

Nel settore della produzione di componenti per autoveicoli, il controllo dei costi non è mai stato solo un'attività di acquisto, ma piuttosto una questione di ingegneria sistematica. Che si tratti di parti del telaio, alloggiamenti, alberi, boccole o parti strutturali interne in plastica, anche se un singolo pezzo viene ridotto di pochi centesimi, questo si tradurrà in un enorme vantaggio di costo per l'intero ciclo di vita del veicolo.Lavorazione CNCGrazie alla sua elevata precisione, alla buona stabilità e alla forte adattabilità, è ampiamente utilizzato nella produzione di campioni, piccolo lottoe la produzione di lotti medi di componenti automobilistici. Tuttavia, molti addetti agli acquisti e alla progettazione si accorgono che: parti apparentemente simili possono presentare differenze di quotazione molto elevate tra le diverse fabbriche: Il costo della lavorazione CNC del settore automobilistico non è semplicemente "ore di lavoro × prezzo unitario", ma un costo globale determinato congiuntamente da progettazione, processo, qualità, requisiti di precisione e sistema di attrezzature.
Che cos'è la lavorazione CNC del settore automobilistico?
La lavorazione CNC dei componenti automobilistici si riferisce a un metodo di produzione che utilizza macchine utensili CNC (centri di lavoro CNC, fresatrici-tornitrici, torni CNC, ecc.) per eseguire lavorazioni ad alta precisione e ad alta consistenza su componenti automobilistici in metallo o in plastica meccanica.
Le applicazioni tipiche includono:
Parti strutturali del telaio, staffe, parti di collegamento
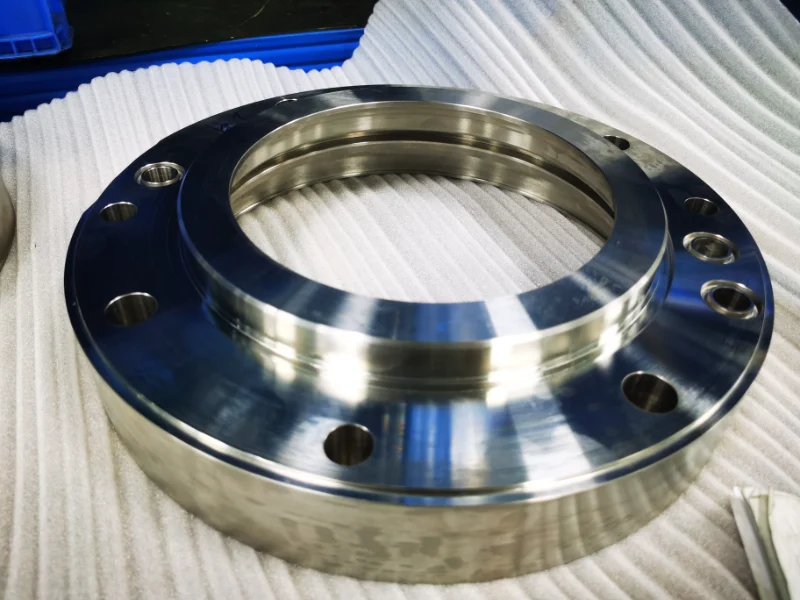
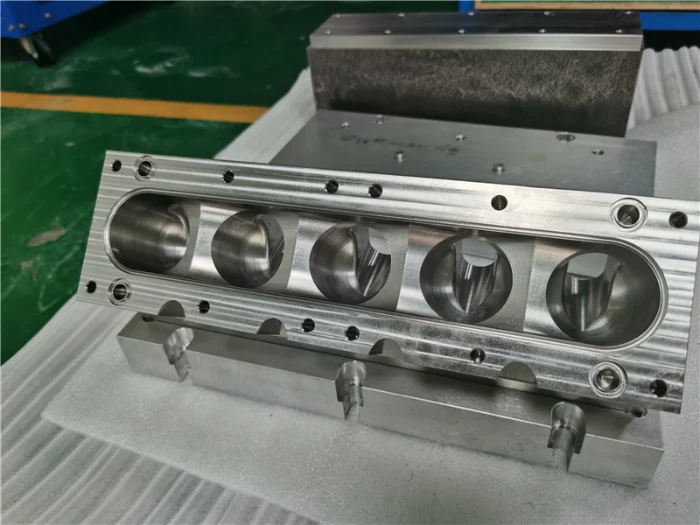
Vari alloggiamenti (alloggiamenti per motori, alloggiamenti per riduttori, alloggiamenti per pompe, ecc.)
Parti dell'albero, boccole, rivestimenti, parti a manicotto
Cornici interne in plastica, parti strutturali di supporto, pulsanti, manopole
Varie superfici di montaggio funzionali, superfici di tenuta e parti di superficie di accoppiamento
La lavorazione CNC nell'industria automobilistica si occupa principalmente di:
Prototipazione di campioni, ramp-up prima della produzione di massa, produzione di piccoli e medi lotti, lavorazione di superfici di interfaccia di precisione e altri ruoli chiave.
Le strutture simmetriche possono essere prodotte rapidamente Tornitura CNC. Le parti con strutture complesse richiedono fresatura manuale o macchine CNC di precisione a tre o cinque assi per la fresatura di precisione. I pezzi simmetrici, come le parti di albero, le boccole e i manicotti, hanno una velocità di lavorazione significativamente più elevata rispetto ai pezzi fresati di precisione.
In quali parti consiste il costo della lavorazione CNC del settore automobilistico?
A quotazione professionale delle parti automobilistiche CNC di solito comprende le seguenti parti:
Costo di programmazione :
I programmatori professionisti impostano i programmi e le fasi di lavorazione in base ai disegni ricevuti e ai requisiti dimensionali, nonché alle note sulle impostazioni dei parametri di lavorazione (marcatura della velocità del mandrino / velocità di avanzamento / profondità e velocità di foratura).
Costo dei dispositivi e degli utensili :
I pezzi con dimensioni strutturali speciali o con materiali tecnopolimeri relativamente morbidi devono tenere conto delle possibili vibrazioni e spostamenti durante la lavorazione. La maggior parte di loro ha bisogno di pre-costruire le attrezzature corrispondenti alla forma della lavorazione e ai requisiti del materiale per garantire una fresatura senza intoppi.
Costo di lavorazione della macchina :
La fresatura monofacciale a struttura semplice può utilizzare fresatrici manuali per una lavorazione rapida. Rispetto alla lavorazione CNC a tre/quattro/quattro assi, è possibile ridurre notevolmente il costo unitario di lavorazione. Per i pezzi simmetrici a boccola si possono utilizzare i torni per una lavorazione veloce. I pezzi strutturali complessi a più facce richiedono la lavorazione CNC a più assi per processi di fresatura di precisione o di foratura e maschiatura.
Costo dell'utensileria e dell'usura degli utensili :
La ghisa, le leghe di alluminio e altri metalli possono essere lavorati con frese in carburo diamantato/rivestito; l'acciaio inossidabile, gli acciai legati, gli acciai temprati e le leghe di titanio richiedono per lo più utensili relativamente costosi come il carburo a grana ultrafine. CBN / Rivestimento in PCD / utensili in ceramica per la fresatura al fine di completare la lavorazione.
ABS / PP / PE / POM e altri materiali possono utilizzare utensili in carburo ordinario relativamente poco costosi per rimuovere il materiale in eccesso; PA / PC / PMMA / SETTIMANA / Le plastiche rinforzate con PPS e fibra di vetro richiedono utensili in metallo duro, diamantati o rivestiti in PCD per superare efficacemente i problemi di lavorazione più difficili, come l'incordatura del materiale, la facilità di fusione, la facilità di fessurazione e l'elevata durezza e rigidità.
Costi di ispezione e qualità :
L'ispezione a campione può ridurre i tempi e i costi. L'ispezione completa aumenta notevolmente il tempo necessario e il costo naturalmente aumenta. Si consiglia di adottare l'ispezione a campione più l'ispezione delle caratteristiche chiave, che può ridurre notevolmente i costi di lavorazione.
Gestione e costi di produzione :
I parchi di lavorazione standardizzati richiedono una gestione sistematica e standardizzata. Rispetto alla lavorazione CNC in stile piccola officina, il costo sarà leggermente superiore, ma può ridurre notevolmente il tasso di difetti e le controversie di produzione. Allo stesso tempo, vi è personale dedicato per il coordinamento e servizi affidabili, come riunioni, regolazioni e ottimizzazioni a distanza, che possono aiutare meglio la lavorazione di precisione dei componenti automobilistici.
Tasso di difettosità e costo del rischio :
I pezzi con elevati requisiti di tolleranza di lavorazione e precisione avranno un tasso di difetti 3-10% durante l'ispezione finale, quindi anche questa parte di perdita aumenterà il preventivo di lavorazione. Questo problema può essere migliorato da ingegneri professionali e affidabili che discutono prima della lavorazione e "allentano" i requisiti delle caratteristiche di lavorazione non essenziali.
Come si calcola di solito il costo della lavorazione CNC del settore automobilistico?
All'interno della fabbrica, di solito si adotta la seguente logica:
Costo totale = (tempo di ciclo macchina × tariffa oraria) + (manodopera / tempo ausiliario) + (consumo utensili) + (ammortamento attrezzature) + (costo della qualità) + (costo di gestione)
Tra questi:
Pezzi semplici: il costo principale risiede nel tempo macchina
Pezzi complessi: il costo principale risiede nel numero di allestimenti, nel tempo di allestimento e nel controllo di qualità.
Piccoli lotti: l'ingegneria e l'ammortamento degli impianti rappresentano una percentuale molto elevata.
Lotti di grandi dimensioni: il tempo di ciclo e la stabilità determinano i costi
Questo è anche il motivo per cui:
La differenza di prezzo unitario tra 1 pezzo, 100 pezzi e 1000 pezzi può essere di diverse volte o addirittura più di dieci volte.
Scenari comuni di applicazione della lavorazione CNC di precisione nel settore automobilistico
Il CNC nell'industria automobilistica è utilizzato principalmente per i seguenti tipi di pezzi:
Sistema telaio: staffe, sedi di montaggio, parti strutturali dello sterzo
Sistema di alimentazione: alloggiamenti, coperchi terminali, corpi pompa, parti di interfaccia funzionali
Sistema di trasmissione: alberi, boccole, scanalature, guaine
Nuove energie: alloggiamenti dei motori, parti strutturali delle batterie, parti del sistema di raffreddamento
Strutture interne: parti di telaio in plastica, parti di supporto, basi di montaggio
Le caratteristiche comuni di questi componenti sono:
O la struttura è complessa, o i requisiti di precisione sono elevati, o è richiesta una consistenza stabile a lungo termine.
Principali fattori che influenzano il costo della lavorazione CNC del settore automobilistico
Tipo di materiale (alluminio, acciaio, rame, acciaio inox, ghisa, plastica):
L'alluminio, la ghisa e le plastiche ordinarie come POM e ABS hanno costi inferiori. Ottone, bronzo, acciaio inossidabile e PEEK, PMMA, fibra di vetro, fibra di carbonio e altri tecnopolimeri compositi hanno costi più elevati per le materie prime.
Complessità strutturale (pareti sottili, cavità profonde, lavorazione multi-faccia):
Spessori di parete troppo sottili e strutture di cavità profonde e complesse portano facilmente a problemi di criccatura del pezzo o di rottura dell'utensile. La lavorazione multi-faccia, con il presupposto di dover cambiare le attrezzature, causa facilmente errori di assemblaggio. Il pezzo può essere diviso in due o più strutture per la lavorazione e poi saldato e assemblato, il che può migliorare notevolmente l'efficienza della lavorazione e ridurre il tasso di scarti.
Requisiti di tolleranza e tolleranza geometrica:
Requisiti di tolleranza eccessivamente elevati e caratteristiche di tolleranza geometrica non necessarie richiedono un funzionamento più elevato della macchina utensile per essere raggiunti, e allo stesso tempo aumentano facilmente il tasso di scarto. È possibile ridurre in modo appropriato i requisiti di tolleranza della precisione di lavorazione dei fori di scanalatura non essenziali e di altre caratteristiche, migliorare l'efficienza del lavoro e ridurre il costo di produzione per pezzo.
Numero di impostazioni e percorso del processo:
Cercate di ridurre al minimo i cambi di attrezzatura e le regolazioni della postura del pezzo. I pezzi semplici possono essere lavorati a tre assi per una lavorazione rapida. I pezzi complessi a più sezioni possono essere lavorati con macchine a quattro o cinque assi. Allo stesso tempo, dopo la lavorazione a cinque assi delle superfici caratteristiche, è possibile aggiungere il taglio EDM/lavorazione a tre assi per rimuovere il materiale in eccesso, riducendo così notevolmente il tempo di lavorazione a cinque assi, riducendo efficacemente i costi e migliorando la finitura superficiale del pezzo.
Dimensione del lotto:
Il costo di lavorazione dei campioni è solitamente elevato. Con l'aumento della quantità, il costo di lavorazione per pezzo può essere notevolmente ridotto.
Livello di automazione:
Macchine per la lavorazione efficienti e precise possono ridurre notevolmente i tempi di intervento manuale, garantire efficacemente la finitura superficiale dei componenti automobilistici e ridurre ragionevolmente la partecipazione manuale al processo di lavorazione, con una migliore riduzione dei costi.
Requisiti del sistema di qualità:
I certificati di certificazione ISO e di altri sistemi di qualità, combinati con i gradi di tolleranza comunemente utilizzati nel settore per la lavorazione, possono controllare bene il costo dei componenti automobilistici.

10 metodi pratici per ridurre i costi di lavorazione CNC nel settore automobilistico
Considerare la DFM (producibilità) nella fase di progettazione
Evitare inutili tolleranze di altissima precisione
Evitare strutture ad alto costo, come scanalature profonde e strette, cavità profonde, angoli R piccoli.
Utilizzare materiali convenzionali e specifiche di utensili di uso comune
Combinare in modo ragionevole i processi di fresatura, tornitura ed elettroerosione per ridurre il numero di impostazioni
Cercare di unificare i datum e ridurre i costi di controllo della catena di tolleranza
Aumentare ragionevolmente le dimensioni dei lotti per diluire i costi della produzione di pezzi singoli e della personalizzazione delle attrezzature.
Considerare la lavorazione automatizzata per i pezzi maturi
Evitare frequenti modifiche ai parametri di progettazione
Lasciare che il produttore di lavorazioni partecipi tempestivamente all'ottimizzazione dei processi e alla semplificazione dei programmi di lavorazione.
In realtà, 30%-70% del costo di lavorazione di molti pezzi è effettivamente "progettato".
Come scegliere un fornitore di servizi di lavorazione CNC per il settore automobilistico che sia conveniente?
Un fornitore qualificato di componenti automobilistici CNC deve avere:
Capacità ingegneristica
Essere in grado di comprendere la relazione funzionale che sta dietro ai disegni: essere in grado di capire le aree funzionali che interessano ai clienti,
Essere in grado di proporre suggerimenti per la DFM e l'ottimizzazione dei costi, nonché di comunicare e ottimizzare in tempo le aree difficili da lavorare.
Capacità dell'apparecchiatura
Configurazione ragionevole di 3 assi / 4 assi / 5 assi / fresatura-tornitura / elettroerosione / rettifica CNC e altri processi
È meglio avere esperienza nell'automazione o nella lavorazione in lotti, per evitare che i vostri pezzi automobilistici vengano trasferiti e lavorati in più stabilimenti, causando perdite impreviste e aumentando i costi di lavorazione.
Sistema di qualità
Almeno avere: ISO9001 / IATF16949
Esperienza in PPAP, CPK, SPC
Logica dei costi
La quotazione non è casuale, e può spiegare la composizione dei costi e interpretare in modo approssimativo il costo di lavorazione delle caratteristiche di lavorazione
Può fornire percorsi di riduzione dei costi e suggerimenti di progettazione ottimizzati al variare delle dimensioni del lotto.
Esperienza nel settore
È meglio aver fatto parti del telaio / alloggiamenti / alberi / parti strutturali / blocchi motore
Comprendere il ritmo e le regole di ramp-up dei progetti automobilistici

Conclusione
Lavorazione CNC del settore automobilistico Il costo non è mai una semplice questione di negoziazione del prezzo, ma il risultato di decisioni ingegneristiche sistematiche. Dalla progettazione del pezzo, alla selezione del materiale, alla complessità strutturale, alla definizione delle tolleranze, alla pianificazione del processo, alla configurazione delle attrezzature e alla capacità dei fornitori, ogni fase determina direttamente il costo di produzione finale. In pratica, da 30% a 70% di costi di lavorazione sono già "progettati" nella fase iniziale. Solo combinando una buona progettazione, un'adeguata pianificazione dei processi, sistemi di produzione stabili e fornitori capaci, le aziende possono ottenere un'ottimizzazione dei costi sostenibile e a lungo termine, anziché una riduzione dei prezzi a breve termine.








{kind=link}