

Servizio di rettifica:
La rettifica utilizza mole abrasive per rimuovere piccole quantità di materiale dalla superficie di un pezzo, ottenendo un'elevata precisione di planarità e una finitura superficiale superiore, con una precisione di ±0,001-0,005 mm e una rugosità superficiale di Ra 0,1-0,4 μm.
- Certificazione ISO 9001:2015
- Precisione fino a 0,001 μm
- Consegna entro 5 giorni
- Costo della macinazione: 5~300 USD
Tipi e applicazioni della rettifica
La rettifica è un processo di lavorazione fondamentale nella produzione moderna, soprattutto quando i clienti richiedono tolleranze strette, elevata precisione e una finitura superficiale superiore. I diversi metodi di rettifica sono progettati per risolvere sfide specifiche nella lavorazione di precisione. Di seguito sono riportati i tipi di rettifica più comuni e le loro applicazioni industriali:
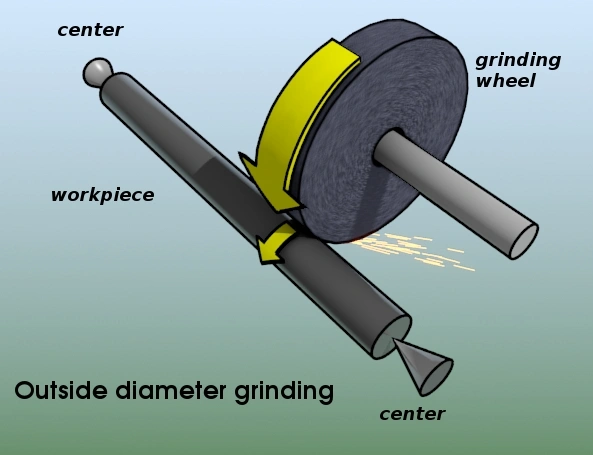
Rettifica cilindrica (Rettifica esterna)
Caratteristiche:
Progettato per la lavorazione del diametro esterno di pezzi cilindrici. Garantisce rotondità e precisione dimensionale con deviazioni minime.
Applicazioni:
Ampiamente utilizzato per alberi, rulli e mandrini di precisione, spesso nei settori dei macchinari, della robotica e dell'energia.
Rettifica cilindrica (rettifica esterna):
Caratteristiche:
Progettato per la lavorazione del diametro esterno di pezzi cilindrici. Garantisce rotondità e precisione dimensionale con deviazioni minime.
Applicazioni:
Ampiamente utilizzato per alberi, rulli e mandrini di precisione, spesso nei settori dei macchinari, della robotica e dell'energia.
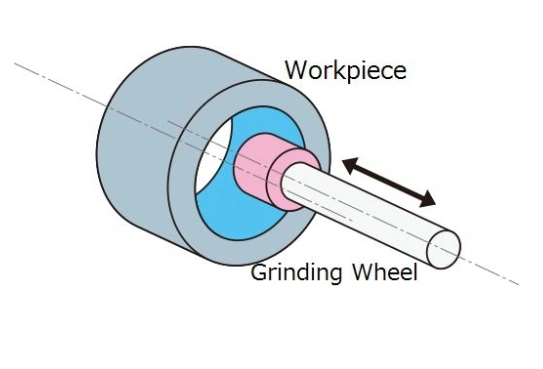
Rettifica interna: la rettifica interna
Caratteristiche:
Si concentra sulla lavorazione di fori interni con tolleranze strette. È in grado di raggiungere cavità profonde e strette.
Applicazioni:
Indispensabile nella produzione di piste per cuscinetti, boccole, cilindri idraulici e altri componenti in cui la precisione interna è fondamentale.
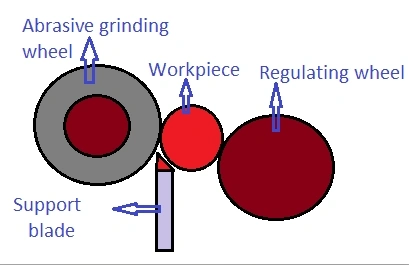
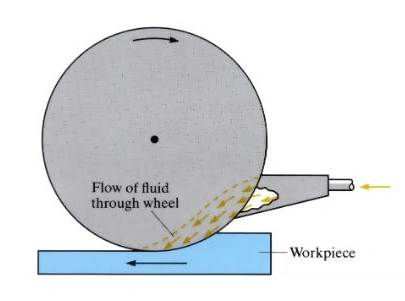
Rettifica senza centri:
Caratteristiche:
A differenza della rettifica cilindrica, la rettifica senza centri non richiede un mandrino. I pezzi sono sostenuti da una mola e da una ruota di regolazione. Ciò consente una produzione ad alta velocità e una precisione costante.
Applicazioni:
Ideale per la produzione di massa di pezzi di precisione come perni, aste e tubi. Spesso utilizzato nell'industria medica, automobilistica ed elettronica.
Rettifica con avanzamento a scorrimento:Macinazione con avanzamento a scorrimento
Caratteristiche:
Una tecnica di rettifica meno comune ma altamente specializzata. Utilizza un avanzamento molto lento e un'ampia profondità di taglio, rimuovendo efficacemente il materiale in un'unica passata.
Applicazioni:
Particolarmente utile per la lavorazione di pale di turbine, leghe aerospaziali e materiali resistenti al calore dove i metodi convenzionali hanno difficoltà. È noto per la riduzione del numero di operazioni e l'aumento della produttività in geometrie complesse.
Smerigliatura manuale (smerigliatura a mano)
Caratteristiche:
Processo tradizionale per la finitura o la riparazione di pezzi utilizzando una smerigliatrice o una carta vetrata manuale. È adatto al trattamento superficiale di piccoli lotti di pezzi con requisiti di precisione ridotti, ma è relativamente inefficiente.
Applicazioni:
Comunemente utilizzata per la riparazione di stampi, la smerigliatura di saldature, la sbavatura e i lavori personalizzati, in particolare nella manutenzione, nelle officine utensili e nella produzione di prototipi.

Tornitura CNC Materiali comuni
WELDO offre servizi di tornitura CNC di precisione per materiali che vanno dall'alluminio comune, all'acciaio inossidabile, alle leghe e al rame, fino alle materie plastiche come ABS e PC, ecc.
Metallo cnc tipo di materiale:

Alluminio
Presenta una bassa densità e una consistenza dura, ma il materiale stesso è relativamente flessibile. Altamente resistente alla corrosione, è ampiamente utilizzato nei settori aerospaziale, delle strutture scheletriche biomimetiche e della produzione di componenti automobilistici.
Colore : Argento.
Tipi : Alluminio 6061、7075、2024、5052、6063 e MIC-6.
Finitura superficiale : Lucidatura, spazzolatura, sabbiatura, cromatura, anodizzazione, galvanotecnica, verniciatura a polvere, incisione laser.
Tempi di consegna : 1-5 giorni.

Acciaio inox
Resistente alla corrosione, liscio e facile da pulire, viene utilizzato in cucina, nel settore medico, nell'edilizia e nelle parti automobilistiche.
Colore : Argento.
Tipi : Acciaio inox 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Finitura superficiale : Lucidatura, spazzolatura, sabbiatura, galvanizzazione, spruzzatura, PVD (Physical Vapor Deposition), passivazione, decapaggio, colorazione.
Tempi di consegna 2-5 giorni.

Rame
Possiede conducibilità elettrica, duttilità alla trazione e proprietà antimicrobiche; viene utilizzato principalmente per la lavorazione di oggetti artigianali, decorativi e apparecchiature mediche.
Colore Arancione, giallo.
Tipi : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Finitura superficiale : Passivazione, galvanizzazione, placcatura chimica, pallinatura, sabbiatura, trattamento chimico del film, lucidatura, pulizia brillante.
Tempi di consegna : 1-5 giorni.

Bronzo
Il bronzo è una lega di rame resistente alla corrosione con una buona fluidità e un colore variabile in base alla composizione. Viene utilizzato per componenti come cuscinetti, ingranaggi e componenti marini.
Colore : oro/marrone.
Tipi : Bronzo allo stagno, bronzo all'alluminio, bronzo al berillio, bronzo al silicio, bronzo al manganese.
Finitura superficiale : Sabbiatura, lucidatura, zigrinatura, rettifica, passivazione, rivestimento chimico a film, colorazione a impregnazione, colorazione a pennello/spray, galvanica, anodizzazione, verniciatura a polvere, spazzolatura.
Tempi di consegna : 1-5 giorni.

Acciaio
Lega a base di ferro con Cr, Ni e Mn, che offre proprietà regolabili tramite trattamento termico. Viene utilizzata per bulloni, alberi, ingranaggi, utensili da taglio e componenti di motori.
Colore : Argento .
Tipi : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finitura superficiale :Sabbiatura, finitura a specchio, rivestimento PVD, finitura spazzolata, rivestimento a spruzzo, galvanica.
Tempi di consegna : 1-5 giorni

Magnesio
Leggero, ha una bassa durezza, un'eccellente conducibilità termica e un'usura minima degli utensili. La sua resistenza supera quella delle leghe di alluminio e dell'acciaio e la sua capacità di smorzamento, pari a 1,5 volte quella dell'alluminio, gli consente di assorbire efficacemente vibrazioni e rumori. È adatto per le parti aerospaziali e automobilistiche.
Colore : Argento.
Tipi : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Finitura superficiale : Rivestimento a conversione chimica, anodizzazione, nichelatura, elettroplaccatura, rivestimento composito, verniciatura a spruzzo, verniciatura a polvere, rivestimento elettroforetico.
Tempi di consegna : 1-5 giorni.
Plastica cnc tipo di materiale:

POM
Materiale ad alta resistenza, a basso attrito e dimensionalmente stabile, ideale per la lavorazione. Sostituisce il metallo nelle parti soggette a usura, come ingranaggi e cuscinetti.
Colore : bianco, nero, blu, giallo, ecc.
Tipi : POM-H, POM-C.
Finitura superficiale : Lucidatura, sabbiatura, lucidatura chimica, lucidatura laser, anodizzazione/verniciatura.
Tempi di consegna : 1-5 giorni.

PA
Il PA (Nylon) offre una resistenza alla trazione da 62 a 85 MPa, basso attrito e resistenza al calore, ideale per ingranaggi e cuscinetti nel settore automobilistico, elettronico e dei macchinari.
Colore : Colorato.
Tipi : PA6, PA66, PA6T, PA9T.
Finitura superficiale :Macinazione meccanica, mordenzatura acido/alcalino, tecnologia di idrolisi, rivestimento.
Tempi di consegna : 1-5 giorni.
PTFE
Il PTFE offre un attrito bassissimo, una forte resistenza chimica e un eccellente isolamento, ideale per guarnizioni e boccole.
Colore : Bianco, naturale, nero, riempito o colorato su misura.
Tipi : PTFE vergine, bianco.PTFE caricato a vetroPTFE caricato con carbonio, PTFE caricato con bronzo, PTFE modificato
Finitura superficiale : Finitura di lavorazione, lucidatura, testurizzazione, rivestimento, incisione, trattamento antistatico.
Tempi di consegna : 1-5 giorni.

UPE
UPE (UHMW-PE) è un polietilene ad altissimo peso molecolare con un'eccellente resistenza all'usura, un basso attrito e un'elevata forza d'impatto, ampiamente utilizzato nelle parti soggette a usura e nei componenti industriali.
Colore: Naturale (bianco), nero, verde, blu.
Tipi: UHMW-PE vergine, UHMW-PE antistatico, UHMW-PE caricato a vetro, UHMW-PE caricato a olio (autolubrificante).
Finitura superficiale: Finitura a macchina, lucidatura, trattamento al plasma/corona, lucidatura a fiamma, sabbiatura.
Tempi di consegna: 1-5 giorni.
FAQ del servizio di rettifica
Qual è il principio di base della macinazione?
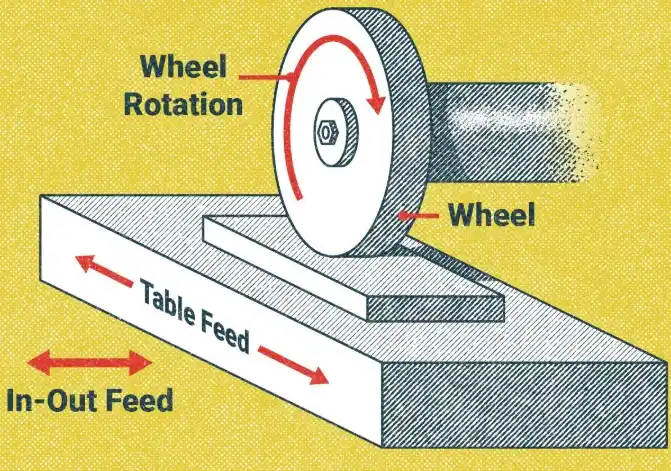
La rettifica è un processo di lavorazione che utilizza particelle abrasive per microtagliare la superficie del pezzo attraverso il movimento relativo tra l'utensile di rettifica e il pezzo, ottenendo un'elevata precisione e una bassa rugosità superficiale. Il cuore del processo risiede nell'azione di microtaglio dell'abrasivo e nella replica geometrica dell'utensile di rettifica.
Quali materiali sono adatti alla macinazione?
La rettifica è applicabile alla maggior parte dei metalli (come acciaio, ghisa e metalli non ferrosi) e dei materiali non metallici (come ceramica, vetro e cristalli). È particolarmente indicata per la lavorazione di precisione di materiali difficili da lavorare, come il carburo cementato e le leghe resistenti al calore.
Come scegliere l'abrasivo giusto per la rettifica?
La scelta degli abrasivi deve tenere conto della durezza del materiale del pezzo, della precisione della lavorazione e dei requisiti di qualità della superficie. Ad esempio:
Corindone (ossido di alluminio) è adatto a materiali comuni come l'acciaio temprato e la ghisa;
Il carburo di silicio è adatto per materiali ad alta durezza come il carburo cementato e la ceramica;
Gli abrasivi diamantati sono adatti alla lavorazione di precisione di materiali superduri o di vetro ottico.
Come controllare la rugosità superficiale durante la rettifica?
Weldo L'ingegnere ha detto :Questo può essere controllato da:
Selezione della grana abrasiva appropriata (gli abrasivi fini riducono la rugosità);
Regolazione della pressione e della velocità di macinazione;
Utilizzare un refrigerante lubrificante per ridurre al minimo i danni alla superficie;
Utilizzo di una rettifica a più stadi (rettifica grossolana → rettifica fine → lucidatura).
Quali sono i difetti più comuni della rettifica e come possono essere affrontati?
I difetti più comuni includono:
Bruciatura della superficie: Il calore di attrito provoca la ricottura del materiale; si consiglia di ridurre la velocità di rettifica o di aumentare il raffreddamento;
Deviazioni dimensionali: Usura dell'utensile di lappatura o posizionamento instabile; si raccomanda di riparare regolarmente l'utensile di lappatura e di ispezionare l'attrezzatura;
Graffi: Particelle di abrasivo o impurità incorporate nell'utensile di lappatura; si raccomanda di pulire l'utensile di lappatura e il pezzo e di utilizzare abrasivo puro.
Quali sono le differenze tra lappatura, lucidatura e superfinitura?
Lappatura: Si tratta principalmente di un microtaglio, utilizzato per rimuovere il materiale in eccesso e correggere la precisione della forma;
Lucidatura: comporta principalmente una deformazione plastica, riducendo la rugosità della superficie e migliorando la brillantezza;
Superfinitura: ulteriore miglioramento dell'integrità della superficie (come la riduzione dell'ondulazione) oltre la lappatura; comunemente utilizzata per pezzi di precisione come i cuscinetti.
