'enlever de grands volumes de matière, en raison de vitesses d'avance plus lentes et de taux d'enlèvement de matière plus faibles. Toutefois, dans le cas d'un usinage de précision et d'exigences élevées en matière de précision, il peut donner de meilleurs résultats.
Facteurs affectant l'efficacité de l'usinage :
Dureté du matériau : Les matériaux durs conviennent au fraisage par couches, mais l'efficacité est faible lors de l'usinage de matériaux plus tendres.
Sélection d'outils : La géométrie de l'outil, la profondeur de coupe et la vitesse d'avance influencent l'efficacité et la précision.
Paramètres de coupe : Une profondeur de coupe, une vitesse d'avance et une vitesse de broche appropriées déterminent les performances globales de l'usinage.
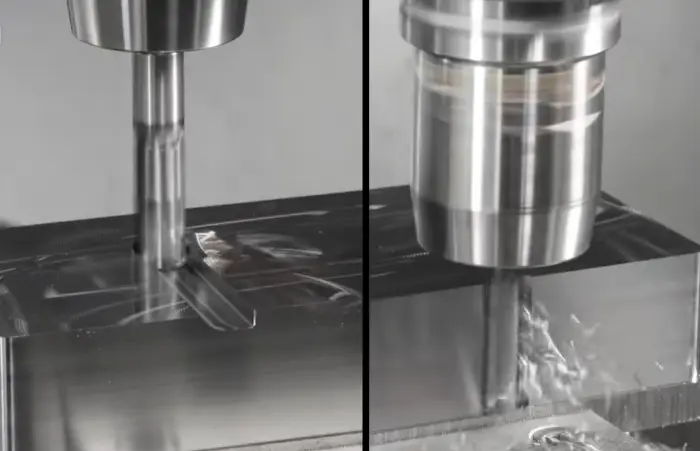
Fraisage dynamique CNC vs fraisage par couches : Lequel est le plus efficace ?
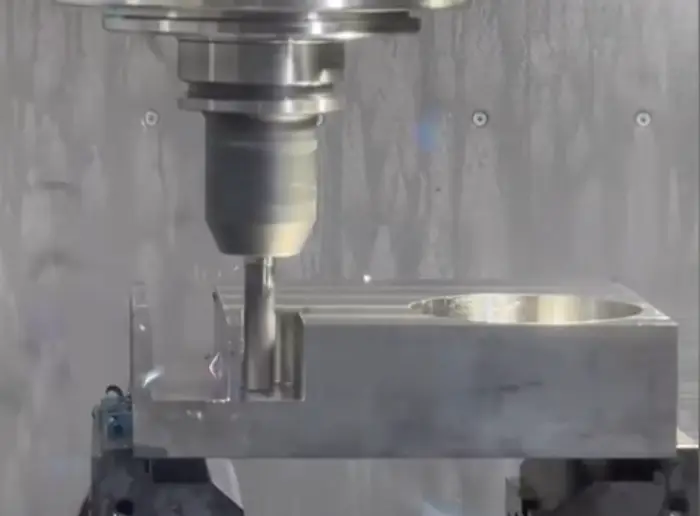
Pour comparer l'efficacité de l'ébauche des deux méthodes, nous créons une pièce creuse mesurant 10 mm × 10 mm avec une profondeur de 25 mm. Le matériau de la pièce est Aluminium 7075, avec des dimensions globales de 150 mm × 150 mm × 30 mm et une cavité interne. La surépaisseur d'usinage de la pièce brute est fixée à 5 mmet 25 mm doit être retiré des bords.
Taux d'enlèvement de matière (Q) est utilisée comme mesure de comparaison. Plus le volume de matériau enlevé par unité de temps est important, plus la valeur Q est élevée. L'unité est cm³/min.
Les deux autres paramètres d'influence sont profondeur de coupe (AP) et largeur de coupe (AE).
Formule connue :
Q = (F × AP × AE) / 1000
Calcul dynamique de l'ébauche
Diamètre de l'outil : Outil standard de 10 mmLongueur de l'arête de coupe 30 mm.
L'usinage dynamique nécessitant des outils légèrement plus grands pour réduire le risque de casse, le diamètre de l'outil est choisi comme suit 12 mm.
Vitesse de rotation de la broche S = 8000
Vitesse d'alimentation moyenne F = 5000 mm/min
Profondeur de coupe AP = 30 mm (en un seul passage)
Largeur de coupe AE = 2,5 mm
Calcul :
Q = 5000 × 30 × 2.5 / 1000
Résultat :
Q = 375 cm³/min
Calcul de l'ébauche de la couche
Pour l'ébauche de la couche, on utilise une fraise à plaquettes. Le diamètre de l'outil doit couvrir la largeur de coupe. Couteau de 32 mm de diamètre est sélectionné.
Vitesse de rotation de la broche S = 4500
Vitesse d'alimentation F = 4000 mm/min
Profondeur de coupe AP = 2 mm
Largeur de coupe AE = 25 mm
Résultat du calcul :
Q = 200 cm³/min
D'après les résultats des calculs, le taux d'enlèvement de matière du fraisage dynamique est effectivement plus élevé que celui du fraisage par couche, et la vitesse d'usinage théorique est plus rapide. Cependant, dans la réalité, le fraisage dynamique n'est pas toujours plus rapide. Pendant l'usinage de la cavité et l'ébauche environnante, il y a souvent de nombreux mouvements en boucle et des parcours d'outils inutilisés, ce qui fait perdre du temps à l'usinage. En outre, les conditions d'ébauche dynamique ne sont pas toujours stables. Lors de l'enlèvement de grandes portions de matière, la charge de l'outil peut augmenter soudainement et provoquer la rupture de l'outil.
En revanche, le fraisage par couches comporte moins de mouvements de bouclage et des parcours d'outils à vide plus courts, ce qui se traduit par un rythme d'usinage plus stable. Certains peuvent envisager d'utiliser le fraisage en avalanche et le fraisage conventionnel pour améliorer la vitesse de l'ébauche dynamique, mais cela augmente la charge de l'outil et accélère son usure, ce qui, en fin de compte, augmente les coûts d'usinage.
Toutefois, lorsque le matériau passe de Aluminium 7075 alliage à titane alliage (tel que TC-4)la situation est différente. Les alliages de titane ont une faible conductivité thermique. Si l'on utilise le fraisage par couches, la dissipation de la chaleur de l'outil devient difficile, et environ 80% la chaleur se concentre à la pointe de l'outilLe fraisage dynamique est un procédé qui utilise principalement l'arête latérale de l'outil, ce qui entraîne une usure rapide de l'outil et réduit la stabilité de l'usinage et la rentabilité. Avec le fraisage dynamique, la coupe utilise principalement l'arête latérale de l'outil. Tant que le taux d'enlèvement de matière est contrôlé et qu'un engagement excessif est évité, la dissipation de la chaleur s'améliore et la vitesse d'usinage augmente.
Par conséquent, le taux d'enlèvement de matière n'est qu'un facteur de référence. Il doit également être combiné avec le type de matériau et les caractéristiques de l'usinage pour déterminer la meilleure stratégie. Par exemple, lors de l'usinage de pièces en alliage d'aluminium, l'ébauche de cavité peut utiliser fraisage en couche, tandis que les autres Coins R ou filets sur les bords de la pièce peut être effacé à l'aide de la fonction broyage dynamiquece qui permet d'économiser du temps d'usinage.
Critères de sélection pour le fraisage dynamique et le fraisage par couches
Le choix entre le fraisage dynamique et le fraisage par couches dépend principalement des facteurs suivants :
Type de matériau :
Pour les matériaux tendres tels que les alliages d'aluminium et de cuivre, le fraisage dynamique offre une plus grande efficacité.
Pour les matériaux durs tels que les alliages de titane, l'acier inoxydable et l'acier trempé, le fraisage par couches est plus approprié car il permet de maintenir une précision d'usinage et une qualité de surface plus élevées.

Objectifs d'usinage :
Si l'objectif est d'enlever rapidement une grande quantité de matière, le fraisage dynamique est plus approprié après avoir optimisé les parcours d'outils à vide et les mouvements en boucle, car il offre des taux d'enlèvement plus élevés et des vitesses d'avance plus rapides.
Si l'objectif est l'usinage de précision avec une qualité de surface ou une précision élevée, le fraisage par couches présente des avantages, en particulier pour les opérations de finition complexes. Cependant, il faut veiller à la concentration de chaleur à la pointe de l'outil pour éviter une usure rapide.
Performance des machines-outils :
Le fraisage dynamique nécessite des vitesses de broche plus élevées et une meilleure stabilité de la machine, ce qui le rend plus adapté aux machines à cinq axes ou de haute précision.
Le fraisage en couches nécessite moins de machines et convient à la plupart des machines conventionnelles à trois axes.
Efficacité de l'usinage :
Le fraisage dynamique est plus efficace pour l'enlèvement de grands volumes de matière, tandis que le fraisage par couches est plus adapté aux opérations de finition, offrant une efficacité moindre mais une plus grande précision.
Conclusion
Le fraisage dynamique et le fraisage par couches ont tous deux leurs propres avantages dans l'usinage CNC. Le fraisage dynamique convient aux matériaux plus tendres et à l'enlèvement rapide de matière, tandis que le fraisage par couches est plus adapté aux matériaux plus durs et à l'usinage de précision. Le choix de la bonne stratégie dépend du matériau, des caractéristiques d'usinage et de la capacité de la machine. Si vous souhaitez obtenir plus de détails ou un prix de fabrication personnalisé, vous pouvez contact avec nous.








