
Lorsqu'un projet nécessite une solidité structurelle, une bonne résistance à la corrosion et une esthétique soignée, les ingénieurs choisissent souvent Usinage CNC d'un prototype en aluminium 6082 avant de s'engager dans la production. Le prototype valide la fonction, prouve la faisabilité des tolérances et met en évidence les risques liés aux coûts et aux délais de livraison à un stade précoce, tout en préservant la liberté d'itération.
Exigences qui déterminent la forme d'un prototype en aluminium 6082 usiné par CNC
Avant que les puces ne s'envolent, il faut clarifier les éléments de décision qui déterminent la réussite d'un projet d'entreprise. Usinage CNC d'un prototype en aluminium 6082.
Définir la fonction et les caractéristiques essentielles
Marquer les faces d'accouplement, le schéma de référence et toute caractéristique qui doit être respectée ±0,02-0,05 mm. Attribuez à tous les autres le statut de "référence". Cette simple étape permet souvent d'éliminer des passages de finition inutiles et de conserver votre première échantillon dans les délais prévus.
Sélectionner la température et le stock
Pour les prototypes, la plupart des équipes choisissent 6082-T6 ou T651. T651 est sans contrainte et conserve une planéité prévisible sur les plaques empochées - idéal pour une première partie du procès où le gauchissement peut masquer le résultat réel de l'ajustement.
Finir avant, pas après
Si la conception nécessite une anodisation noire ou transparente, il faut l'inclure dans le plan du prototype. La croissance du revêtement affecte l'ajustement des alésages et des filets ; planifier la finition dès maintenant permet d'éviter les résultats trompeurs du type "convient en laboratoire, échoue sur le terrain" au cours de la phase de développement du produit. construction d'un pilote.
Programmation et outillage - Usinabilité du 6082
L'une des principales raisons pour lesquelles des équipes comme Usinage CNC d'un prototype en aluminium 6082 est le comportement de coupe favorable de l'alliage.
Des parcours d'outils qui respectent les parois minces
Utilisez le fraisage à haut rendement et l'engagement constant de l'outil, en particulier pour les poches profondes. Les passes de semi-finition réduisent les contraintes avant la dernière coupe. Il en résulte une partie du procès qui maintient la planéité sans temps de rectification.
Bibliothèque de fraises et stratégie de refroidissement
Les fraises en carbure à goujures polies et à arrosage par déversement assurent une évacuation fiable des copeaux dans le 6082. Pour les caractéristiques de petit diamètre, envisagez une lubrification à quantité minimale pour améliorer l'intégrité de l'arête supérieure, ce qui est utile lorsque l'arête de la fraise est en contact avec la surface de la pièce. échantillon sera microbillé puis anodisé.
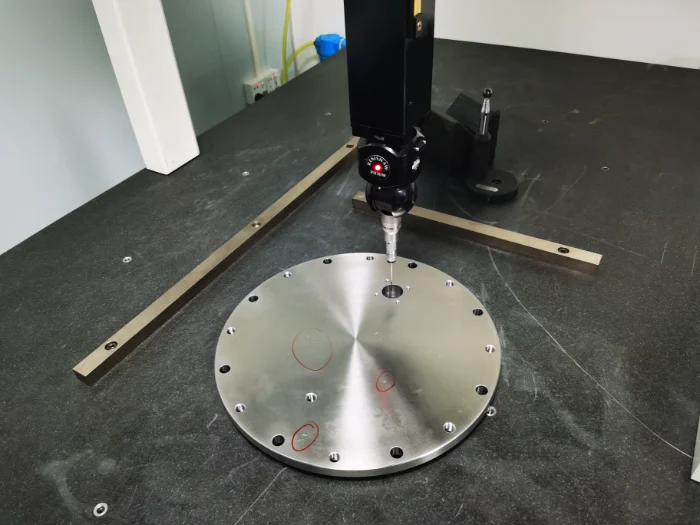
Planification des inspections
Les prototypes bénéficient d'un contrôle en cours de fabrication et de vérifications post-processus par MMT uniquement pour les caractéristiques critiques. Un maigre Examen de la DFM Ici, le temps de cycle reste court tout en garantissant les mesures qui comptent.

Tolérances, GD&T et ce qu'un prototype doit prouver
A Usinage CNC d'un prototype en aluminium 6082 est plus qu'un échantillon physique, c'est un banc d'essai pour la fabrication.
Forme et fonction
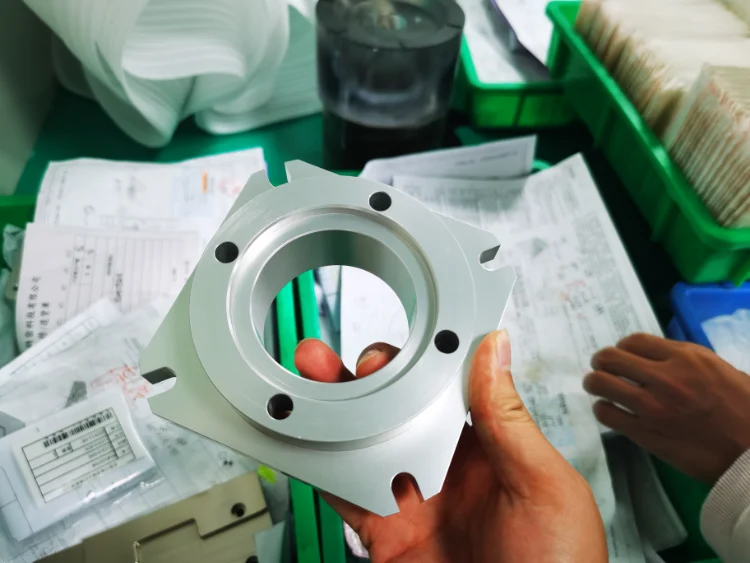
- Concentricité de l'alésage sur une portée de roulement ou un épaulement d'arbre valide la dynamique de l'assemblage.
- Planéité/parallélisme sur les faces de montage détermine la stabilité du couple et l'étanchéité.
- Qualité du fil après anodisation (avec masquage ou post-tap) prouve la faisabilité de la production.
Signaux de capacité de traitement
Si le premier partie du procès est difficile à tenir, il faut se demander si le problème est lié à la géométrie (portée de l'outil), à la stratégie du point de référence ou à la contrainte du stock. La réponse permet d'apporter des modifications à la conception avant de s'engager dans un processus de fabrication. petit lot.
Des finitions de surface qui se marient bien avec le 6082
Pour les prototypes, les finitions doivent être représentatives mais sensibles au temps.
Anodisation Options
- Type II clair/noirLes produits de cette catégorie sont les suivants : économiques, résistants à la corrosion, idéaux pour les unités de validation.
- Couche dure de type IIIProtection contre l'abrasion pour les interfaces de glissement ; épaisseur du plan dans les alésages.
Grenaillage + anodisation
De nombreuses équipes demandent une cosmétique mate. Dans le 6082, un léger microbillage masque les marques d'outils et aide à l'amélioration de la qualité de la peinture. échantillon comme une pièce destinée à la clientèle. Il suffit de tenir compte de la croissance de la surface dans vos tolérances.
Masquage sélectif
Pour les alésages de roulements et les broches rectifiées, masquer pendant l'anodisation ou aléser et tarauder après. Pour le prouver sur le Usinage CNC d'un prototype en aluminium 6082 la production de masse n'est pas compromise.
Délais, coûts et comment établir un devis intelligent pour les prototypes
Le coût d'un Usinage CNC d'un prototype en aluminium 6082 est largement tributaire de la configuration et de la programmation, et non de la matière première.
Ce qui détermine le prix du prototype
- Programmation et configuration (non récurrent).
- Durée du cycle (parcours d'outils, portée, rigidité).
- Finition (microbillage, anodisation, masquage).
- QA (durée de la MMT, certifications des jauges).
Fourchettes indicatives des délais d'exécution
- Prototypage rapide: 3-5 jours ouvrables pour les plaques ou les supports simples.
- Boîtiers complexes/5 axesDélai de livraison : 7 à 12 jours, y compris la finition.
- Construction d'un pilote (20-50 pièces) : 10-15 jours avec des montages répétitifs.
Que faut-il envoyer pour obtenir un devis rapide ?
Un dossier bien structuré permet d'obtenir un prix réaliste en une seule fois : STEP/IGES, PDF entièrement dimensionné avec GD&T, tolérances hiérarchisées, matériau/température, spécifications de finition et toutes les zones masquées, ainsi qu'une ligne unique. petit lot ("1 pièce maintenant ; 50 pièces après approbation").
Des leviers de conception qui réduisent les risques liés aux prototypes (et les coûts futurs)
Utiliser le prototype pour réduire les risques de production et les délais d'exécution.
1) Coins faciles à utiliser
Faites correspondre les rayons des poches aux tailles de fraises standard (par exemple, R2.0, R3.0). Votre partie du procès coupera plus proprement et plus rapidement.
2) Stratégie de référence pour l'achèvement bilatéral
Planifiez les points de référence de manière à ce que la pièce puisse être finie en deux fois ; chaque retournement évité élimine l'erreur d'empilage et le temps NRE.
3) Accord sur l'épaisseur de la paroi
Passez de 1,0 mm à 1,5 mm lorsque c'est possible. Le 6082 se raidit nettement ; le broutage diminue et l'état de surface s'améliore - ce qui est important lorsque votre échantillon doit impressionner les décideurs.
4) Ne terminer que ce qui est important
Si une face cosmétique doit être cachée lors de l'assemblage, laissez-la telle quelle pour le prototype. Réservez le microbillage ou l'anodisation aux surfaces exposées pour raccourcir la boucle de validation.
5) Stratégie du fil
Masquer les filetages avant l'anodisation ou les spécifier après le taraudage. Les deux doivent être prouvés lors de l'évaluation de l'anodisation et de l'anodisation. Usinage CNC d'un prototype en aluminium 6082 afin que le voyageur de production soit clair comme de l'eau de roche.
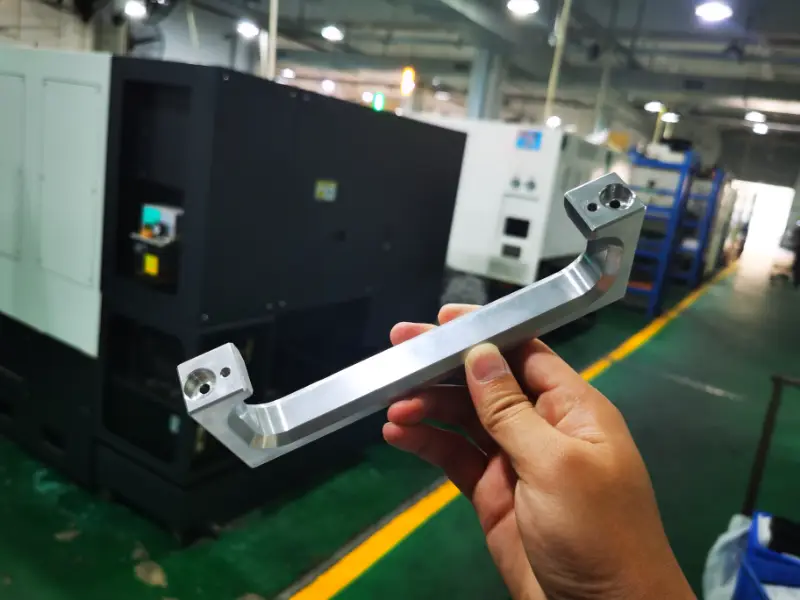
Note de cas : Support d'automatisation, 6082-T651
- Champ d'application : Fraisage bilatéral sur 3 axes, trous profonds et trous lamés
- Finition : Microbillage + anodisation noire de type II (filetages M6 masqués)
- Résultat : Première échantillon l'ajustement passé ; l'augmentation mineure du rayon a permis un parcours d'outil plus rapide. Petit lot de 30 pièces livrées en 12 jours avec une cosmétique identique à celle du prototype.
Ce que l'on peut attendre d'un partenaire de prototypage
Un atelier compétent qui gère Usinage CNC d'un prototype en aluminium 6082 devrait fournir :
- Un texte concis Examen de la DFM dans les 24-48 heures, ce qui met en évidence les risques liés à la durée du cycle.
- Captures d'écran de CAM et notes de fixation prouvant l'approche.
- Plan de mesure clair (ce qui relève d'une MMT ou d'un pied à coulisse).
- Coupons de finition si l'homogénéité de la couleur est importante pour votre construction d'un pilote.
- Un chemin vers l'échelle : mêmes outils, mêmes montages, mêmes voyageurs - ainsi le premier article devient la norme de production.
Pourquoi Weldo Machining
Weldo Machining est spécialisé dans Usinage CNC d'un prototype en aluminium 6082 qui passent en douceur à la production. Nous combinons un devis rapide avec une vision de la fabricabilité :
- Rapide Examen de la DFM et la tarification en fonction du risque.
- Capacité à 3, 4 et 5 axes ; vérification des caractéristiques critiques par palpage et par CMM.
- Sablage et anodisation coordonnée en interne pour maintenir la stabilité de la couleur à partir de la date d'achat. partie du procès à construction d'un pilote.
- Flexible petit lot et des courbes de coûts claires à mesure que le volume augmente.
Envoyez votre STEP et votre dessin dès aujourd'hui-Nous vous renverrons un devis détaillé et un calendrier, ainsi que des modifications facultatives pour réduire la durée du cycle tout en préservant la fonction.

Conclusion
Une entreprise bien gérée Usinage CNC d'un prototype en aluminium 6082 est le moyen le plus rapide de transformer une intention de CAO en une fonction vérifiée et en un dossier commercial crédible. En planifiant la température et la finition très tôt, en concentrant la GD&T sur ce qui est important et en traitant le prototype comme une répétition de la production, les équipes minimisent les retouches et réduisent les calendriers de lancement. Lorsque vous êtes prêt à passer de échantillon pour passer à l'échelle supérieure, il faut s'associer à un atelier qui conçoit les coûts dès le premier jour.
Contact Weldo Machining pour un devis rapide, une réponse pragmatique DFM et d'un prototype qui, de par sa conception, est prêt pour la production.









