

In un contesto caratterizzato dalla tendenza alla riduzione del peso dei veicoli, dal controllo dei costi e dal miglioramento costante della qualità estetica, automobilistico componenti in plastica sono diventate indispensabili nelle finiture interne ed esterne, nei connettori funzionali, nei componenti mobili resistenti all'usura e nelle applicazioni dei sistemi di fluidi. Rispetto ai materiali metallici, le materie plastiche offrono bassa densità, elevata efficienza di formatura, maggiore libertà di progettazione, buona resistenza alla corrosione e ottima idoneità alla produzione integrata di strutture complesse.
Questo articolo si concentra su sette tipi di materiali plastici comunemente utilizzati nei componenti automobilistici: PP, ABS, PC-ABS, POM, PE, ASA e PA6, analizzandoli sistematicamente dal punto di vista delle caratteristiche prestazionali, delle applicazioni tipiche, dei processi di lavorazione e della compatibilità con i trattamenti superficiali.

Plastica comunemente utilizzata per gli accessori automobilistici
PP: materiale leggero ed economico per finiture interne ed esterne
Il polipropilene (PP) è un materiale ampiamente utilizzato nella produzione di componenti per gli interni e gli esterni delle automobili, grazie a vantaggi quali la bassa densità, il ridotto assorbimento d’acqua, la buona resistenza chimica, la buona lavorabilità e il costo contenuto. Il PP è particolarmente adatto alla produzione di componenti di grandi dimensioni, leggeri e sensibili al costo, quali rivestimenti dei paraurti, corpi del cruscotto, pannelli di rivestimento delle portiere, pannelli di rivestimento dei montanti, vani portaoggetti e pannelli di rivestimento dei sedili.
Dal punto di vista della lavorabilità, il PP presenta una buona scorrevolezza ed è adatto allo stampaggio a iniezione di pezzi di grandi dimensioni e con pareti sottili. Tuttavia, il PP ha una resistenza alla deformazione termica limitata, e la sua rigidità e stabilità dimensionale non sono pari a quelle delle tecnopolimeri,
Durante la progettazione del prodotto, è necessario prestare particolare attenzione al controllo dell'uniformità dello spessore delle pareti, alla disposizione delle nervature, al tasso di ritiro e alla deformazione da deformazione. Nella progettazione dello stampo è opportuno impostare in modo adeguato l'angolo di sformo e la posizione del punto di iniezione, al fine di ridurre il rischio di linee di saldatura, segni di scorrimento e deformazioni.
ABS: materiale per componenti automobilistici con elevate proprietà decorative superficiali
ABS combina una resistenza, una lavorabilità, una stabilità dimensionale e un aspetto estetico di superficie relativamente buoni. Il principale vantaggio dell'ABS risiede nel suo aspetto gradevole e nella facilità con cui può essere verniciato, galvanizzato, stampato, saldato e incollato; per questo motivo viene spesso utilizzato per griglie galvanizzate nel settore automobilistico, strisce decorative lucide, alloggiamenti per specchietti retrovisori, manopole di comando centrali, pannelli di controllo dell'aria condizionata e coperture del quadro strumenti.
I limiti dell'ABS risiedono principalmente nel fatto che la sua resistenza agli agenti atmosferici, agli agenti chimici e al calore è relativamente media. L'ABS standard non è adatto all'esposizione prolungata a forti radiazioni ultraviolette, alle alte temperature e ad ambienti con agenti chimici complessi. Per le parti di rivestimento esterne o per quelle con elevati requisiti di resistenza agli agenti atmosferici, si dovrebbero prendere in considerazione come sostituti l'ABS resistente agli agenti atmosferici, l'ASA o il PC/ABS.
Nella progettazione del processo, i componenti in ABS devono presentare uno spessore delle pareti uniforme ed evitare impronte di affossamento, impronte da gas e linee di saldatura. Per i componenti lucidi, galvanizzati e verniciati, la finitura della superficie dello stampo, il sistema di sfiato e il controllo delle sollecitazioni interne dello stampaggio a iniezione sono particolarmente cruciali.
PC-ABS: plastica tecnica di alta gamma dalle prestazioni complessive equilibrate
Il PC-ABS è una lega di plastica tecnica ottenuta dalla miscelazione di PC e ABS. Combina la resistenza al calore, la tenacità e la resistenza agli urti del PC, conservando al contempo la buona lavorabilità e la qualità superficiale dell'ABS. Viene spesso utilizzato in componenti automobilistici quali carrozzerie di cruscotti di fascia alta, pannelli decorativi della console centrale, coperture del piantone dello sterzo, coperture degli airbag, pannelli delle bocchette di ventilazione e maniglie delle portiere elettroplaccate. Il PC/ABS è adatto per parti in plastica per il settore automobilistico di fascia medio-alta che richiedono requisiti di resistenza, aspetto, resistenza al calore e stabilità dimensionale.
Durante la lavorazione, i pezzi in PC-ABS richiedono un controllo particolarmente accurato dell'essiccazione del materiale, della temperatura di fusione e della temperatura dello stampo. Se l'essiccazione è insufficiente, possono verificarsi striature argentate, bolle e difetti superficiali. La progettazione del prodotto dovrebbe evitare di collocare le linee di saldatura sulle superfici a vista e nelle zone soggette a forti sollecitazioni, e dovrebbe garantire un riempimento uniforme della massa fusa attraverso una progettazione adeguata dei punti di iniezione.
POM: materiale funzionale per la resistenza all'usura e la sostituzione dei metalli
Il polioximetilene (POM) è una tipica plastica tecnica semicristallina, caratterizzata da elevata resistenza, elevata rigidità, basso coefficiente di attrito, eccellente resistenza all'usura e buona resistenza alla fatica. La sua resistenza specifica e la sua rigidità specifica sono simili a quelle di alcuni materiali metallici, pertanto viene spesso utilizzato per la produzione di componenti automobilistici resistenti all'usura, parti scorrevoli, clip, staffe e meccanismi di bloccaggio.
Tra le applicazioni tipiche del POM figurano le maniglie delle portiere, le staffe di fissaggio dei paraurti, le clip ad alta resistenza, i meccanismi di regolazione dei sedili, i sistemi di alzacristalli e i componenti delle fibbie delle cinture di sicurezza. Per i componenti soggetti a ripetuti inserimenti e rimozioni, attrito radente o sollecitazioni prolungate, il POM offre evidenti vantaggi.
Tuttavia, il POM presenta un tasso di ritiro relativamente elevato e il controllo dimensionale risulta piuttosto complesso; anche la sua resistenza alle alte temperature e le sue proprietà ignifughe presentano alcuni limiti. In fase di progettazione, è necessario prevedere un margine di ritiro sufficiente e prestare particolare attenzione alle radici delle clip, alle zone con pareti sottili e alle aree di concentrazione delle sollecitazioni. La temperatura dello stampo, la pressione di mantenimento, il sistema di raffreddamento e la posizione del punto di iniezione influenzano tutti la stabilità dimensionale dei componenti in POM.

PE: materiale protettivo con eccellente resistenza alle basse temperature e stabilità chimica
Il polietilene (PE) è un materiale atossico e inodore, caratterizzato da un basso assorbimento d'acqua, una buona resistenza alle basse temperature, una buona stabilità chimica, un eccellente isolamento elettrico e bassi costi di lavorazione. Il PE viene spesso utilizzato per la produzione di serbatoi di carburante per autoveicoli, guaine protettive per cablaggi, tappetini per bagagliaio, tappetini per auto, tubi dell'acqua di raffreddamento e rivestimenti per paraurti.
I principali vantaggi dei componenti in PE sono la resistenza alle basse temperature, la resistenza agli agenti chimici e una buona flessibilità, che li rendono adatti per parti protettive, contenitori, tubazioni e componenti sottoposti a carichi ridotti. Tuttavia, la resistenza al calore e la resistenza meccanica del PE sono relativamente limitate, pertanto non è adatto per componenti strutturali sottoposti ad alte temperature, che richiedono elevata rigidità o che devono sopportare carichi elevati. In caso di esposizione prolungata alla luce, al calore e all'ozono, il PE può anche invecchiare; pertanto, le applicazioni in PE esposte devono solitamente prevedere una modifica antiossidante e anti-ultravioletta.
Nella progettazione del processo di stampaggio, occorre evitare che i componenti in PE siano sottoposti a carichi strutturali elevati, concentrandosi piuttosto sul controllo dell'uniformità dello spessore delle pareti, delle deformazioni da ritiro e delle prestazioni di sformatura. Per i serbatoi di carburante e i prodotti per tubazioni, occorre inoltre tenere in considerazione la resistenza ai fluidi, le proprietà barriera e le prestazioni di invecchiamento ambientale a lungo termine.
ASA: materiale altamente resistente agli agenti atmosferici, adatto per le finiture esterne delle automobili
L'ASA è un copolimero di acrilonitrile-stirene-acrilato. Rispetto all'ABS, il vantaggio principale dell'ASA è una migliore resistenza agli agenti atmosferici. Presenta una resistenza agli urti, una resistenza al calore, una resistenza chimica e una lucentezza superficiale relativamente buone ed è particolarmente adatto per le parti di rivestimento esterne delle automobili che sono esposte per lunghi periodi alla luce solare, all'acqua piovana e agli sbalzi di temperatura.
L'ASA viene spesso utilizzato per gli alloggiamenti degli specchietti retrovisori, le parti decorative esterne, i rivestimenti dei montanti, le parti perimetrali delle griglie e le parti estetiche non verniciate. Per le finiture esterne che devono mantenere la stabilità del colore e la struttura superficiale nel lungo periodo, l'ASA è solitamente più affidabile del comune ABS.
I principali limiti dell'ASA sono il suo costo relativamente elevato e il fatto che le sue prestazioni di adesione e fusione con alcuni materiali potrebbero non essere ottimali. Durante la lavorazione, è necessario garantire uno spessore uniforme delle pareti, controllare la temperatura dello stampo e la finitura superficiale ed evitare segni di scorrimento, linee di saldatura e differenze di colore sulle superfici a vista. Per i componenti in ASA non verniciati, la qualità della superficie dello stampo e la stabilità dello stampaggio determineranno direttamente l'effetto estetico finale.
PA6: materiale ad alta resistenza e tenacità per componenti funzionali nel settore automobilistico
La poliammide 6, abbreviata in PA6, presenta caratteristiche quali elevata resistenza meccanica, buona tenacità, buona resistenza all'usura, eccellente resistenza agli oli e prestazioni relativamente buone alle basse temperature. Grazie al rinforzo con fibra di vetro, è possibile migliorare ulteriormente la rigidità, la temperatura di deflessione termica e la stabilità dimensionale del PA6.
Il PA6 viene spesso utilizzato nella produzione di componenti per cinture di sicurezza, connettori, ingranaggi, staffe strutturali, parti perimetrali del motore, clip e componenti funzionali resistenti all'olio. Rispetto al PP e all'ABS, il PA6 è più adatto a sopportare sollecitazioni meccaniche più elevate o a operare in condizioni operative complesse.
Uno dei punti deboli del PA6 è il suo elevato tasso di assorbimento dell'acqua. L'assorbimento di umidità provoca variazioni dimensionali e influisce sulle proprietà meccaniche e sulle tolleranze di assemblaggio. Pertanto, il PA6 deve essere completamente essiccato prima della lavorazione e, in fase di progettazione, occorre tenere conto anche delle variazioni dimensionali dovute all'assorbimento di umidità. Per il PA6 rinforzato con fibra di vetro, occorre prestare attenzione anche all'orientamento della fibra di vetro, alla deformazione da deformazione e alle sbavature superficiali delle fibre.

Logica di selezione per gli accessori in plastica nel settore automobilistico
La scelta dei materiali plastici per il settore automobilistico non può basarsi esclusivamente su un unico indicatore di prestazione, ma deve essere valutata in modo globale tenendo conto della funzione del componente, dell'ambiente di utilizzo, del processo di stampaggio, dei requisiti estetici e degli obiettivi di costo:
Per i componenti di finitura interni ed esterni di grandi dimensioni, economici e leggeri, il PP è una scelta molto diffusa;
Per i componenti decorativi che richiedono un elevato livello estetico, la galvanoplastica e la verniciatura, l'ABS offre maggiori vantaggi;
Per i componenti di fascia medio-alta che richiedono requisiti relativamente elevati in termini di resistenza al calore, robustezza, aspetto estetico e stabilità dimensionale, il PC/ABS è la scelta più indicata;
Per i componenti resistenti all'usura, a basso attrito e in sostituzione di quelli metallici, il POM è una scelta tipica nel settore dell'ingegneria;
Per i componenti resistenti alle basse temperature, agli agenti chimici e di protezione, il PE offre un rapporto qualità-prezzo relativamente elevato;
Per i componenti di finitura esterni destinati a un uso prolungato all'aperto, l'ASA è più stabile del normale ABS;
Per i componenti funzionali che richiedono elevata resistenza meccanica, resistenza all'usura e resistenza agli oli, il PA6, in particolare i materiali PA6 modificati e rinforzati, offre evidenti vantaggi in termini di resistenza e durata.
Opzioni di trattamento superficiale per accessori in plastica
Una volta lavorati, gli accessori in plastica per il settore automobilistico non possono essere montati e utilizzati direttamente. Per garantirne una maggiore durata e resistenza agli agenti atmosferici, è fondamentale sottoporli a un adeguato trattamento superficiale. Di seguito elenco alcuni dei processi di trattamento che utilizziamo più spesso:
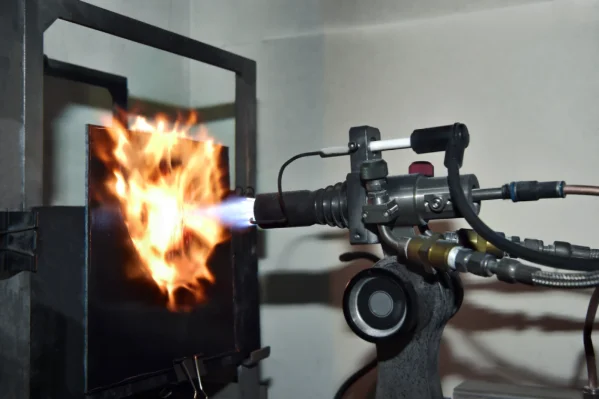
Il trattamento alla fiamma è indicato principalmente per materiali a bassa energia superficiale, come il PP e il PE, e viene spesso utilizzato come pretrattamento prima della verniciatura di paraurti, minigonne laterali, passaruota e pannelli di protezione delle finiture esterne. La sua funzione è quella di aumentare l'energia superficiale delle materie plastiche, migliorare l'adesione della vernice e degli adesivi e rendere più stabile il film di vernice delle parti delle finiture esterne delle automobili.
Il trattamento al plasma è applicabile a numerose materie plastiche quali PP, PE, POM, PA6 e PC-ABS ed è particolarmente indicato per le aree soggette a incollaggio, rivestimento e verniciatura. La sua funzione è quella di pulire e attivare la superficie del materiale, migliorare la forza di adesione di rivestimenti, adesivi e sigillanti e aumentare l'affidabilità dell'assemblaggio su parti rivestite degli interni delle automobili, parti decorative dei pannelli delle portiere e connettori funzionali.
Il trattamento Corona viene utilizzato principalmente per pellicole, fogli, supporti per etichette e materiali di rivestimento morbidi in PP e PE. La sua funzione è quella di aumentare la tensione superficiale del materiale tramite scariche ad alta tensione, facilitando l'adesione di inchiostri, rivestimenti e strati adesivi. Viene spesso impiegato per pellicole protettive per il settore automobilistico, pellicole decorative, pellicole per la marcatura e materiali in fogli per rivestimenti interni.
Il trattamento con primer è indicato per le materie plastiche difficili da incollare, quali PP, PE e POM, e può essere utilizzato anche per migliorare l'adesione prima della verniciatura o dell'incollaggio di ABS, PC/ABS e PA6. La sua funzione è quella di formare uno strato di transizione tra il substrato in plastica e il rivestimento, migliorare la resistenza al calore umido, all'acqua bollente e ai cicli di caldo-freddo, ed è spesso utilizzato per la verniciatura dei paraurti, il rivestimento degli interni e l'incollaggio dei pannelli di rivestimento in plastica.
Il trattamento di verniciatura è applicabile su ABS, PC/ABS, ASA e PA6, nonché su PP e PE previa attivazione della superficie. La sua funzione è quella di migliorare l'uniformità del colore, la lucentezza superficiale, la resistenza ai graffi e la resistenza chimica. Viene spesso utilizzato per pannelli decorativi della console centrale, pannelli di controllo dell'aria condizionata, pannelli delle bocchette di ventilazione, paraurti e alloggiamenti degli specchietti retrovisori, e può migliorare significativamente la texture visiva delle finiture interne ed esterne delle automobili.
Il trattamento galvanico è applicabile principalmente all'ABS e al PC/ABS per galvanizzazione. La sua funzione è quella di conferire alle parti in plastica una lucentezza metallica e una maggiore durezza superficiale. Viene spesso utilizzato per griglie automobilistiche, strisce decorative lucide, finiture delle maniglie delle portiere, alette delle bocchette di ventilazione, manopole di comando centrali e loghi dei veicoli, ottenendo un effetto metallizzato per le parti in plastica leggera.
Il rivestimento sottovuoto è applicabile su ABS, PC/ABS, PC, alcuni tipi di ASA e componenti in plastica pretrattati con primer. La sua funzione è quella di creare effetti decorativi metallici quali argento brillante, cromo nero e canna di fucile, mantenendo al contempo il vantaggio della leggerezza dei componenti in plastica. Viene spesso utilizzato per modanature del cruscotto, anelli decorativi delle bocchette di ventilazione, manopole, pulsanti e parti decorative della strumentazione.
La serigrafia, la tampografia e la stampa a trasferimento termico sono applicabili su ABS, PC/ABS, PA6 e ASA, nonché su PP e PE trattati con attivazione superficiale. La loro funzione è quella di formare testi, simboli e motivi decorativi sulla superficie dei componenti in plastica. Sono spesso utilizzati per pannelli di climatizzazione, pulsanti di comando, pulsanti di controllo centrale, manopole funzionali ed etichette per vani portaoggetti, migliorando l'identificabilità funzionale e la qualità dei dettagli dei componenti interni delle automobili.
L'incisione e la marcatura laser sono applicabili a materiali quali ABS, PC/ABS, PA6, POM e ASA. La loro funzione è quella di creare caratteri, motivi, codici QR o identificatori di lotto resistenti all'usura, chiari e permanenti. Sono spesso utilizzati per pulsanti retroilluminati, interruttori per finestrini, pulsanti sul volante, clip, ingranaggi, staffe e parti relative alla sicurezza, e possono migliorare gli effetti di identificazione notturna e la tracciabilità della qualità.
La finitura a grana di pelle e l'incisione superficiale sono applicabili a parti stampate a iniezione in PP, ABS, PC/ABS, ASA, PA6 e altri materiali. La loro funzione è quella di ottenere direttamente effetti di grana in pelle, grana sabbiata, grana opaca o grana in similpelle durante lo stampaggio. Sono spesso utilizzati per cruscotti, pannelli di rivestimento delle portiere, pannelli di rivestimento dei montanti, pannelli di rivestimento dei sedili, vani portaoggetti e pannelli protettivi per finiture esterne, e possono ridurre la sensazione di plastica, ridurre i riflessi e coprire lievi graffi.
Il rivestimento soft-touch è applicabile principalmente su ABS, PC/ABS, alcuni tipi di PA6 e PP pretrattato. La sua funzione è quella di migliorare la sensazione al tatto delle parti in plastica e aumentare il comfort degli interni e la percezione di alta qualità. Viene spesso utilizzato per i pannelli di controllo centrali, i braccioli dei pannelli delle portiere, i coperchi dei vani portaoggetti e alcune zone del cruscotto, rendendo le aree a contatto con i passeggeri più morbide e con una maggiore consistenza.
Il rivestimento trasparente resistente agli agenti atmosferici e il rivestimento protettivo contro i raggi UV sono applicabili a componenti di finitura esterni in ASA, ABS, PC/ABS, PP e ad alcuni componenti in PE esposti. La loro funzione è quella di migliorare la resistenza all'invecchiamento causato dai raggi ultravioletti, la resistenza ai graffi e la tenuta del colore. Sono spesso utilizzati per alloggiamenti di specchietti retrovisori, strisce decorative esterne, pannelli di rivestimento dei montanti, parti perimetrali della griglia e spoiler, consentendo alle parti di rivestimento esterne delle automobili di mantenere la lucentezza e la stabilità del colore nel lungo periodo.
Il trattamento di fluorurazione è applicabile principalmente al polietilene (PE), in particolare ai serbatoi di carburante e alle tubazioni per carburante in HDPE utilizzati nel settore automobilistico. La sua funzione è quella di ridurre la permeabilità al carburante e alle sostanze organiche, migliorare le proprietà barriera e la resistenza agli agenti chimici, nonché ridurre l'evaporazione del carburante negli impianti di alimentazione delle automobili, migliorando così le prestazioni ambientali e la sicurezza a lungo termine.
Le modifiche autolubrificanti e i rivestimenti antiusura trovano applicazione principalmente su POM, PA6 e alcuni componenti funzionali in PC/ABS. La loro funzione è quella di ridurre il coefficiente di attrito, l'usura e i rumori anomali; vengono spesso utilizzati per meccanismi di regolazione dei sedili, sistemi di alzacristalli, meccanismi di chiusura delle portiere, clip, ingranaggi, cursori e componenti delle fibbie delle cinture di sicurezza, migliorando la scorrevolezza e la durata dei meccanismi mobili.
In generale, l'obiettivo del trattamento superficiale del PP e del PE è quello di migliorare l'adesione;
Per l'ABS e il PC/ABS l'aspetto decorativo è fondamentale;
Per il POM e il PA6, l'attenzione è rivolta alla resistenza all'usura, alla resistenza alle impronte e all'affidabilità funzionale;
L'ASA si distingue per la resistenza agli agenti atmosferici, l'aspetto naturale (senza verniciatura) e la stabilità cromatica a lungo termine. I processi di trattamento superficiale possono migliorare realmente la qualità estetica e l'affidabilità di montaggio degli accessori in plastica solo se sono in linea con le caratteristiche del materiale e con i requisiti di utilizzo degli accessori stessi.
Processi di lavorazione comuni e materiali applicabili
La scelta dei processi di lavorazione per gli accessori in plastica destinati al settore automobilistico deve essere valutata in modo globale, tenendo conto delle caratteristiche dei materiali, della struttura dei componenti, dei requisiti estetici e dei volumi di produzione. Di seguito elenco i processi di lavorazione applicabili alle nostre tecnopolimeri.
Lo stampaggio a iniezione è il processo di lavorazione più diffuso per gli accessori in plastica destinati al settore automobilistico ed è applicabile a PP, ABS, PC-ABS, POM, PE, ASA e PA6. Tra questi, il PP è indicato per componenti di rivestimento interni ed esterni di grandi dimensioni, quali paraurti, pannelli di rivestimento delle portiere e cruscotti; l’ABS e il PC-ABS sono indicati per pannelli di comando centrali, bocchette di ventilazione, elementi decorativi e parti galvanizzate; il POM è adatto per parti funzionali resistenti all'usura come clip, ingranaggi e cursori; l'ASA è adatto per alloggiamenti di specchietti retrovisori e parti di rivestimento esterno; il PA6 è adatto per staffe strutturali, connettori e parti funzionali resistenti all'olio. I vantaggi dello stampaggio a iniezione sono l'elevata efficienza produttiva e la buona ripetibilità dimensionale, che lo rendono adatto alla produzione in serie di componenti in plastica per il settore automobilistico.
Lavorazione CNC È principalmente indicato per ABS, PC/ABS, POM e PA6, ma può essere utilizzato anche per la lavorazione di prototipi in PP e PE. Questo processo viene spesso utilizzato per la verifica dei prototipi, la produzione di prova in piccoli lotti, i test di assemblaggio e la produzione di campioni funzionali di parti in plastica per il settore automobilistico. L'ABS e il PC/ABS sono adatti alla realizzazione di campioni estetici e di pannelli interni, mentre il POM e il PA6 sono adatti alla realizzazione di parti di verifica funzionale come clip, ingranaggi, staffe e cursori. I vantaggi della lavorazione CNC sono l'assenza di stampi formali, il ciclo di sviluppo breve e l'elevata precisione dimensionale, che la rendono adatta alla valutazione rapida dell'assemblaggio prima della produzione in serie di accessori automobilistici.

Progettazione rapida di utensili stampaggio a iniezione È applicabile a PP, ABS, PC/ABS, POM, ASA e PA6, ed è utilizzato principalmente per la produzione di prova in piccoli lotti e per la verifica pre-produzione in serie di accessori in plastica per il settore automobilistico. Rispetto alla lavorazione CNC, lo stampaggio a iniezione con utensili rapidi può avvicinarsi maggiormente al materiale di produzione in serie finale e allo stato di stampaggio finale, quindi è più adatto per verificare il tasso di ritiro, la deformazione, le linee di saldatura, la qualità della superficie e la precisione di assemblaggio. Questo processo viene spesso utilizzato per la verifica di paraurti in piccoli lotti, la produzione di prova di parti decorative interne, il collaudo della funzione delle clip e l'abbinamento dei colori delle finiture esterne.
Lo stampaggio per estrusione è principalmente indicato per PE, PP, PA6 e ASA, ma può essere utilizzato anche per alcuni profili o lastre in ABS. Il PE viene spesso impiegato per guaine protettive per cablaggi, tubi, parti protettive di tenuta e tubi per l'acqua di raffreddamento; il PP può essere utilizzato per lastre, pannelli protettivi e alcuni materiali di supporto per interni; il PA6 può essere utilizzato per tubi resistenti all'usura e profili funzionali; l'ASA è spesso utilizzato come strato esterno coestruso resistente agli agenti atmosferici per migliorare la resistenza ai raggi ultravioletti e la stabilità del colore sulla superficie delle parti di rivestimento esterne. Lo stampaggio per estrusione è adatto a prodotti con sezioni trasversali continue e presenta i vantaggi di un'elevata efficienza produttiva, un alto tasso di utilizzo del materiale e l'idoneità alla produzione di componenti automobilistici a strisce lunghe.
Lo stampaggio per soffiaggio è applicabile principalmente al PE, in particolare all'HDPE, e può essere utilizzato anche per alcuni prodotti cavi in PP. Questo processo viene spesso impiegato per la produzione di serbatoi di carburante per autoveicoli, condotti dell'aria, serbatoi di raccolta, condotti di ventilazione e alcune parti protettive cave. Grazie allo stampaggio a soffiaggio, il PE può formare componenti automobilistici cavi, leggeri e resistenti agli agenti chimici, ed è particolarmente adatto per componenti che richiedono resistenza alle basse temperature, al carburante e agli urti. Il vantaggio dello stampaggio a soffiaggio è che è adatto alla produzione di strutture cave complesse e può ridurre il peso dei componenti.
La termoformatura e la formatura sottovuoto sono applicabili principalmente a lastre in ABS, PP, PE, ASA e alcuni tipi di PC/ABS. L'ABS è adatto alla produzione di parti di rivestimento interno e pannelli decorativi con requisiti estetici più elevati; il PP e il PE sono adatti per tappetini del bagagliaio, tappetini per l'abitacolo, rivestimenti dei paraurti e pannelli protettivi; l'ASA è adatto per parti di rivestimento esterno resistenti alle intemperie; il PC/ABS può essere utilizzato per alcune parti interne in lastra ad alta resistenza. Questo processo è adatto per parti in plastica per automobili di grandi dimensioni, a pareti sottili e di tipo a guscio, ha un basso costo di stampaggio ed è adatto alla produzione di parti di rivestimento in lotti medi e piccoli o di grandi dimensioni.
Lo stampaggio rotazionale trova applicazione principalmente nel settore del polietilene (PE) ed è particolarmente indicato per la produzione di componenti cavi di grandi dimensioni, soggetti a basse sollecitazioni e resistenti agli agenti chimici. Nel settore automobilistico, può essere utilizzato per la realizzazione di contenitori speciali per liquidi, alloggiamenti protettivi e scatole in plastica di grandi dimensioni destinate a veicoli a bassa velocità o veicoli speciali. Lo stampaggio rotazionale ha requisiti minimi in termini di pressione dello stampo ed è adatto alla produzione di grandi parti cave con uno spessore delle pareti relativamente uniforme, ma la sua precisione dimensionale e l'efficienza produttiva non sono solitamente all'altezza di quelle dello stampaggio a iniezione e dello stampaggio a soffiaggio.
Lo stampaggio a compressione è applicabile principalmente al PP rinforzato, ai materiali compositi in PA6 e ad alcuni composti per lo stampaggio di lastre, e viene utilizzato per pannelli protettivi per il settore automobilistico, protezioni del sottoscocca, componenti di protezione per pacchi batteria e parti di rivestimento strutturale. Questo processo è adatto alla produzione di componenti automobilistici in plastica o materiali compositi con ampia superficie, elevati requisiti di resistenza e spessore relativamente uniforme. Il suo vantaggio è che l'orientamento del materiale e le sollecitazioni interne sono relativamente controllabili, rendendolo adatto per alcune parti strutturali leggere e parti protettive.
La saldatura non è un processo di stampaggio a sé stante, ma è molto diffusa nell'assemblaggio di accessori in plastica per il settore automobilistico ed è applicabile a PP, PE, ABS, PC/ABS, PA6 e alcuni tipi di ASA. I metodi più comuni includono la saldatura a ultrasuoni, la saldatura a piastra calda, la saldatura per attrito a vibrazione e la saldatura laser. Il PP e il PE sono spesso utilizzati per il collegamento di tubazioni, contenitori e pannelli di protezione; l'ABS e il PC/ABS sono spesso utilizzati per parti interne, parti periferiche di lampade e assemblaggio di alloggiamenti; il PA6 può essere utilizzato per alloggiamenti funzionali e connettori strutturali. La funzione della lavorazione a saldatura è quella di ottenere connessioni affidabili tra le parti in plastica e ridurre l'uso di viti, colla e elementi di fissaggio metallici.
La stampa 3D è applicabile principalmente a materiali quali ABS, ASA, PA6 e alcuni tipi di PC/ABS, ed è utilizzata più spesso per la verifica preliminare del progetto, la revisione dell'aspetto estetico, la simulazione dell'assemblaggio e i test funzionali degli accessori in plastica per il settore automobilistico. L'ASA è adatto per campioni che richiedono una certa resistenza agli agenti atmosferici, l'ABS è adatto per campioni di interni e il PA6 è adatto per alcune parti di verifica della resistenza funzionale. La stampa 3D non è adatta come metodo di produzione principale per parti in plastica per il settore automobilistico prodotte in serie, ma nella fase di ricerca e sviluppo può verificare rapidamente gli schemi strutturali e abbreviare il ciclo di sviluppo.
Fasi per la realizzazione di prototipi personalizzati di accessori in plastica per il settore automobilistico
Il processo di realizzazione di prototipi personalizzati di accessori in plastica per il settore automobilistico si svolge solitamente come segue: innanzitutto occorre definire la posizione di installazione, la funzione, le dimensioni, le tolleranze, l’aspetto e i requisiti prestazionali dell’accessorio; successivamente si definisce il modello tramite disegni, modellazione 3D o scansione 3D e si selezionano i materiali plastici adeguati, quali ABS, POM, ecc.; successivamente si selezionano la lavorazione CNC, la stampa 3D e altri processi in base alle esigenze per realizzare i campioni; una volta completato, si eseguono trattamenti superficiali quali levigatura, verniciatura, lucidatura e serigrafia, e si effettuano il controllo dimensionale, la verifica dell'assemblaggio e i test funzionali; infine, si modifica il materiale o il progetto in base ai risultati dei test e si procede gradualmente all'ottimizzazione per la produzione in piccoli lotti o la produzione di massa.
Conclusione
Lo sviluppo di componenti in plastica per il settore automobilistico consiste, in sostanza, nel trovare un equilibrio tra le prestazioni dei materiali, i processi di lavorazione, la qualità delle superfici, l'affidabilità di montaggio e il controllo dei costi. Il PP è indicato per applicazioni leggere ed estremamente convenienti, l'ABS è adatto a componenti altamente decorativi, il PC/ABS è indicato per componenti di fascia medio-alta con requisiti prestazionali complessivi relativamente elevati, il POM è adatto per parti resistenti all'usura e in sostituzione del metallo, il PE è adatto per parti protettive resistenti alle basse temperature e agli agenti chimici, l'ASA è adatto per parti di rivestimento esterno ad alta resistenza agli agenti atmosferici e il PA6 è adatto per parti funzionali ad alta resistenza, elevata tenacità e resistenti all'olio.
Se al momento hai dei dubbi sulla lavorazione dei componenti in plastica per il settore automobilistico o desideri saperne di più sui confronti dei prezzi da un unico fornitore, puoi contatto i nostri ingegneri professionisti presso Lavorazione Weldo.








