
Meulage interne
Nos services de rectification interne de précision offrent une précision de qualité IT5 et une finition de surface Ra 0,2μm pour les composants critiques des industries aérospatiale, automobile et médicale. Contactez-nous dès maintenant pour des solutions d'usinage personnalisées et recevez un devis détaillé dans les 24 heures.
- Précision jusqu'à 0.001''.
- Inclure la rectification des surfaces internes des métaux et des plastiques
- Certifié ISO 9001:2015
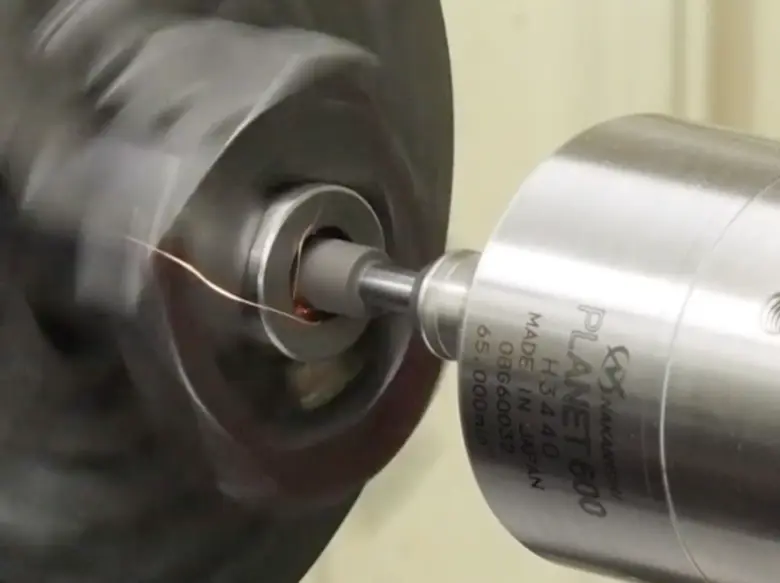
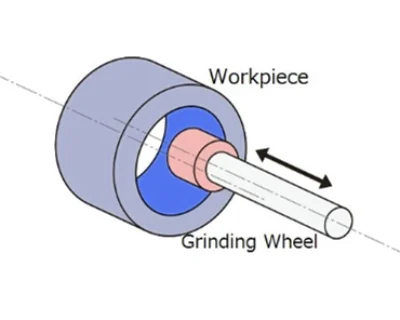
Qu'est-ce que le broyage interne ?
La rectification interne est un processus composite qui couvre simultanément la finition des alésages internes (cercles intérieurs) et des surfaces cylindriques extérieures. En intégrant des meules spécialisées à des systèmes de contrôle de haute précision, elle permet un contrôle dimensionnel simultané des caractéristiques internes et externes des arbres, des manchons, des surfaces d'accouplement et d'autres composants similaires. Cette technologie trouve de nombreuses applications dans des secteurs tels que les composants hydrauliques, les systèmes de transmission, les instruments de précision et les équipements énergétiques.
Matériaux adaptés à la rectification interne
La rectification interne prend en charge plus de 80 matériaux métalliques et non métalliques. Nous optimisons les matériaux et les processus en fonction des performances, de l'environnement, des coûts et des besoins de précision.
Matériau métallique :

Aluminium
L'aluminium est le composant le plus couramment utilisé pour l'usinage de précision. Il a une faible densité, une texture dure et un matériau souple. Grâce à sa résistance à la corrosion, il est largement utilisé dans l'aérospatiale, les os bioniques et la fabrication de pièces automobiles.
Couleur : Argent.
Les types : Aluminium 6061、7075、2024、5052、6063 et MIC-6.
Finition de la surface : Polissage, brossage, sablage, chromage, anodisation, galvanisation, revêtement par poudre, gravure au laser.
Délai de livraison : 1-5 jours.
Acier inoxydable
L'acier inoxydable offre une forte résistance à la corrosion et une surface lisse et facile à nettoyer. Il est principalement utilisé dans les équipements de cuisine, les appareils médicaux, les matériaux de construction et le bâtiment, ainsi que dans les pièces automobiles.
Couleur : Argent.
Les types : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Finition de la surface : Polissage, brossage, sablage, galvanoplastie, pulvérisation, PVD (Physical Vapor Deposition), passivation, décapage, coloration.
Délai de livraison 2 à 5 jours.

Cuivre
Possède une conductivité électrique, une ductilité à la traction et des propriétés antimicrobiennes. Il est principalement utilisé pour la fabrication d'objets d'artisanat, d'articles de décoration et d'équipements médicaux.
Couleur Orange, jaune.
Les types : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Finition de la surface : Passivation, galvanisation, placage chimique, grenaillage, sablage, traitement chimique du film, polissage, nettoyage brillant.
Délai de livraison : 1-5 jours.

Bronze
Le bronze (alliage Cu-Sn) a un point de fusion bas et une bonne fluidité. Résistant à la corrosion, il est utilisé dans les roulements, les engrenages, les valves, les sculptures et les pièces marines.
Couleur : or/brun.
Les types : Bronze d'étain, bronze d'aluminium, bronze de béryllium, bronze de silicium, bronze de manganèse.
Finition de la surface : Sablage, polissage, moletage, meulage, passivation, revêtement chimique, coloration par imprégnation, coloration au pinceau/à la bombe, galvanisation, anodisation, revêtement par poudre, brossage.
Délai de livraison : 1-5 jours.

Acier
L'acier (fer avec 0,1-1,7% de carbone et alliages) offre solidité, ténacité, résistance à l'usure et à la corrosion. Il est utilisé pour les boulons, les arbres, les engrenages, les outils, les valves et les pièces de turbines.
Couleur : Argent .
Les types : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finition de la surface :Sablage, finition miroir, revêtement PVD, finition brossée, revêtement par pulvérisation, galvanoplastie.
Délai de livraison : 1-5 jours

Magnésium
Le magnésium est ultra-léger, avec une faible force de coupe et une bonne usinabilité. Le rapport poids/résistance et l'amortissement sont supérieurs à ceux de l'aluminium, ce qui le rend idéal pour l'aérospatiale, l'automobile et l'électronique.
Couleur : Argent.
Les types : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Finition de la surface : Revêtement par conversion chimique, anodisation, nickelage, galvanoplastie, revêtement composite, peinture par pulvérisation, revêtement par poudre, revêtement par électrophorèse.
Délai de livraison : 1-5 jours.
Matière plastique :

PC
Thermoplastique de haute performance avec ténacité et rigidité, idéal pour l'usinage CNC. Léger, résistant au fluage et isolant. Recyclable ; utilisé dans les boîtiers et les supports électroniques.
Couleur : blanc ou noir.
Les types : PC général usinable/retardateur de flamme/renforcé/mélangé.
Finition de la surface : Polissage, durcissement, pulvérisation, gravure au laser, galvanisation, estampage à chaud.
Délai de livraison : 1-5 jours.

POM
Haute résistance, faible frottement et dimensions stables. Facile à usiner et peut remplacer le métal dans les pièces d'usure telles que les engrenages et les roulements. Utilisé dans l'automobile, les machines et les outils médicaux.
Couleur blanc, noir, bleu, jaune, etc.
Les types : POM-H, POM-C.
Finition de la surface : Polissage, sablage, polissage chimique, polissage au laser, anodisation/peinture.
Délai de livraison : 1-5 jours.
PA
Le PA (Nylon) offre une résistance de 62 à 85 MPa, un faible frottement et une résistance à la chaleur. Il est idéal pour les engrenages et les roulements dans l'automobile, l'électronique et les composants de machines industrielles.
Couleur : Coloré.
Les types : PA6, PA66, PA6T, PA9T.
Finition de la surface :Broyage mécanique, attaque acide/alcaline, technologie de l'hydrolyse, revêtement.
Délai de livraison : 1-5 jours.

PEEK
Le PEEK est un plastique technique à haute résistance, à haute température, à faible friction et à excellente résistance chimique, utilisé dans l'aérospatiale, les appareils médicaux et les pièces de précision.
Couleur : Beige, noir.
Les types : CF-PEEK, GF-PEEK, PEEK avec des charges de noir de carbone/céramique/PTFE/graphite.
Finition de la surface :Sablage, polissage, revêtement métallique, revêtement polymère.
Délai de livraison : 1-5 jours.
Capacités de meulage interne
| Objet | Spécifications |
|---|---|
| Rondeur | ≤0.001mm (précision), ≤0.005mm (précision moyenne) |
| Cylindricité | ≤0,002mm/m (qualité de précision) |
| Rugosité de surface | Ra 0,025μm (meulage miroir) ~ Ra 3,2μm (meulage grossier) |
| Diamètre d'usinage maximal | ≤500mm (externe) / ≤300mm (interne) |
| Longueur maximale d'usinage | ≤2000mm |
| Diamètre minimal d'usinage | ≥0,5mm (externe) / ≥2mm (interne) |
| Cycle de livraison moyen | 5-7 jours pour les pièces de précision, 3-5 jours pour les pièces ordinaires |
| Indice de capacité de traitement | CPK≥1.33 (dimensions de la clé) |
Guide de la rectification interne
Recommandations pour le choix des meules
| MATÉRIAU DE LA PIÈCE | ABRASIF RECOMMANDÉ | CARACTÉRISTIQUES |
|---|---|---|
| Acier au carbone, acier allié | Corindon blanc | Dureté élevée, faible dégagement de chaleur, adapté au meulage de précision |
| Acier inoxydable/alliage de titane | Nitrure de bore cubique | Bonne stabilité thermique, résistance à l'usure 100 fois supérieure à celle du corindon. |
| Alliage d'aluminium/laiton | Carbure de silicium vert | Haute acuité, évite le colmatage des copeaux |
| Céramique/verre | Diamant | Abrasif super dur, adapté aux matériaux durs et cassants |
Meulage grossier (Ra 1,6-3,2μm) : granulométrie 24#-60#, meule douce (G-J)
Rectification de précision (Ra 0,4-0,8μm) : Meule 80#-120#, grain moyen (K-M)
Meulage de très haute précision (Ra≤0,2μm) : Taille de grain 150#-240#, meule de qualité dure (N-P)
Paramètres de traitement pour les matériaux courants des pièces à usiner
Des paramètres de traitement appropriés sont essentiels pour obtenir une qualité stable, une précision dimensionnelle et une finition de surface cohérente. Les paramètres suivants s'appliquent aux deux le meulage externe et le meulage internequi couvre des facteurs clés tels que la vitesse de la meule, la vitesse d'avance, la profondeur de meulage, la méthode de refroidissement et la rugosité de la surface.
Les tableaux ci-dessous indiquent les paramètres de broyage recommandés pour métallique et non métallique les matériaux de la pièce.
| MATÉRIAU | VITESSE DE LA MEULE (M/S) | VITESSE D'AVANCE (MM/MIN) | PROFONDEUR DE BROYAGE (MM) | MÉTHODE DE REFROIDISSEMENT |
|---|---|---|---|---|
| 45# acier | 30 – 35 | 100 – 150 | 0.05 – 0.1 | Pulvérisation d'émulsion à haute pression |
| Acier inoxydable 304 | 25 – 30 | 80 – 120 | 0.03 – 0.08 | Extrême - fluide de coupe sous pression + refroidissement interne |
| Alliage d'aluminium 7075 | 20 – 25 | 150 – 200 | 0.1 – 0.2 | Refroidissement par pulvérisation de kérosène |
| MATÉRIAU NON MÉTALLIQUE | TYPE DE MEULE | VITESSE D'AVANCE (MM/MIN) | OBJECTIF DE RUGOSITÉ DE SURFACE |
|---|---|---|---|
| POM | Meule en résine à pores atmosphériques | 60 – 100 | Ra 0.8μm |
| PEEK | Meule CBN | 40 – 60 | Ra 0.4μm |
| GFRP | Meule en silicium carbonisé | 80 – 120 | Ra 1.6μm |
Avantages de la rectification interne
Usinage de haute précision
La rectification interne/externe permet d'obtenir une précision de ±0,001 mm et une circularité ≤0,0005 mm, idéale pour les arbres aérospatiaux et les composants hydrauliques.
Qualité de surface supérieure
La rugosité de surface atteint Ra≤0,04μm, ou Ra≤0,01μm pour l'ultra-précision, répondant aux exigences en matière d'optique, de moulage et de haute finition.
Large compatibilité des matériaux
Il prend en charge les métaux, les céramiques, le verre, les plastiques et les composites, couvrant les matériaux durs, fragiles et souples pour diverses applications.
Haute efficacité
La rectification CNC avec des outils à grande vitesse comme le CBN garantit un usinage stable, améliorant la productivité et réduisant les temps de cycle.
Domaines d'application de la rectification intérieure
1.Aérospatiale:Arbres de turbines, aubes de moteurs, jambes de train d'atterrissage, arbres de précision des systèmes de navigation.
2.Fabrication automobile: Vilebrequins, arbres à cames, engrenages de transmission, blocs cylindriques hydrauliques, coussinets de système de direction.
3. fabrication de moules et de matrices: Noyaux/empreintes de moules en plastique, poteaux de guidage des matrices d'emboutissage, alésages de moules de coulée sous pression.
4.Dispositifs médicaux:Articulations artificielles (hanche/genou), instruments chirurgicaux (forets, fraises), alésages d'implants.
FAQ de la rectification interne
Quels sont les facteurs qui influencent la rugosité de la surface lors de la rectification cylindrique intérieure et extérieure, et comment les ajuster ?
Plusieurs facteurs influencent la rugosité de la surface. La granulométrie de la meule est un facteur clé. Un grain plus fin produit généralement une surface plus lisse car il permet d'enlever de plus petites quantités de matériau par passage. Cependant, elle peut également entraîner un taux d'enlèvement de matière plus lent. Le matériau de la pièce joue également un rôle. Les matériaux plus tendres sont plus susceptibles d'être usinés par frottement, ce qui peut conduire à une surface plus rugueuse s'ils ne sont pas correctement gérés. Pour ajuster la rugosité de la surface, vous pouvez remplacer la meule par une autre dont la granulométrie est différente. Par exemple, si vous souhaitez obtenir une surface plus lisse, utilisez une meule à grain plus fin. En outre, l'optimisation des paramètres de meulage, tels que la vitesse d'avance et la profondeur de meulage, peut s'avérer utile. Une vitesse d'avance plus lente et une profondeur de meulage plus faible contribuent généralement à un meilleur état de surface.
Comment choisir la meule appropriée pour la rectification cylindrique intérieure et extérieure ?
Lors du choix d'une meule pour la rectification cylindrique extérieure, il convient de tenir compte de facteurs tels que le matériau de la pièce, sa dureté et l'état de surface requis. Pour les pièces en matériaux durs, comme l'acier trempé, une meule en nitrure de bore cubique (CBN) est souvent un bon choix en raison de sa dureté élevée et de sa résistance à l'usure. Pour les matériaux plus tendres, une meule en corindon peut être plus appropriée. Pour la rectification cylindrique intérieure, la taille du trou intérieur est cruciale. La meule doit être suffisamment petite pour pénétrer dans le trou et avoir une résistance suffisante pour un meulage efficace. Pour les trous intérieurs de petit diamètre, une meule fine et de petite taille est nécessaire.
Quels sont les défauts de surface les plus courants qui peuvent survenir lors de la rectification cylindrique intérieure et extérieure et comment les éviter ?
Les défauts de surface les plus courants sont les rayures, les brûlures et les marques de bavardage. Les rayures peuvent être causées par des impuretés à la surface de la meule ou par une mauvaise alimentation. Pour éviter les rayures, il convient de dresser régulièrement la meule et de veiller à ce que la vitesse d'avance soit stable. Les brûlures résultent d'une chaleur de meulage excessive ; utilisez des méthodes de refroidissement efficaces telles que la pulvérisation de liquide de refroidissement à haute pression et contrôlez les paramètres de meulage. Les marques de bavardage peuvent résulter d'un déséquilibre des meules ou d'un mauvais serrage de la pièce ; équilibrez la meule et améliorez les méthodes de serrage.
Comment contrôler la précision dimensionnelle lors de la rectification cylindrique intérieure et extérieure ?
La précision dimensionnelle est contrôlée grâce à des mesures précises effectuées à l'aide d'instruments tels que les micromètres. Optimisez les paramètres de rectification (vitesse de rotation de la meule, vitesse d'avance, profondeur de rectification) en fonction du matériau et des exigences de précision. Pour une précision élevée, utilisez des profondeurs de meulage plus petites et des vitesses d'avance plus lentes. Assurer la stabilité de la machine par un entretien et un étalonnage réguliers afin de réduire les vibrations.
Quels sont les avantages de l'utilisation de la technologie CNC dans la rectification cylindrique intérieure et extérieure ?
La technologie CNC permet d'obtenir des résultats cohérents et de haute précision grâce à un contrôle précis des mouvements de la meule et de la pièce. Elle améliore l'efficacité de la production grâce à des opérations automatisées et à des processus de rectification en continu. Les machines CNC mémorisent plusieurs programmes, ce qui permet de passer facilement d'un type de pièce à l'autre et d'une exigence de rectification à l'autre, offrant ainsi une grande flexibilité dans divers environnements de fabrication.
